
สารบัญ
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกเป็นกระบวนการเชื่อมที่มีความหนาแน่นพลังงานสูง โดยใช้ลำแสงเลเซอร์ที่โฟกัสเพื่อสร้างเอฟเฟกต์รูเจาะ ทำให้เกิดการหลอมรวมที่ความลึกเต็มที่โดยมีบริเวณที่ได้รับผลกระทบจากความร้อนน้อยที่สุดและการบิดเบี้ยวต่ำ เมื่อเทียบกับการเชื่อมด้วยไฟฟ้าแบบดั้งเดิมหรือการเชื่อมแบบนำความร้อน การเชื่อมแบบนี้ให้รอยเชื่อมที่ลึกกว่า ความเร็วในการเชื่อมสูงกว่า และความแข็งแรงของรอยเชื่อมที่เหนือกว่า ทำให้เหมาะสำหรับเหล็กกล้าไร้สนิม เหล็กกล้าคาร์บอน โลหะผสมอลูมิเนียม และชิ้นส่วนโลหะที่มีความแม่นยำ เทคโนโลยีนี้ถูกนำไปใช้อย่างกว้างขวางในการผลิตยานยนต์ โครงสร้างอากาศยาน การผลิตแบตเตอรี่ การผลิตโลหะ และอุตสาหกรรมหนัก
ในบทความนี้ เราจะอธิบายหลักการทำงานและคำจำกัดความของการเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกอย่างชัดเจน วิเคราะห์ข้อดี เปรียบเทียบกับการเชื่อมแบบนำความร้อน ระบุวัสดุที่เหมาะสม แนะนำประเภทของอุปกรณ์และพารามิเตอร์ที่สำคัญ และให้คำแนะนำเกี่ยวกับวิธีการเลือกใช้ระบบเชื่อมด้วยเลเซอร์ที่เหมาะสมสำหรับการใช้งานของคุณ
การเชื่อมเลเซอร์แบบเจาะลึกคืออะไร?
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึก หรือที่รู้จักกันในชื่อ การเชื่อมด้วยเลเซอร์แบบลึก การเชื่อมเลเซอร์แบบรูกุญแจเป็นวิธีการเชื่อมต่อที่มีความแม่นยำสูง โดยอาศัยลำแสงเลเซอร์กำลังสูงในการสร้างรูเจาะในโลหะ รูเจาะนี้ช่วยให้พลังงานเลเซอร์สามารถทะลุผ่านความหนาของวัสดุได้ทั้งหมด ทำให้เกิดการเชื่อมต่อที่แม่นยำ กระบวนการเชื่อมลึกด้วยเลเซอร์ มีตะเข็บแคบ บริเวณที่ได้รับผลกระทบจากความร้อนน้อยที่สุด และมีความแข็งแรงเชิงกลดีเยี่ยม
แตกต่างจากการเชื่อมด้วยไฟฟ้าแบบดั้งเดิม ซึ่งให้ความร้อนแก่พื้นผิวและอาศัยการนำความร้อนเพื่อหลอมโลหะเข้าด้วยกัน การเชื่อมด้วยเลเซอร์กำลังสูง ทำให้วัสดุกลายเป็นไอโดยตรงเพื่อแทรกซึมได้ทั่วถึงความหนาในครั้งเดียว ทำให้เหมาะอย่างยิ่งสำหรับ แผ่นโลหะหนา ในอุตสาหกรรมต่างๆ เช่น ยานยนต์ การต่อเรือ การบินและอวกาศ และเครื่องจักรกลหนัก ซึ่งการเชื่อมที่แข็งแรง แม่นยำ และมีการบิดเบี้ยวต่ำเป็นสิ่งสำคัญอย่างยิ่ง
วิธีการนี้ผสมผสานความเร็ว ความแม่นยำ และความน่าเชื่อถือเข้าด้วยกัน ซึ่งให้ข้อได้เปรียบอย่างมากเหนือกว่าการเชื่อมแบบดั้งเดิมสำหรับการใช้งานในอุตสาหกรรมการผลิตที่มีความต้องการสูง
ใช้เพื่อการ โซลูชันเครื่องเชื่อมเลเซอร์แผ่นหนาโปรดคลิกเพื่อดูข้อมูลเพิ่มเติม
การเชื่อมเลเซอร์แบบเจาะลึกทำงานอย่างไร?
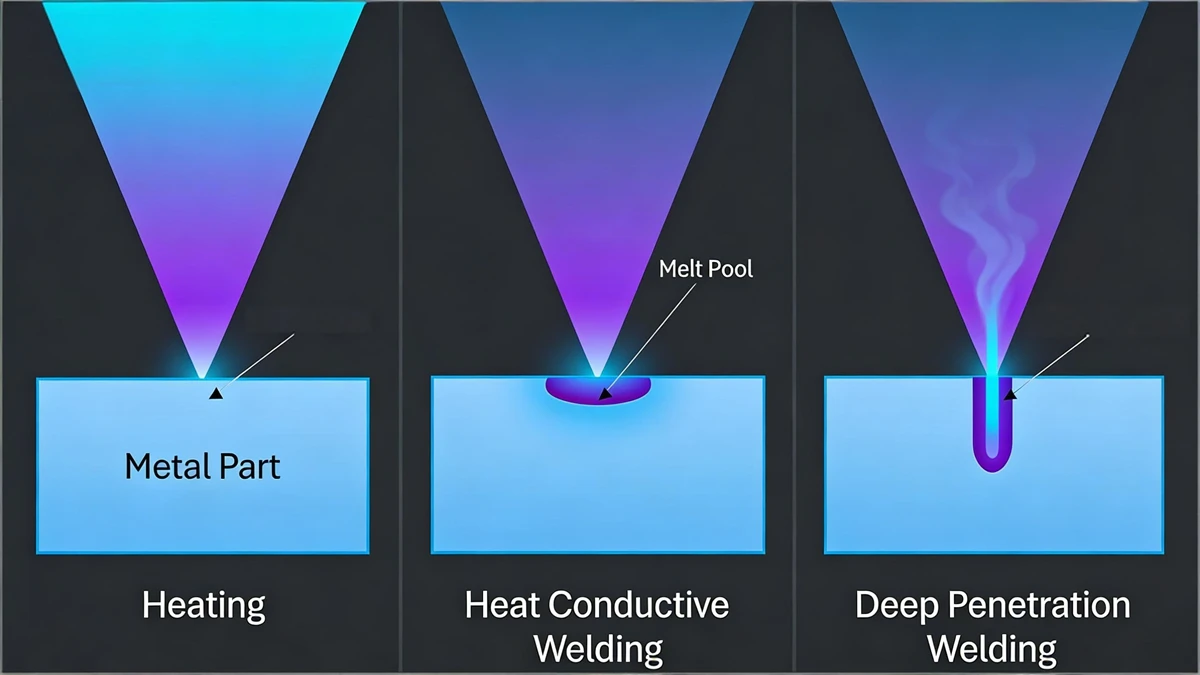
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกทำงานผ่านกลไกการเชื่อมแบบรูเจาะ ในกระบวนการนี้ ลำแสงเลเซอร์ความเข้มสูงจะทำให้โลหะกลายเป็นไอ เกิดเป็นโพรงแคบๆ ที่เต็มไปด้วยไอ ซึ่งเรียกว่ารูเจาะ รูรูปกุญแจในการเชื่อมด้วยเลเซอร์คืออะไร ช่วยให้ลำแสงเลเซอร์ทะลุเข้าไปในวัสดุได้ลึกยิ่งขึ้น แรงดันไอภายในรูเจาะจะผลักดันการไหลของโลหะหลอมเหลว ทำให้เกิดแอ่งหลอมเหลวที่เสถียร และช่วยให้เลเซอร์ทะลุเข้าไปได้ลึกโดยมีการบิดเบือนน้อยที่สุด
กระบวนการนี้อาศัยความหนาแน่นของพลังงานสูง ซึ่งจะรวมพลังงานเลเซอร์ไว้ที่จุดเล็กๆ เพิ่มความหนาแน่นของพลังงาน และช่วยให้สามารถหลอมรวมวัสดุได้เต็มความหนาอย่างรวดเร็วในครั้งเดียว การโฟกัสและการจัดแนวลำแสงที่เหมาะสมมีความสำคัญอย่างยิ่งต่อการรักษาเสถียรภาพของรูเจาะและเพื่อให้ได้คุณภาพการเชื่อมที่สม่ำเสมอ
ขั้นตอนการทำงานโดยย่อมีดังนี้:
- ลำแสงเลเซอร์กระทบกับพื้นผิวโลหะ
- รูรูปทรงกุญแจเกิดขึ้นเมื่อวัสดุระเหยกลายเป็นไอ
- แรงดันไอจะทำให้โลหะหลอมเหลวไหลเวียนอยู่รอบรูกุญแจ
- เลเซอร์จะเคลื่อนที่ไปตามรอยต่อ ทำให้รอยเชื่อมลึกด้านหลังรูเจาะแข็งตัวขึ้น
การผสมผสานระหว่างการเชื่อมด้วยเลเซอร์แบบรูกุญแจ กระบวนการเชื่อมด้วยเลเซอร์แบบลึก และการควบคุมพลังงานและจุดโฟกัสอย่างแม่นยำ ทำให้ได้รอยเชื่อมคุณภาพสูงสำหรับโลหะหนาและชิ้นส่วนที่มีความแม่นยำสูง

การเชื่อมด้วยเลเซอร์แบบเจาะลึกเทียบกับการเชื่อมด้วยเลเซอร์แบบนำความร้อน
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกและการเชื่อมด้วยเลเซอร์แบบนำความร้อนเป็นวิธีการเชื่อมด้วยเลเซอร์สองวิธีที่ใช้กันทั่วไป โดยแต่ละวิธีเหมาะสำหรับการใช้งานที่แตกต่างกัน การเชื่อมแบบเจาะลึก (รูกุญแจ) ใช้ลำแสงเลเซอร์กำลังสูงและโฟกัสอย่างแม่นยำเพื่อทำให้โลหะระเหยและสร้างรูเจาะ ทำให้เกิดการหลอมรวมตลอดความหนาในครั้งเดียว ในทางตรงกันข้าม การเชื่อมด้วยการนำไฟฟ้า วิธีนี้ใช้พลังงานต่ำและให้ความร้อนที่พื้นผิว โดยพลังงานจะถูกส่งผ่านวัสดุ ทำให้ได้รอยเชื่อมตื้นและกระบวนการเชื่อมจะช้าลงสำหรับโลหะหนา
การเข้าใจความแตกต่างจะช่วยให้คุณเลือกเทคนิคการเชื่อมเลเซอร์ที่เหมาะสมที่สุดสำหรับวัสดุ ความหนา และข้อกำหนดในการผลิต ทั้งสองวิธีนี้ใช้กันอย่างแพร่หลายในอุตสาหกรรมยานยนต์ การบินและอวกาศ การผลิตแบตเตอรี่ และการผลิตโลหะที่มีความแม่นยำสูง แต่การเลือกใช้ขึ้นอยู่กับความลึกของการทะลุทะลวง ความเร็ว และคุณภาพของรอยเชื่อมที่ต้องการ
| คุณสมบัติ (Feature) | การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึก (แบบรูกุญแจ) | การเชื่อมด้วยเลเซอร์แบบนำความร้อน |
|---|---|---|
| ความลึกของการเชื่อม | 5.35-12 มม. ขึ้นอยู่กับวัสดุและกำลังไฟ | รอยเชื่อมตื้นระดับผิวหน้า หนา 0.5–3 มม. |
| โซนได้รับผลกระทบจากความร้อน (HAZ) | ต่ำสุด | มีขนาดใหญ่ขึ้น และความบิดเบี้ยวจากความร้อนมากขึ้น |
| พลังเลเซอร์ | 3000w-6000w | กำลังไฟต่ำถึงปานกลาง |
| ความเร็ว | ผ่านครั้งเดียวด้วยความเร็วสูง | ช้าลง อาจต้องวิ่งหลายรอบ |
| ความหนาของวัสดุที่เหมาะสม | โลหะหนา | แผ่นบางเท่านั้น |
| คุณภาพการเชื่อม | แคบ แข็งแรง แม่นยำ | กว้างกว่า ไม่สม่ำเสมอ |
| การใช้งาน | ยานยนต์ อวกาศ อุตสาหกรรมหนัก | อุปกรณ์อิเล็กทรอนิกส์ ชิ้นส่วนโลหะบาง |
| ข้อได้เปรียบที่สำคัญ | รวดเร็ว บิดเบี้ยวน้อย ข้อต่อแข็งแรง | ติดตั้งง่าย ต้นทุนต่ำ ไม่ทำลายวัสดุบางๆ |
ข้อดี
การเชื่อมที่ลึก: สามารถเชื่อมโลหะได้เต็มความหนาในครั้งเดียว เหมาะอย่างยิ่งสำหรับแผ่นโลหะหนาในอุตสาหกรรมยานยนต์ การต่อเรือ เครน และการบินและอวกาศ
ความเร็วในการเชื่อมสูง: การประมวลผลอย่างรวดเร็วช่วยลดเวลาในการผลิตและเพิ่มประสิทธิภาพในการผลิตจำนวนมากและอุตสาหกรรมหนัก
โซนที่ได้รับผลกระทบจากความร้อนแคบ: ช่วยลดความเสียหายจากความร้อนและรักษาคุณสมบัติของวัสดุโดยรอบ เหมาะสำหรับชิ้นส่วนที่มีความแม่นยำสูงและอุปกรณ์อิเล็กทรอนิกส์
การบิดเบือนน้อยที่สุด: พลังงานที่เข้มข้นและกลไกแบบรูกุญแจช่วยให้มั่นใจได้ถึงความแม่นยำของขนาดสำหรับโครงสร้างขนาดใหญ่และชิ้นส่วนประกอบที่ซับซ้อน
ความแข็งแรงทางกลสูง: ผลิตรอยเชื่อมที่หนาแน่น สม่ำเสมอ และมีความแข็งแรงของรอยต่อสูง เหมาะสำหรับงานรับน้ำหนักสูงในชิ้นส่วนทางกลและโครงสร้าง
การใช้งาน
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกเหมาะสำหรับอุตสาหกรรมที่ต้องการรอยเชื่อมลึก ความแข็งแรงของโครงสร้างสูง และประสิทธิภาพการผลิตสูง ความสามารถในการเชื่อมด้วยเลเซอร์กำลังสูงช่วยให้สามารถสร้างรูเจาะและรอยเชื่อมที่ทะลุทะลวงลึกได้อย่างสมบูรณ์ในสภาพแวดล้อมทางอุตสาหกรรมที่ต้องการความแม่นยำสูง





การผลิตยานยนต์
ใช้สำหรับโครงตัวถังรถยนต์ โครงสร้างเสริมความแข็งแรง กล่องแบตเตอรี่ และชิ้นส่วนระบบส่งกำลัง กระบวนการเชื่อมด้วยเลเซอร์แบบลึกช่วยเพิ่มความแข็งแรงของรอยเชื่อม พร้อมทั้งรองรับการออกแบบยานยนต์น้ำหนักเบาและสายการผลิตอัตโนมัติความเร็วสูง
การต่อเรือ
เหมาะอย่างยิ่งสำหรับการเชื่อมแผ่นเหล็กหนา ส่วนตัวเรือ และโครงสร้างดาดฟ้า การเชื่อมด้วยเลเซอร์แบบรูเจาะช่วยลดการบิดเบี้ยวและเพิ่มประสิทธิภาพการเชื่อมในการผลิตชิ้นส่วนเรือขนาดใหญ่
เครื่องจักรอุตสาหกรรม
ใช้ในเครื่องจักรกลก่อสร้าง อุปกรณ์เหมืองแร่ และโครงสร้างอุตสาหกรรมที่ต้องการรอยเชื่อมที่แข็งแรงและลึก เพื่อประสิทธิภาพการรับน้ำหนักสูงของวัสดุที่มีความหนา
การบินและอวกาศ
รองรับการเชื่อมโลหะผสมความแข็งแรงสูงและการประกอบโครงสร้างที่มีความแม่นยำสูง โดยมีโซนที่ได้รับผลกระทบจากความร้อนแคบและมาตรฐานการควบคุมคุณภาพที่เข้มงวด
ภาชนะรับแรงดัน
รับประกันการเชื่อมแบบเต็มพื้นที่สำหรับถัง ท่อส่ง และภาชนะรับแรงดันสูง มอบความแข็งแรงเชิงกลและการป้องกันการรั่วซึมที่เหนือกว่า

เคมป์สัน นำเสนอโซลูชันการเชื่อมด้วยเลเซอร์แบบเจาะลึกระดับอุตสาหกรรม รวมถึง เครื่องเชื่อมเลเซอร์แบบใช้มือถือระบบเครื่องเชื่อมเลเซอร์ไฟเบอร์กำลังสูง แท่นเชื่อมแบบอัตโนมัติและการกำหนดค่าแบบกำหนดเอง ทีมวิศวกรของเราให้บริการด้านการเพิ่มประสิทธิภาพพารามิเตอร์ การสนับสนุนการบูรณาการ และระบบที่ปรับขนาดได้ซึ่งปรับให้เหมาะสมกับความต้องการด้านการผลิตทั่วโลก
วัสดุที่เหมาะสม
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกมีประสิทธิภาพสูงสำหรับโลหะที่ต้องการการเจาะทะลุลึก การเชื่อมกระดูกแบบเต็มความหนา ความแข็งแรงของข้อต่อสูง และการเสียรูปจากความร้อนน้อยที่สุดการเลือกกำลังเลเซอร์ ความยาวคลื่น และจุดโฟกัสลำแสงที่ถูกต้องนั้นมีความสำคัญอย่างยิ่งต่อการได้คุณภาพการเชื่อมที่เสถียรและเพิ่มประสิทธิภาพการผลิตให้สูงสุด
| วัสดุ | ลักษณะการเชื่อม | ประยุกต์ใช้ในอุตสาหกรรม | หมายเหตุทางเทคนิค |
|---|---|---|---|
| เหล็กกล้าไร้สนิม | เชื่อมได้ดีเยี่ยม และสร้างรูเชื่อมได้อย่างมั่นคง | ชิ้นส่วนยานยนต์ อุปกรณ์อาหาร โครงสร้างเหล็ก | รอยเชื่อมเรียบเนียน ไม่มีการกระเด็นของโลหะ |
| เหล็กกล้าคาร์บอน | ความสามารถในการเจาะตลาดสูง คุ้มค่า | เครื่องจักรกลหนัก การต่อเรือ การก่อสร้าง | จำเป็นต้องควบคุมพารามิเตอร์เพื่อหลีกเลี่ยงการเกิดรูพรุน |
| โลหะผสมอลูมิเนียม | น้ำหนักเบา นำความร้อนได้สูง | ถาดแบตเตอรี่รถยนต์ไฟฟ้า ชิ้นส่วนอากาศยาน | จำเป็นต้องใช้กำลังไฟสูงขึ้นเนื่องจากการระบายความร้อน |
| โลหะผสมไทเทเนียม | มีอัตราส่วนความแข็งแรงต่อน้ำหนักสูง | โครงสร้างทางอากาศยาน อุปกรณ์ทางการแพทย์ | ต้องใช้ก๊าสปกคลุมเพื่อป้องกันการเกิดออกซิเดชัน |
ปัจจัยที่มีผลต่อการเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึก
ประสิทธิภาพการเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกได้รับอิทธิพลโดยตรงจากพลังงานที่ป้อนเข้าไป คุณลักษณะของลำแสง และสภาวะของรอยเชื่อม กระบวนการนี้อาศัยการก่อตัวของรูเจาะที่เสถียรและความหนาแน่นของพลังงานสูง ซึ่งจำเป็นต้องควบคุมพารามิเตอร์การเชื่อมอย่างแม่นยำเพื่อให้แน่ใจว่าการเชื่อมทะลุทะลวงลึก มีรูพรุนต่ำ และมีความแข็งแรงเชิงกลที่สม่ำเสมอ ปัจจัยทางเทคนิคต่อไปนี้ส่งผลต่อคุณภาพของรอยเชื่อมและความเสถียรของการผลิต:
ความหนาแน่นของลำแสงเลเซอร์ (ความเข้มข้นของพลังงาน)
ความหนาแน่นของลำแสงเลเซอร์หมายถึงความเข้มข้นของพลังงานเลเซอร์บนพื้นผิววัสดุ โดยส่วนใหญ่จะถูกกำหนดโดยการโฟกัสและขนาดของจุดลำแสง รวมถึงลักษณะเฉพาะของโหมดลำแสง ความหนาแน่นของพลังงานที่เสถียรและสูงเพียงพอมีความสำคัญอย่างยิ่งต่อการขึ้นรูปและการรักษารูเจาะ หากลำแสงไม่เสถียรหรือมีความเข้มข้นต่ำ อาจเกิดข้อบกพร่องต่างๆ เช่น รูพรุน การยุบตัวของรูเจาะ หรือรอยเชื่อมที่ไม่สม่ำเสมอได้
ความเร็วในการเชื่อม
ความเร็วในการเชื่อมส่งผลโดยตรงต่อปริมาณความร้อนและการแทรกซึม ความเร็วที่ช้าลงจะทำให้เกิดการสะสมความร้อนมากขึ้นและอาจทำให้บริเวณที่ได้รับผลกระทบจากความร้อนขยายใหญ่ขึ้น ซึ่งนำไปสู่การบิดเบี้ยว ในทางกลับกัน ความเร็วที่สูงเกินไปอาจลดความลึกของการแทรกซึมและทำให้การหลอมรวมไม่สมบูรณ์ การประสานความเร็วที่เหมาะสมจะช่วยให้เกิดความสมดุลระหว่างประสิทธิภาพและความสมบูรณ์ของรอยเชื่อม
ตำแหน่งโฟกัส
ตำแหน่งโฟกัสกำหนดว่าพลังงานเลเซอร์จะมีความเข้มข้นสูงสุดที่ใด การปรับโฟกัสอย่างแม่นยำเป็นสิ่งสำคัญในการรักษาเสถียรภาพของรูเจาะและการเจาะทะลุที่ลึก หากตำแหน่งโฟกัสสูงหรือต่ำเกินไปเมื่อเทียบกับพื้นผิวชิ้นงาน ความหนาแน่นของพลังงานจะลดลง ซึ่งอาจส่งผลให้เกิดการกัดเซาะ การเจาะทะลุไม่เพียงพอ หรือการกระเด็นมากเกินไป
ป้องกันแก๊ส
ก๊าสปกคลุมช่วยปกป้องบ่อหลอมเหลวจากการออกซิเดชันและการปนเปื้อนระหว่างการเชื่อม นอกจากนี้ยังส่งผลต่อพฤติกรรมของพลาสมาและความเสถียรของรูเชื่อม การป้องกันด้วยก๊าสที่ไม่เพียงพออาจทำให้เกิดการออกซิเดชัน รูพรุน หรือการเชื่อมที่ไม่เสถียร การเลือกใช้ก๊าสและความเสถียรของการไหลมีความสำคัญอย่างยิ่งสำหรับโลหะที่ทำปฏิกิริยาได้ง่าย
การเตรียมและประกอบข้อต่อ
ช่องว่างระหว่างรอยเชื่อมและสภาพพื้นผิวมีผลอย่างมากต่อความเสถียรของการเชื่อม ช่องว่างที่มากเกินไปอาจรบกวนความต่อเนื่องของบ่อหลอมและลดประสิทธิภาพการแทรกซึม รอยเชื่อมที่สะอาดและจัดแนวอย่างเหมาะสมจะช่วยให้มั่นใจได้ถึงการหลอมรวมที่สม่ำเสมอและความแข็งแรงทางกล
ประเภทวัสดุ
คุณสมบัติของวัสดุมีบทบาทสำคัญอย่างยิ่งในการเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึก ความหนา การสะท้อนแสง การนำความร้อน จุดหลอมเหลว และอัตราการเย็นตัว ล้วนส่งผลต่อเสถียรภาพของกระบวนการ วัสดุที่มีการสะท้อนแสงสูงหรือการนำความร้อนสูงจำเป็นต้องมีการควบคุมพลังงานที่เหมาะสม ในขณะที่การเลือกวัสดุที่ไม่เหมาะสมอาจเพิ่มความเสี่ยงต่อการแตกร้าว การบิดเบี้ยว หรือการเกิดรูพรุน
คำถามที่พบบ่อย
ปรากฏการณ์รูเจาะ (keyhole effect) ในการเชื่อมเลเซอร์แบบทะลุทะลวงลึกคืออะไร?
ปรากฏการณ์รูกุญแจเกิดขึ้นเมื่อความหนาแน่นของพลังงานเลเซอร์เกินเกณฑ์ที่กำหนด (โดยทั่วไปคือ >10^6 วัตต์/ตารางเซนติเมตร) ทำให้โลหะระเหยกลายเป็นไอและเกิดเป็นรูเล็กๆ หรือ "รูกุญแจ" ซึ่งช่วยให้พลังงานเลเซอร์ทะลุเข้าไปในวัสดุได้ลึก
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกมีข้อดีอย่างไรบ้าง?
ข้อดีที่สำคัญ ได้แก่ อัตราส่วนความลึกต่อความกว้างสูง (สูงสุด 10:1) การบิดเบี้ยวจากความร้อนน้อยที่สุด ความเร็วในการเชื่อมที่รวดเร็วเป็นพิเศษ และความสามารถในการเชื่อมวัสดุหนาได้ในครั้งเดียว
อุตสาหกรรมใดบ้างที่ใช้การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึก?
มีการใช้งานอย่างแพร่หลายในอุตสาหกรรมหนัก การผลิตยานยนต์ (ชิ้นส่วนเกียร์และแชสซี) การบินและอวกาศ และการต่อเรือ ซึ่งต้องการรอยเชื่อมที่มีความแข็งแรงสูงและลึก
สรุป
การเชื่อมด้วยเลเซอร์แบบทะลุทะลวงลึกเป็นกระบวนการเชื่อมที่มีความหนาแน่นพลังงานสูง สามารถสร้างรอยเชื่อมที่มีความแข็งแรงสูง ความแม่นยำสูง และทะลุทะลวงได้อย่างสมบูรณ์ ด้วยผลของรูเจาะที่มั่นคง คุณสมบัติทางกลของรอยเชื่อมจึงสามารถใกล้เคียงกับวัสดุพื้นฐานได้ กระบวนการนี้เหมาะอย่างยิ่งสำหรับการเชื่อมแผ่นโลหะหนาและชิ้นส่วนโครงสร้าง ซึ่งตรงตามข้อกำหนดที่เข้มงวดของการใช้งานในอุตสาหกรรมในด้านความน่าเชื่อถือ ความแม่นยำของขนาด และความเสถียรในระยะยาว
เคมป์สัน—ผู้นำด้านเทคโนโลยีการเชื่อมเลเซอร์แผ่นเหล็กหนา
เราเพิ่มมูลค่าตลอดอายุการใช้งานของการเชื่อมแผ่นเหล็กหนาให้สูงสุดด้วยระบบเลเซอร์ขั้นสูง การกำหนดค่าระดับอุตสาหกรรม และการสนับสนุนด้านวิศวกรรมจากผู้เชี่ยวชาญ ซึ่งขับเคลื่อนนวัตกรรมในอุตสาหกรรมการเชื่อมแผ่นเหล็กหนา นี่คือเรื่องราวของแบรนด์เรา: เรื่องแบรนด์
หากคุณต้องการแผ่นเหล็กหนา หรือมีคำถามทางเทคนิคที่เกี่ยวข้อง โปรดติดต่อเรา ติดต่อเรา เพื่อสอบถามรายละเอียดเพิ่มเติมได้ค่ะ







