
สารบัญ
บทนำ
การเชื่อมด้วยเลเซอร์ถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมที่ต้องการความแม่นยำสูง ความร้อนต่ำ และรอยเชื่อมที่เรียบเนียน หนึ่งในคำถามที่วิศวกร ผู้ผลิต และผู้ประกอบการมักถามกันบ่อยที่สุดคือ “การเชื่อมด้วยเลเซอร์จำเป็นต้องใช้ลวดเชื่อมหรือไม่?” การเชื่อมด้วยเลเซอร์สามารถอุดช่องว่างได้หรือไม่?“คำตอบคือไม่เสมอไป ในงานเชื่อมที่ต้องการความแม่นยำสูงหลายๆ งาน เลเซอร์สามารถหลอมรวมวัสดุพื้นฐานได้โดยตรงโดยไม่ต้องเติมวัสดุเพิ่มเติม อย่างไรก็ตาม ลวดเชื่อมจะมีความสำคัญเมื่อต้องรับมือกับช่องว่างรอยต่อขนาดใหญ่ วัสดุที่หนา โลหะผสมที่ไวต่อการแตกร้าว หรือโลหะต่างชนิดกัน”
ในบทความนี้ เราจะอธิบายวิธีการทำงานของการเชื่อมด้วยเลเซอร์แบบอัตโนมัติ เมื่อใดที่จำเป็นต้องใช้ลวดเชื่อม การเชื่อมแบบสั่นสามารถชดเชยช่องว่างระหว่างรอยต่อได้หรือไม่ และวิธีการเลือกลวดเชื่อมและการตั้งค่าการเชื่อมที่เหมาะสมสำหรับงานต่างๆ
การเชื่อมด้วยเลเซอร์จำเป็นต้องใช้โลหะเติมหรือไม่?
การเชื่อมด้วยเลเซอร์ไม่จำเป็นต้องใช้ลวดเชื่อมเสมอไป ในงานเชื่อมที่ต้องการความแม่นยำสูงหลายๆ งาน วัสดุพื้นฐานสามารถหลอมรวมกันได้โดยตรงโดยไม่ต้องใช้ลวดเชื่อมเพิ่มเติม อย่างไรก็ตาม ลวดเชื่อมมักถูกใช้เพื่อรองรับช่องว่างรอยต่อที่ใหญ่ขึ้น ปรับปรุงความแข็งแรงของรอยเชื่อม ลดการแตกร้าว หรือช่วยในการเชื่อมโลหะต่างชนิดกัน การที่จำเป็นต้องใช้ลวดเชื่อมหรือไม่นั้นขึ้นอยู่กับวัสดุ ลักษณะของรอยต่อ การออกแบบรอยเชื่อม และข้อกำหนดด้านประสิทธิภาพ
| Category | การใช้งานทั่วไป | เหตุใดจึงมีการใช้หรือไม่มีการใช้ลวดเชื่อม |
|---|---|---|
| โดยปกติไม่จำเป็นต้องใช้ลวดเชื่อม | • การเชื่อมแผ่นโลหะบางด้วยรอยต่อที่แน่นสนิท • ชิ้นส่วนอิเล็กทรอนิกส์ที่มีความแม่นยำสูง • การเชื่อมด้วยเลเซอร์แบบอัตโนมัติที่มีความแม่นยำสูง | เลเซอร์จะหลอมและเชื่อมวัสดุพื้นฐานโดยตรง ทำให้ไม่จำเป็นต้องใช้วัสดุเติมเพิ่มเติม วิธีนี้ให้ความเร็วในการเชื่อมสูง ความร้อนต่ำ และรอยเชื่อมที่เรียบเนียน |
| โดยปกติแล้วจำเป็นต้องใช้ลวดเชื่อม | • การเชื่อมโลหะต่างชนิดกัน • โลหะผสมอะลูมิเนียม โลหะผสมแมกนีเซียม และวัสดุอื่นๆ ที่ไวต่อการแตกร้าว • ข้อต่อที่มีช่องว่างในการประกอบขนาดใหญ่ขึ้น • การเชื่อมชิ้นส่วนหนา • การใช้งานที่ต้องการสมรรถนะเชิงกลที่ดีขึ้น | โลหะตัวเติมช่วยเชื่อมช่องว่างระหว่างรอยต่อ ปรับปรุงการขึ้นรูปแนวเชื่อม ลดการแตกร้าวและรูพรุน ควบคุมโลหะวิทยาของรอยเชื่อม และเพิ่มความแข็งแรงและความเหนียวของรอยต่อที่เสร็จสมบูรณ์ |
กรณีที่ “ไม่จำเป็นต้องใช้ลวดเชื่อม” โดยทั่วไปแล้วต้องอาศัยความแม่นยำในการประกอบสูงมาก และส่วนใหญ่ใช้สำหรับการเชื่อมแผ่นโลหะบาง ซึ่งให้ความสำคัญกับประสิทธิภาพและความเรียบง่าย ในทางตรงกันข้าม การใช้งานที่ “จำเป็นต้องใช้ลวดเชื่อม” นั้นพบได้บ่อยกว่า และหน้าที่ของลวดเชื่อมคือการชดเชยข้อจำกัดที่มีอยู่ในวัสดุหรือกระบวนการ ในการใช้งานจริงของคุณ คุณให้ความสำคัญกับความเร็วและต้นทุนในการเชื่อม หรือประสิทธิภาพและความน่าเชื่อถือของวัสดุในขั้นสุดท้ายมากกว่ากัน? สิ่งนี้จะเป็นตัวกำหนดว่าควรใช้ลวดเชื่อมหรือไม่
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติทำงานอย่างไร?
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติใช้ลำแสงเลเซอร์ที่โฟกัสเพื่อหลอมและเชื่อมวัสดุพื้นฐานโดยตรงโดยไม่ต้องใช้โลหะเติม เทคนิคนี้ใช้กันอย่างแพร่หลายในการผลิตที่มีความแม่นยำสูง ซึ่งคุณภาพของรอยเชื่อมขึ้นอยู่กับความพอดีที่แน่นหนาและการควบคุมความร้อน
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติคืออะไร?
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติ หรือ ALW คือกระบวนการเชื่อมด้วยเลเซอร์ที่ไม่ต้องใช้โลหะเติม โดยจะสร้างรอยเชื่อมโดยการหลอมละลายโลหะฐานบริเวณรอยต่อโดยตรงด้วยลำแสงเลเซอร์ที่โฟกัสอย่างแม่นยำ
หลักการพื้นฐานของการเชื่อมโลหะ
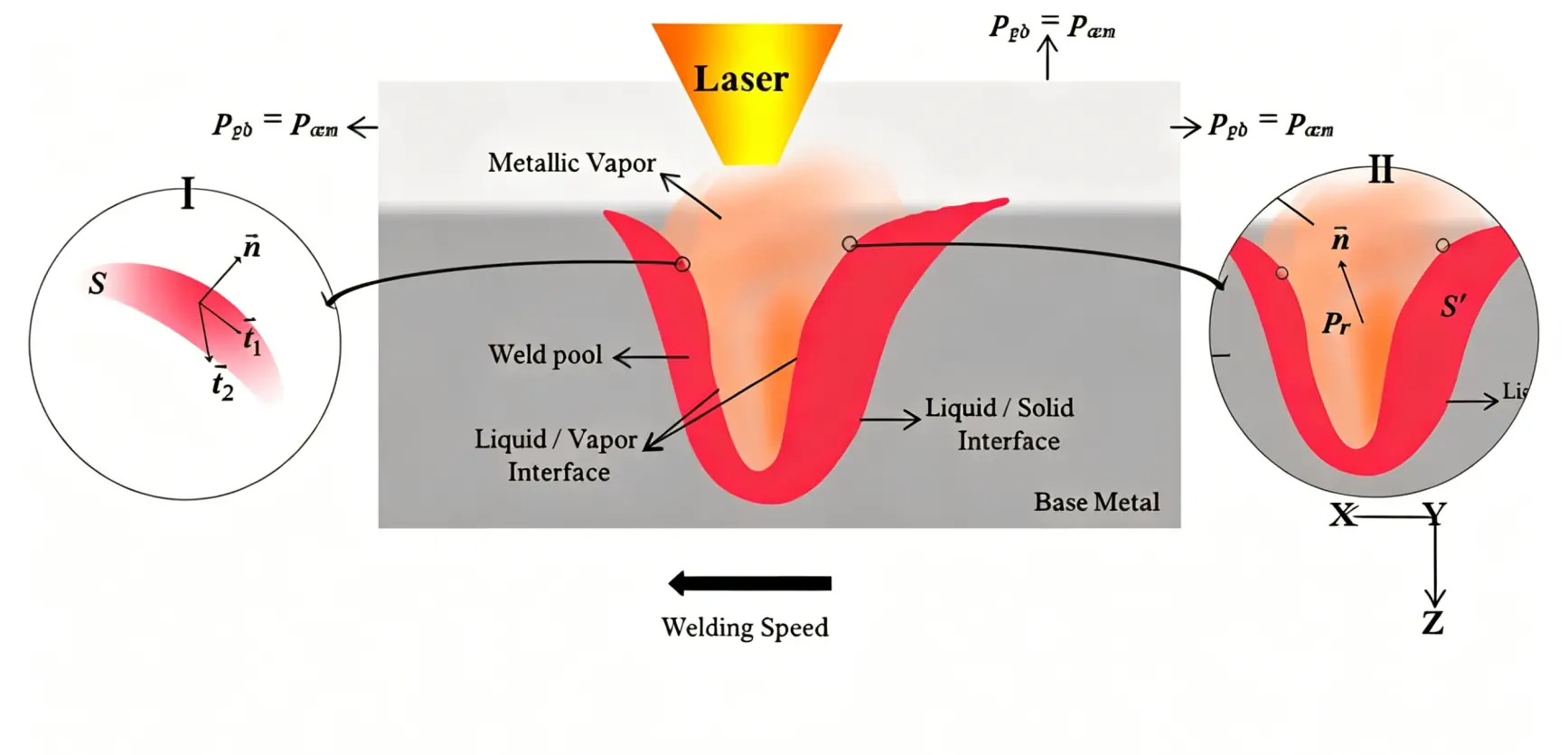
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติใช้ลำแสงเลเซอร์พลังงานสูงที่โฟกัสเพื่อหลอมโลหะฐานบริเวณรอยต่อ เมื่อเกิดรูเล็กๆ ขึ้น โลหะหลอมเหลวจะไหลไปรอบๆ และแข็งตัวเมื่อเลเซอร์เคลื่อนที่ ทำให้เกิดรอยเชื่อมต่อเนื่องโดยไม่ต้องใช้สารเติมแต่งใดๆ
โหมดการประมวลผลตามความหนาของวัสดุ
โดยทั่วไปแล้ว การเชื่อมด้วยเลเซอร์แบบอัตโนมัติจะแบ่งออกเป็นสองโหมดการทำงาน ขึ้นอยู่กับความหนาของชิ้นงานและพารามิเตอร์การเชื่อม:
โหมดการนำไฟฟ้า
ใช้สำหรับการเชื่อมแผ่นโลหะบาง พลังงานจะถูกดูดซับที่พื้นผิวและถ่ายเทโดยการนำความร้อนเพื่อสร้างบ่อหลอมเหลวตื้น เหมาะสำหรับการเชื่อมแบบทะลุทะลวงต่ำ
โหมดรูกุญแจ (การสอดใส่ลึก)
ใช้สำหรับวัสดุที่มีความหนาปานกลางและหนามาก เลเซอร์จะสร้างรูไอระเหย ทำให้สามารถแทรกซึมลึกได้ โลหะหลอมเหลวจะไหลรอบรูไอระเหยและแข็งตัวกลายเป็นรอยเชื่อมที่สมบูรณ์ในครั้งเดียว เรียนรู้เพิ่มเติมเกี่ยวกับ: รูรูปกุญแจในการเชื่อมด้วยเลเซอร์คืออะไร
เหตุใดการเชื่อมด้วยเลเซอร์แบบอัตโนมัติจึงมีความท้าทายมากกว่า?
การเชื่อมด้วยเลเซอร์แบบไม่ใช้ลวดเชื่อม (การเชื่อมด้วยเลเซอร์โดยไม่ใช้ลวดเชื่อม) เผชิญกับความท้าทายมากกว่าการเชื่อมแบบไม่ใช้ลวดเชื่อมโดยใช้ลวดเชื่อม โดยเฉพาะอย่างยิ่งในด้านการควบคุมข้อบกพร่อง ข้อจำกัดของวัสดุ และความเสถียรของกระบวนการ:
- ข้อกำหนดเรื่องความพอดีที่แม่นยำ: ต้องการการจัดแนวรอยต่อที่แม่นยำมาก โดยเฉพาะอย่างยิ่งในการเชื่อมแผ่นโลหะบาง แม้แต่ความคลาดเคลื่อนเล็กน้อยในการประกอบก็อาจส่งผลต่อคุณภาพการเชื่อมได้
- ความคลาดเคลื่อนของช่องว่างมีจำกัด: กระบวนการนี้อนุญาตให้มีช่องว่างระหว่างรอยต่อได้น้อยมาก ซึ่งมักนำไปสู่ข้อบกพร่อง เช่น การเชื่อมติดกันไม่สมบูรณ์ หรือรากฟันโป่งเมื่อมีช่องว่างเกิดขึ้น
- มีความไวต่อการวางตำแหน่งชิ้นส่วน: ข้อผิดพลาดเล็กน้อยในการวางตำแหน่งอาจทำให้จุดโฟกัสของเลเซอร์เบี่ยงเบนจากแนวรอยต่อ ส่งผลให้การเชื่อมไม่เสถียร
- ความไวสูงต่อพารามิเตอร์กระบวนการ: คุณภาพการเชื่อมได้รับผลกระทบอย่างมากจากตำแหน่งโฟกัส ความเร็วในการเชื่อม และการตั้งค่าการเบลอภาพ ทำให้การควบคุมกระบวนการมีความสำคัญอย่างยิ่งในการเชื่อมชิ้นงานหนา
- การเกิดข้อบกพร่องในชิ้นงานหนา: ในวัสดุที่มีความหนา พารามิเตอร์ที่ไม่เหมาะสมอาจทำให้เกิดการนูนที่โคนรอยเชื่อม การเว้าแหว่ง การกระเด็น หรือแม้แต่การเชื่อมทะลุเกินไป ซึ่งลดความเสถียรของรอยเชื่อม
- การควบคุมโครงสร้างจุลภาคที่จำกัด: หากไม่มีลวดเชื่อม องค์ประกอบของรอยเชื่อมจะขึ้นอยู่กับวัสดุพื้นฐานทั้งหมด ซึ่งจำกัดความสามารถในการปรับโครงสร้างเกรนและคุณสมบัติทางกลให้เหมาะสม
การเชื่อมด้วยเลเซอร์สามารถทนต่อช่องว่างระหว่างรอยต่อได้มากแค่ไหน?
ช่องว่างรอยต่อสูงสุดที่อนุญาตสำหรับการเชื่อมด้วยเลเซอร์จะแตกต่างกันไป ขึ้นอยู่กับกระบวนการเชื่อมด้วยเลเซอร์ ความหนาของชิ้นงาน และชนิดของวัสดุ ช่วงช่องว่างที่ยอมรับได้เฉพาะเจาะจงแสดงอยู่ในตารางด้านล่าง:
| กระบวนการเชื่อม | สภาพชิ้นงาน | ช่องว่างรอยต่อที่ยอมรับได้สูงสุด |
|---|---|---|
| การเชื่อมเลเซอร์จุดเดียวโดยไม่ต้องใช้ลวดเชื่อม | แผ่นอลูมิเนียม A5182 หนา 1.1 มม. | 0.2 มม |
| การเชื่อมเลเซอร์จุดเดียวด้วยการป้อนลวดเย็น | แผ่นอลูมิเนียม A5182 หนา 1.1 มม. | 0.6 มม |
| การเชื่อมแบบไฮบริดเลเซอร์/GMA | แผ่นอลูมิเนียม A5182 หนา 2.1 มม. | 1.0 มม |
| การเชื่อมด้วยเลเซอร์ไฟเบอร์แบบพกพา | แผ่นโลหะทั่วไป | ≤ 0.5 มม |
| การเชื่อมแบบไฮบริด TIG ด้วยเลเซอร์กำลังต่ำ | แผ่นโลหะผสมไทเทเนียมบาง | 0 – 0.5 มม |
| การเชื่อมแบบไฮบริดเลเซอร์-อาร์ค | โปรไฟล์อลูมิเนียมอัลลอยด์ 3 มม. สำหรับระบบขนส่งทางราง | ≤ 0.5 มม |
| การเชื่อมด้วยเลเซอร์ CO₂ แบบอัตโนมัติ | แผ่นเหล็ก C-Mn หนา 8 มม. | ค่าความคลาดเคลื่อนของช่องว่างมีจำกัดมาก ต่ำกว่ากระบวนการเติมหรือกระบวนการไฮบริดมาก |
| เลเซอร์ CO₂ พร้อมลวดเติมเย็น | แผ่นเหล็ก C-Mn หนา 8 มม. | ปรับปรุงความคลาดเคลื่อนของช่องว่างให้ดีขึ้นเมื่อเทียบกับการเชื่อมแบบอัตโนมัติ |
| การเชื่อมแบบไฮบริด CO₂ เลเซอร์-MAG | แผ่นเหล็ก C-Mn หนา 8 มม. | มีค่าความคลาดเคลื่อนต่ำที่ดีเยี่ยมสำหรับสภาพข้อต่อที่หลากหลาย |
| การเชื่อมซ้อนด้วยเลเซอร์ (เหล็กชุบสังกะสี) | แผ่นเหล็กที่ซ้อนทับกัน | ช่องว่างระหว่างแผ่นทั้งหมด ≤ 15% ของความหนาทั้งหมด |
การใช้งานที่ดีที่สุดสำหรับการเชื่อมเลเซอร์แบบไร้สารเติมแต่ง
การเชื่อมด้วยเลเซอร์แบบไม่ใช้สารเติมแต่งถูกนำมาใช้กันอย่างแพร่หลายในการผลิตที่ต้องการความแม่นยำสูง โดยเฉพาะงานที่ต้องการรอยต่อที่แน่นสนิท รอยเชื่อมที่สะอาด และการเสียรูปจากความร้อนน้อยที่สุด
การผลิตเครื่องใช้ไฟฟ้า
ตัวเรือนเซ็นเซอร์ ตัวเชื่อมต่อ และชิ้นส่วนโลหะขนาดเล็ก

การผลิตแบตเตอรี่
การเชื่อมแผ่นโลหะ แถบตัวนำ และแผ่นฟอยล์สำหรับแบตเตอรี่ลิเธียม

เครื่องมือแพทย์
เครื่องมือผ่าตัด, อุปกรณ์ฝังในร่างกาย, ตัวเรือนปิดผนึก
ชิ้นส่วนสแตนเลสที่มีความแม่นยำสูง
กล่องหุ้มผนังบาง ตัวกรอง และชิ้นส่วนขนาดเล็ก

ชิ้นส่วนแผ่นบางสำหรับยานยนต์
โครงยึด แผ่นตัวถัง โครงสร้างน้ำหนักเบา
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติให้รอยเชื่อมที่สะอาดและมีประสิทธิภาพ แต่ต้องการความแม่นยำในการประกอบที่เข้มงวดและค่าความคลาดเคลื่อนของช่องว่างที่จำกัด จึงเหมาะที่สุดสำหรับการใช้งานที่ต้องการความแม่นยำสูง เช่น อุปกรณ์อิเล็กทรอนิกส์ อุปกรณ์ทางการแพทย์ และการผลิตแบตเตอรี่
เมื่อใดจึงจำเป็นต้องใช้ลวดเชื่อมในงานเชื่อมเลเซอร์?
โลหะตัวเติมไม่ใช่สิ่งจำเป็นสำหรับกระบวนการเชื่อมด้วยเลเซอร์ทุกประเภท แต่เป็นสิ่งจำเป็นในสถานการณ์ทางอุตสาหกรรมทั่วไปส่วนใหญ่ เพื่อกำจัดข้อบกพร่องในการเชื่อม ปรับปรุงการขึ้นรูปของรอยเชื่อม และเพิ่มประสิทธิภาพของรอยต่อ
1. การเชื่อมโลหะต่างชนิดกัน
ในการเชื่อมโลหะต่างชนิดกัน จะใช้ลวดเชื่อมเพื่อลดการแตกร้าวและการเกิดเฟสเปราะที่เกิดจากความไม่เข้ากันของวัสดุ เช่น ในการเชื่อมอะลูมิเนียมกับทองแดง
2. ชิ้นงานที่มีช่องว่างหรือหนา
สำหรับรอยต่อที่มีช่องว่างในการประกอบหรือส่วนที่หนา โลหะตัวเติมจะช่วยเชื่อมช่องว่างและทำให้รอยเชื่อมมีความเสถียร ซึ่งมักใช้ในการเชื่อมช่องว่างแคบและแผ่นโลหะหนา
3. วัสดุที่มีแนวโน้มเกิดข้อบกพร่อง
วัสดุต่างๆ เช่น อะลูมิเนียม ไทเทเนียม และเหล็กบางชนิด มีแนวโน้มที่จะเกิดรูพรุน รอยแตก หรือการสูญเสียธาตุในระหว่างการเชื่อมด้วยเลเซอร์ จึงจำเป็นต้องใช้โลหะตัวเติมช่วยเสริม
4. การปรับปรุงโครงสร้างจุลภาคและคุณสมบัติ
โลหะตัวเติมสามารถช่วยปรับโครงสร้างเกรนและปรับองค์ประกอบของรอยเชื่อมในงานที่ต้องการสมรรถนะเชิงกลสูงขึ้น
5. ความเสถียรของกระบวนการและคุณภาพการเชื่อม
การเติมลวดเชื่อมช่วยเพิ่มความเสถียรของบ่อหลอมและเพิ่มความสม่ำเสมอของแนวเชื่อมในการเชื่อมงานผลิต
6. การประยุกต์ใช้การเชื่อมประสานด้วยเลเซอร์
ในการเชื่อมประสานด้วยเลเซอร์ วัสดุตัวเติมมีความสำคัญอย่างยิ่งในการเชื่อมต่อชิ้นส่วนต่างๆ ซึ่งมักใช้ในโครงสร้างเหล็กของยานยนต์
ในงานเชื่อมเลเซอร์หลายๆ งาน เมื่อสภาพรอยต่อไม่เหมาะสม หรือวัสดุเชื่อมยาก จำเป็นต้องใช้ลวดเชื่อมช่วยแก้ปัญหา โดยส่วนใหญ่จะใช้เพื่ออุดช่องว่าง รอยแตก และความไม่เข้ากันของวัสดุ ทำให้กระบวนการเชื่อมมีความเสถียรมากขึ้น และการเชื่อมมีความน่าเชื่อถือยิ่งขึ้น ระบบเชื่อมเลเซอร์ Kempsen สามารถติดตั้งอุปกรณ์ป้อนลวดเพื่อรับมือกับความท้าทายในการเชื่อมที่หลากหลาย
การเชื่อมด้วยเลเซอร์แบบสั่นสามารถใช้แทนการเชื่อมด้วยลวดเชื่อมได้หรือไม่?
การเชื่อมด้วยเลเซอร์แบบสั่น (หรือที่เรียกว่าการเชื่อมด้วยเลเซอร์แบบแกว่ง) ไม่สามารถทดแทนลวดเชื่อมได้ทั้งหมด แม้ว่ากระบวนการสั่นจะช่วยปรับปรุงคุณภาพการเชื่อมได้ในบางด้าน แต่กระบวนการสั่นและลวดเชื่อมมีผลที่แตกต่างกัน
การเชื่อมด้วยเลเซอร์แบบสั่นไหว (Wobble Laser Welding) คืออะไร?
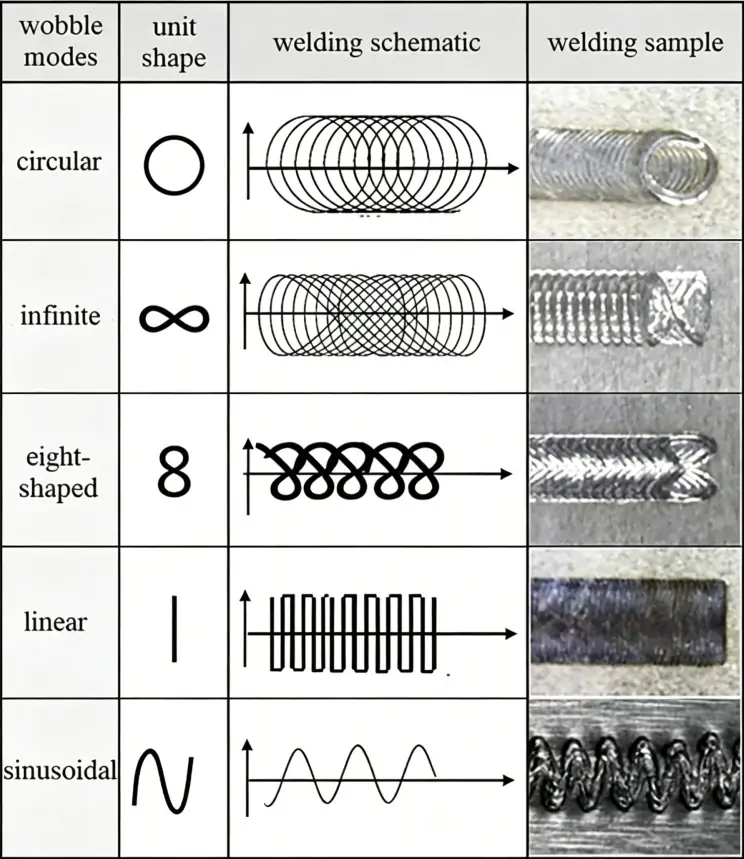
การเชื่อมด้วยเลเซอร์แบบสั่น หรือที่รู้จักกันในชื่อการเชื่อมแบบแกว่งด้วยเลเซอร์ เป็นกระบวนการที่เพิ่มโมดูลสั่นขนาดเล็กเข้าไปในหัวเชื่อม ทำให้ลำแสงเลเซอร์สั่นเป็นรูปแบบต่างๆ เช่น วงกลมหรือเกลียวในระหว่างการเชื่อม คุณสมบัติเด่นคือการสั่นของหัวเลเซอร์ ทำให้ได้รอยเชื่อมที่กว้างขึ้น และมีความคลาดเคลื่อนของกระบวนการสูงขึ้น ซึ่งช่วยปรับปรุงการขึ้นรูปและความเสถียรของรอยเชื่อม การเคลื่อนที่ของลำแสงนี้จะเพิ่มความกว้างของรอยเชื่อมและลดความต้องการความแม่นยำของรอยเชื่อม
การเชื่อมแบบโยกช่วยปรับปรุงการเชื่อมช่องว่างได้อย่างไร
การเชื่อมด้วยเลเซอร์แบบสั่น (Wobble laser welding) เพิ่มการสั่นของลำแสงระหว่างการเชื่อม เพื่อปรับปรุงประสิทธิภาพในการจัดการช่องว่างระหว่างรอยต่อและการขึ้นรูปแนวเชื่อม
1. ขยายขอบเขตการเชื่อม และปรับปรุงการเชื่อมช่องว่างให้ดียิ่งขึ้น
การเชื่อมแบบสั่นช่วยเพิ่มพื้นที่การทำงานของเลเซอร์อย่างมีประสิทธิภาพ ลดการสูญเสียพลังงาน และช่วยให้กระบวนการเชื่อมช่องว่างขนาดใหญ่ทำได้ง่ายขึ้น
2. ช่วยให้การหลอมและการต่อเชื่อมดีขึ้น
ลำแสงที่สั่นไหวจะหลอมละลายทั้งสองด้านของรอยต่อได้อย่างสมบูรณ์ยิ่งขึ้น ช่วยเติมเต็มช่องว่างและลดข้อบกพร่องต่างๆ เช่น การหลอมรวมที่ไม่สมบูรณ์และรูปทรงของรอยเชื่อมที่ไม่สวยงาม
3. ช่วยให้พฤติกรรมของแอ่งหลอมเหลวมีเสถียรภาพมากขึ้น
การเคลื่อนที่ของลำแสงช่วยให้การไหลของบ่อหลอมเหลวราบรื่น ลดการกระเด็นและรูพรุน และรักษาคุณภาพการเชื่อมให้คงที่มากขึ้นภายใต้สภาวะช่องว่างที่แตกต่างกัน
4. ลดความต้องการความแม่นยำในการประกอบและการใช้เครื่องมือ
ค่าความคลาดเคลื่อนของช่องว่างที่ดีขึ้นช่วยลดความต้องการในการจัดตำแหน่งชิ้นส่วนและอุปกรณ์จับยึด ทำให้ประกอบได้ยืดหยุ่นมากขึ้นและเพิ่มประสิทธิภาพการผลิต
เทคโนโลยีนี้ช่วยเพิ่มระยะการเชื่อมที่มีประสิทธิภาพและทำให้บ่อหลอมเหลวมีความเสถียรมากขึ้น ทำให้กระบวนการเชื่อมมีความไวต่อความแม่นยำในการประกอบน้อยลงและมีความสม่ำเสมอในการผลิตมากขึ้น
การเชื่อมแบบสั่นสามารถช่วยลดการใช้ลวดเชื่อมได้หรือไม่?
บางครั้ง การเชื่อมแบบโยกอาจช่วยลดหรือขจัดความจำเป็นในการใช้ลวดเชื่อมได้ แต่ก็ไม่ใช่เสมอไป ประสิทธิภาพขึ้นอยู่กับขนาดของช่องว่างระหว่างรอยต่อ ความหนาของวัสดุ และสภาวะการเชื่อม
| เงื่อนไข | โยกได้อย่างเดียว (ไม่มีวัสดุอุด) | ต้องใช้วัสดุอุด (แบบโยกเยก + ลวด) |
| ข้อต่อแนบสนิท (ช่องว่าง < 0.1 มม.) | ✅ใช่ | ❌ไม่ |
| รอยต่อช่องว่างเล็ก (0.1–0.5 มม.) | ✅ ใช่ (ด้วยพารามิเตอร์ที่เหมาะสมที่สุด) | ❌ไม่ |
| รอยต่อช่องว่างขนาดใหญ่ (> 0.5 มม.) | ❌ไม่ | ✅ใช่ |
| ความหนาของวัสดุ ≤ 3 มม. | ✅ใช่ | ❌ไม่ |
| ความหนาของวัสดุ > 3 มม. | ❌ไม่ | ✅ใช่ |
| โลหะต่างชนิดกัน (เช่น อลูมิเนียมกับเหล็ก) | ❌ไม่ | ✅ใช่ |
การเชื่อมแบบโยกสามารถลดหรือขจัดความจำเป็นในการใช้ลวดเชื่อมในกรณีที่ช่องว่างแคบหรือเล็ก แต่ยังคงต้องใช้ลวดเชื่อมสำหรับช่องว่างที่ใหญ่กว่า วัสดุที่หนากว่า และการเชื่อมโลหะต่างชนิดกัน
สารอุดรอยรั่วแบบลวด กับ สารอุดรอยรั่วแบบผง: แบบไหนดีกว่ากัน?
ลวดและผงเป็นวัสดุเติมหลักสองชนิดในการเชื่อมด้วยเลเซอร์ โดยแต่ละชนิดใช้สำหรับความต้องการกระบวนการและสถานการณ์การใช้งานที่แตกต่างกัน

ลวดอุด
การเชื่อมด้วยลวดเป็นตัวเลือกที่นิยมใช้มากที่สุดในการเชื่อมด้วยเลเซอร์ เนื่องจากมีคุณสมบัติในการป้อนลวดที่เสถียร ต้นทุนต่ำ และรองรับระบบอัตโนมัติได้ดี จึงมีการใช้งานอย่างแพร่หลายในระบบเชื่อมเลเซอร์แบบมือถือและระบบเชื่อมด้วยหุ่นยนต์

ฟิลเลอร์ผง
ผงฟิลเลอร์มีความยืดหยุ่นสูงกว่าและมักใช้ในงานซ่อมแซมและงานปรับสภาพพื้นผิว เหมาะสำหรับงานซ่อมแม่พิมพ์ งานหุ้ม และงานฟื้นฟูพื้นผิวที่ต้องการการเสริมวัสดุ
การเปรียบเทียบระหว่างลวดกับผง
| ปัจจัย | ลวด | ผง |
|---|---|---|
| ราคา | ลด | สูงกว่า |
| อย่างมีประสิทธิภาพ | สูงกว่า | กลาง |
| ความถูกต้อง | จุดสูง | จุดสูง |
| อัตโนมัติ | ยอดเยี่ยม | ดี |
| งานซ่อม | ถูก จำกัด | ยอดเยี่ยม |
การเชื่อมด้วยลวดเชื่อมนั้นพบได้ทั่วไปในการเชื่อมงานผลิต เนื่องจากมีความเสถียรและมีประสิทธิภาพ ในขณะที่การเชื่อมด้วยผงโลหะส่วนใหญ่ใช้สำหรับการซ่อมแซมและการปรับสภาพพื้นผิวที่ต้องการความยืดหยุ่น
เครื่องป้อนลวดเลเซอร์คุ้มค่ากับการลงทุนหรือไม่?
ในงานเชื่อมเลเซอร์ทางอุตสาหกรรมส่วนใหญ่ การลงทุนซื้อเครื่องป้อนลวดเลเซอร์นั้นคุ้มค่า เพราะสามารถปรับปรุงคุณภาพการเชื่อม ขยายขอบเขตการใช้งานของอุปกรณ์ และเพิ่มประสิทธิภาพการผลิตและอัตราความสำเร็จของผลิตภัณฑ์ได้
ข้อดีของระบบป้อนลวด
การป้อนลวดเป็นวิธีการที่ใช้กันอย่างแพร่หลายในการเชื่อมด้วยเลเซอร์ เพื่อปรับปรุงคุณภาพการเชื่อม ปรับให้เข้ากับสภาพรอยต่อที่แตกต่างกัน และทำให้การผลิตมีความสม่ำเสมอมากขึ้น
การชดเชยช่องว่างที่ดีกว่า
ลวดช่วยเชื่อมช่องว่างระหว่างรอยต่อและลดความเสี่ยงของการเชื่อมที่ไม่แน่นหรือข้อบกพร่องในการเชื่อม
รอยเชื่อมที่แข็งแกร่งยิ่งขึ้น
ลวดเชื่อมเสริมจะเพิ่มเนื้อวัสดุให้กับรอยเชื่อม ทำให้รอยเชื่อมแข็งแรงและทนทานยิ่งขึ้น
เสถียรภาพของกระบวนการที่สูงขึ้น
การจ่ายลวดอย่างสม่ำเสมอจะช่วยให้บ่อหลอมมีความเสถียรมากขึ้นในระหว่างการเชื่อม
ลดเศษวัสดุ
การเชื่อมที่มีเสถียรภาพมากขึ้นส่งผลให้เกิดข้อบกพร่องน้อยลง และลดการแก้ไขงานหรือการสิ้นเปลืองวัสดุ
ระบบป้อนลวดช่วยปรับปรุงความสม่ำเสมอ ความแข็งแรง และประสิทธิภาพการผลิตโดยรวมของการเชื่อมในงานใช้งานจริง
เมื่อไหร่จึงควรลงทุนซื้อเครื่องป้อนลวด
ระบบเชื่อมเลเซอร์บางระบบไม่จำเป็นต้องใช้ตัวป้อนลวด แต่เมื่อการผลิตต้องการความแข็งแรง ความเสถียร หรือการใช้งานที่หลากหลายมากขึ้น ตัวป้อนลวดก็เป็นสิ่งจำเป็น
เมื่อไหร่ที่คุณควรซื้อเครื่องป้อนลวด
- โรงงานผลิตชิ้นส่วนโลหะ: เหมาะสำหรับงานผลิตแบบผสมผสานที่ต้องจัดการกับวัสดุและสภาวะการเชื่อมต่อที่แตกต่างกันบ่อยครั้ง
- ผลิตภัณฑ์สแตนเลส: ช่วยให้ได้รอยเชื่อมที่สวยงามและแข็งแรงยิ่งขึ้นในการผลิตชิ้นส่วนสแตนเลส
- การเชื่อมวัสดุหนา: ช่วยเพิ่มวัสดุเติมที่จำเป็นสำหรับการเชื่อมที่มั่นคงของชิ้นส่วนที่มีความหนา
- การผลิตตามสัญญา: ช่วยเพิ่มความยืดหยุ่นของกระบวนการและรองรับความต้องการที่หลากหลายของลูกค้าในการผลิตเป็นล็อต
เมื่อคุณอาจไม่จำเป็นต้องใช้
- แผ่นโลหะบาง: การเชื่อมต่อที่แน่นหนาและการใช้ความร้อนต่ำมักทำให้ไม่จำเป็นต้องใช้ลวดเชื่อม
- ชิ้นส่วนที่มีความแม่นยำสูง: ชิ้นส่วนที่มีความแม่นยำสูงมักใช้การเชื่อมแบบอัตโนมัติเพื่อให้ได้ผลลัพธ์ที่สะอาดกว่า
- การผลิตชิ้นส่วนอิเล็กทรอนิกส์: ชิ้นส่วนขนาดเล็กโดยทั่วไปต้องการการเติมวัสดุเพียงเล็กน้อยและมีความสม่ำเสมอสูง
เครื่องป้อนลวดมีประโยชน์มากที่สุดในงานประกอบทั่วไปและงานเชื่อมหนัก ในขณะที่งานที่ต้องการความแม่นยำสูงหรืองานเชื่อมวัสดุบางๆ อาจไม่จำเป็นต้องใช้ก็ได้
สรุป
การเชื่อมด้วยเลเซอร์ไม่จำเป็นต้องใช้ลวดเชื่อมเสมอไป แต่ในสภาพแวดล้อมการผลิตจริงหลายแห่ง ลวดเชื่อมมีบทบาทสำคัญในการจัดการช่องว่าง ปรับปรุงความแข็งแรงของรอยเชื่อม และรับประกันคุณภาพที่คงที่ การเลือกใช้การเชื่อมแบบไม่ใช้ลวดเชื่อมหรือการเชื่อมโดยใช้ลวดเชื่อมช่วยนั้นขึ้นอยู่กับสภาพของรอยต่อ ประเภทของวัสดุ และข้อกำหนดด้านประสิทธิภาพ
เคมป์สัน บริษัทของเรามุ่งเน้นอุปกรณ์เชื่อมเลเซอร์และโซลูชันการเชื่อมแบบครบวงจร รวมถึงระบบเชื่อมเลเซอร์แบบพกพาและเครื่องเชื่อมเลเซอร์แบบป้อนลวดสำหรับงานอุตสาหกรรมต่างๆ หากคุณกำลังมองหาโซลูชันการเชื่อมเลเซอร์ที่เหมาะสมกับการผลิตของคุณ โปรดติดต่อเรา ติดต่อเคมป์สัน เพื่อการสนับสนุนทางเทคนิค คำแนะนำในการเลือก และโซลูชันที่ปรับแต่งให้เหมาะสม

คำถามที่พบบ่อย
การเชื่อมด้วยเลเซอร์จำเป็นต้องใช้โลหะเติมหรือไม่?
การเชื่อมด้วยเลเซอร์ไม่จำเป็นต้องใช้ลวดเชื่อมเสมอไป ขึ้นอยู่กับลักษณะของรอยต่อ ประเภทของวัสดุ และข้อกำหนดในการเชื่อม
เมื่อใดจึงจะสามารถทำการเชื่อมด้วยเลเซอร์โดยไม่ต้องใช้ลวดเชื่อม?
สามารถทำได้โดยไม่ต้องใช้ลวดเชื่อมเมื่อรอยต่อแนบสนิท ช่องว่างน้อย และต้องการการเชื่อมที่มีความแม่นยำสูง
เมื่อใดจึงจำเป็นต้องใช้ลวดเชื่อมในงานเชื่อมเลเซอร์?
จำเป็นต้องใช้ลวดเชื่อมเมื่อมีช่องว่างขนาดใหญ่ วัสดุหนา โลหะต่างชนิด หรือต้องการความแข็งแรงสูง
การเชื่อมด้วยเลเซอร์แบบสั่นสามารถใช้แทนลวดเชื่อมได้หรือไม่?
ในงานเชื่อมที่มีช่องว่างเล็ก ๆ บางประเภท การเชื่อมแบบสั่นสามารถลดความจำเป็นในการใช้ลวดเชื่อมได้ แต่ไม่สามารถทดแทนได้ทั้งหมดในทุกกรณี
การเชื่อมด้วยเลเซอร์แบบอัตโนมัติคืออะไร?
เป็นกระบวนการเชื่อมที่วัสดุพื้นฐานถูกหลอมและหลอมรวมโดยตรงโดยไม่ต้องเติมโลหะตัวเติม
ลวดอุดรอยแตกกับผงอุดรอยแตกต่างกันอย่างไร?
ลวดฟิลเลอร์มีความเสถียรมากกว่าและใช้กันอย่างแพร่หลายในกระบวนการผลิต ในขณะที่ผงฟิลเลอร์มีความยืดหยุ่นมากกว่าและส่วนใหญ่ใช้สำหรับการซ่อมแซมและการปรับสภาพพื้นผิว
จำเป็นต้องใช้เครื่องป้อนลวดสำหรับงานเชื่อมเลเซอร์หรือไม่?
แม้จะไม่จำเป็นเสมอไป แต่แนะนำให้ใช้กับวัสดุที่มีความหนา การผลิตทั่วไป และงานที่ต้องการรอยเชื่อมที่แข็งแรงกว่า
วัสดุใดบ้างที่ต้องใช้ลวดเชื่อมในงานเชื่อมเลเซอร์?
โลหะผสมอะลูมิเนียม โลหะต่างชนิด วัสดุที่ไวต่อรอยแตก และเหล็กรูปทรงหนา มักต้องใช้ลวดเชื่อมเสริมเพื่อให้ได้คุณภาพการเชื่อมที่คงที่







