
Có thể hàn laser nhôm không? Câu trả lời là có. Trong sản xuất hiện đại, các sản phẩm nhôm hầu như có mặt ở khắp mọi nơi, từ các cấu kiện kiến trúc đến các bộ phận công nghiệp chính xác. Nhôm đã trở thành một trong những vật liệu kim loại quan trọng nhất nhờ tính hiệu quả về chi phí và tính thực tiễn. Tuy nhiên, việc hàn nhôm đặt ra những thách thức đáng kể do độ khó cao và yêu cầu quy trình nghiêm ngặt, thường khiến người dùng ngần ngại khi lựa chọn thiết bị.
So với các phương pháp hàn truyền thống, máy hàn laser Máy hàn laser mang lại tốc độ hàn cao hơn, lượng nhiệt đầu vào thấp hơn và chất lượng mối hàn ổn định hơn khi hàn nhôm và hợp kim nhôm. Chúng được sử dụng rộng rãi để hàn tấm nhôm và gia công các chi tiết có độ chính xác cao. Bài viết này sẽ đi sâu vào hàn laser nhôm, phân tích kỹ lưỡng các nguyên lý hàn, ưu điểm cốt lõi, kết quả hàn thực tế, các kịch bản ứng dụng và các biện pháp phòng ngừa khi vận hành để cung cấp hướng dẫn chuyên nghiệp trong việc lựa chọn giải pháp hàn phù hợp.
Nguyên lý hàn laser hợp kim nhôm
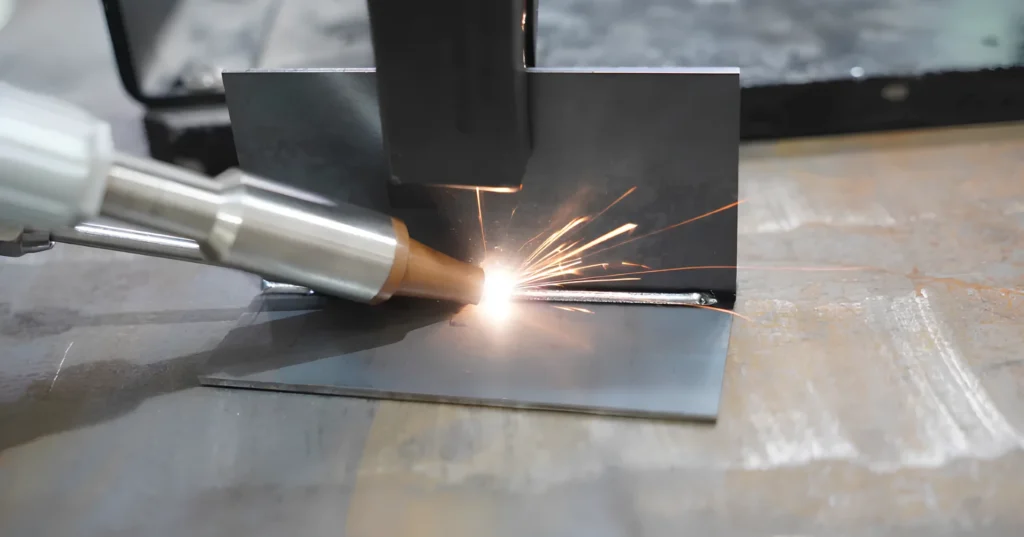
Hàn laser hợp kim nhôm là một công nghệ hàn hiệu quả và đã hoàn thiện, được ứng dụng rộng rãi trong sản xuất hiện đại. Trong quá trình hàn, chùm tia laser mật độ năng lượng cao được hội tụ chính xác lên bề mặt hợp kim nhôm, cung cấp nhiệt tức thời, tập trung và có thể kiểm soát được. Năng lượng laser được vật liệu hấp thụ nhanh chóng và dẫn truyền vào bên trong, khiến vùng cục bộ đạt đến nhiệt độ nóng chảy trong thời gian cực ngắn và tạo thành một vũng nóng chảy ổn định, tập trung.
Khi chùm tia laser di chuyển liên tục hoặc theo xung, vũng kim loại nóng chảy sẽ đông đặc lại khi nguội, tạo thành đường hàn dày đặc, đạt được liên kết kim loại chắc chắn. Nhờ vùng ảnh hưởng nhiệt tối thiểu và năng lượng tập trung, quá trình hàn laser giúp giảm thiểu hiệu quả các vấn đề khuếch tán nhiệt do độ dẫn nhiệt cao của nhôm gây ra. Điều này làm cho nó đặc biệt phù hợp để hàn các tấm nhôm, nối các tấm mỏng và hàn các chi tiết chính xác đòi hỏi độ chính xác và hình thức cao.
Ưu điểm của hàn laser nhôm
Tốc độ và hiệu quả hàn cao: Năng lượng tập trung giúp giảm đáng kể thời gian hàn, nâng cao hiệu quả sản xuất tổng thể.
Lượng nhiệt đầu vào thấp và độ biến dạng tối thiểu: Vùng ảnh hưởng nhiệt hẹp giúp giảm thiểu hiệu quả sự biến dạng và tập trung ứng suất do độ dẫn nhiệt cao của nhôm gây ra.
Chất lượng mối hàn vượt trội và độ hoàn thiện thẩm mỹ: Các mối hàn dày đặc, mịn màng với lượng bắn tóe tối thiểu đảm bảo vẻ ngoài đồng nhất.
Khả năng thích ứng hàn cao: Phù hợp với nhiều loại hợp kim nhôm và tấm nhôm có độ dày khác nhau, đáp ứng nhu cầu hàn của cả các chi tiết chính xác và các bộ phận kết cấu.
Yêu cầu xử lý sau hàn thấp: Chiều cao mối hàn có thể điều chỉnh được thường không cần hoặc chỉ cần mài tối thiểu, giúp giảm chi phí nhân công và làm lại.
Mức độ tự động hóa và thông minh cao: Dễ dàng tích hợp vào các dây chuyền sản xuất tự động, lý tưởng cho các kịch bản sản xuất đòi hỏi quy mô và độ ổn định cao.
Thông số hàn laser nhôm (Tham khảo)
| Mục | Phạm vi tham số | Mô tả Chi tiết |
| Vật liệu áp dụng | Nhôm, hợp kim nhôm (ví dụ: 5052, 6061, 6082) | Thích hợp cho các hợp kim nhôm công nghiệp thông dụng. |
| Phạm vi độ dày hàn | 0.5 - 10 mm (lên đến 12 mm (với các hệ thống công suất cao) | Tùy thuộc vào công suất laser và quy trình hàn. |
| Các chế độ hàn được khuyến nghị | Hàn liên tục / xung / rung lắc | Hàn rung lắc là phương pháp lý tưởng cho các tấm có độ dày trung bình. |
| Độ dày hàn một lớp | 0.5 - 6 mm | Đối với các tấm dày hơn, nên sử dụng phương pháp hàn nhiều lớp hoặc thiết kế rãnh. |
| Chiều rộng đường hàn | 1 - 3 mm (có thể điều chỉnh thành) 2 - 8 mm (với chế độ lắc lư) | Mối hàn hẹp với khả năng kiểm soát tốt. |
| Chiều cao cốt thép hàn | 0 - 1.5 mm | Bề mặt mối hàn nhẵn mịn, yêu cầu xử lý sau hàn tối thiểu. |
| Độ sâu thâm nhập | 1 – 8 mm (tùy thuộc vào công suất) | Sự thâm nhập ổn định và nhất quán |
| Vùng ảnh hưởng nhiệt (HAZ) | Nhỏ | Giảm thiểu hiệu quả hiện tượng biến dạng do nhiệt. |
| Biến dạng hàn | Rất thấp | Thích hợp cho các linh kiện có độ chính xác cao. |
| Xuất hiện mối hàn | Mịn, liên tục, ít bắn tóe. | Chất lượng bề mặt vượt trội so với phương pháp hàn thông thường. |
| Hiệu quả hàn | Cao | Tốc độ hàn được cải thiện đáng kể |
| Yêu cầu xử lý hậu kỳ | Thấp hoặc không có | Giảm chi phí mài và gia công lại. |
Ứng dụng và các vật liệu thường dùng trong hàn laser nhôm
Công nghiệp xây dựng và vật liệu xây dựngCửa và cửa sổ hợp kim nhôm, thanh định hình vách kính, lan can, các chi tiết trang trí. Các vật liệu phổ biến bao gồm hợp kim nhôm 6063, 6061, 6060, v.v.
Ngành công nghiệp ô tô và xe năng lượng mới: Các bộ phận cấu trúc thân xe, khay đựng pin, vỏ pin, giá đỡ hợp kim nhôm. Các vật liệu thường dùng bao gồm hợp kim nhôm 5052, 5083, 6061, 6082.
Sản xuất máy móc và thiết bị công nghiệp: Vỏ thiết bị, khung, các bộ phận cấu trúc chức năng, các thanh nhôm định hình công nghiệp. Các vật liệu phổ biến bao gồm 6061, 6082, 7075 (đối với một số bộ phận cấu trúc).
Điện tử và Công nghiệp Điện: Vỏ thiết bị điện tử, tản nhiệt, vỏ nguồn. Các vật liệu phổ biến bao gồm hợp kim nhôm 3003, 5052.
Thiết bị gia dụng và hàng tiêu dùng: Vỏ máy điều hòa không khí, vỏ thiết bị nhà bếp, giá đỡ và khung nhôm. Các vật liệu phổ biến bao gồm hợp kim nhôm 3003, 5052 và 6061.
Vận tải hàng không vũ trụ và đường sắt: Các bộ phận cấu trúc cabin, khung bên trong, các bộ phận chịu lực phụ trợ. Các vật liệu thường dùng bao gồm hợp kim nhôm 2024, 6061 và 7075.
Lưu trữ năng lượng, pin và thiết bị năng lượng mới: Vỏ bọc thiết bị lưu trữ năng lượng, các thành phần cấu trúc của mô-đun pin và vỏ hợp kim nhôm. Các vật liệu phổ biến bao gồm hợp kim nhôm 3003, 5052 và 6061.
Gia công và sản xuất theo yêu cầu các sản phẩm kim loại tấm: Ghép nối tấm nhôm, tùy chỉnh các bộ phận phi tiêu chuẩn, tạo mẫu thử và sản xuất theo lô nhỏ. Các vật liệu thường dùng bao gồm hợp kim nhôm 5052, 6061 và 5083.
Tổng quan về trường hợp khách hàng
Khách hàng này trước đây dựa vào thiết bị hàn thông thường để sản xuất sàn nhôm cho xe tải đông lạnh. Tuy nhiên, độ rộng mối hàn không đồng đều và hiệu suất bịt kín kém dẫn đến khả năng cách nhiệt không đầy đủ, ảnh hưởng trực tiếp đến khả năng vận hành ở nhiệt độ thấp của xe.
Để giải quyết những thách thức này, nhóm Kempson đã tùy chỉnh... Máy hàn laser làm mát bằng nước KPS-LHW2000 dùng cho nhômThiết bị này tích hợp hệ thống cấp dây tự động tiên tiến có khả năng chuyển đổi giữa chế độ một dây và hai dây, đảm bảo quá trình hàn mượt mà hơn và hiệu quả sản xuất cao hơn. Hệ thống làm mát bằng nước hoàn toàn bằng ống đồng cung cấp công suất làm mát 5.2 kW.
Thiết bị nhỏ gọn này chỉ nặng 83 kg, có thiết kế linh hoạt và chiếm ít diện tích. Được trang bị bánh xe xoay và cáp quang dài 10 mét, nó thích ứng tốt với môi trường đa điểm. Giải pháp này tích hợp laser chống phản xạ cao cấp GW và hệ thống điều khiển của Schneider Electric, mang lại hiệu suất ổn định và đáng tin cậy cho hoạt động lâu dài, đáp ứng yêu cầu truyền dẫn của khách hàng.
Ba yếu tố quan trọng cần xem xét khi hàn nhôm bằng laser
1. Làm sạch kỹ bề mặt nhôm trước khi hàn.
Nhôm là một kim loại màu có tính phản ứng cao, dễ hình thành các lớp màng oxit trên bề mặt, dễ dàng hấp thụ dầu, hơi ẩm và bụi. Nếu không được làm sạch kỹ lưỡng trước khi hàn, các chất gây ô nhiễm này có thể xâm nhập vào vũng nóng chảy, gây ra các khuyết tật như tạp chất và độ rỗ, làm giảm độ bền mối hàn và chất lượng sản phẩm. Do đó, cần phải tẩy dầu mỡ, khử oxit hoặc làm sạch bằng cơ học trước khi hàn laser nhôm để đảm bảo vùng hàn sạch.
2. Kiểm soát hiệu quả các vấn đề về rỗ khí và biến dạng mối hàn.
Trong quá trình hàn laser nhôm, việc che chắn không đúng cách hoặc cài đặt thông số không hợp lý có thể dễ dàng gây ra hiện tượng rỗ khí trong vũng nóng chảy. Điều này có thể dẫn đến sự giãn nở cục bộ hoặc hình thành mối hàn không đồng đều, ảnh hưởng đến hình thức và độ đồng nhất của sản phẩm. Người vận hành có kinh nghiệm có thể kiểm soát điều này thông qua việc tối ưu hóa các thông số và kỹ thuật hàn. Đối với người mới bắt đầu hoặc các quy trình chưa hoàn thiện, cần chú trọng hơn vào việc xác nhận quy trình hàn và hiệu chỉnh thông số để giảm tỷ lệ lỗi.
3. Chọn công suất laser phù hợp với độ dày vật liệu.
Vật liệu nhôm với độ dày và thông số kỹ thuật khác nhau có yêu cầu công suất riêng biệt. Công suất không đủ có thể gây ra hiện tượng nóng chảy không hoàn toàn hoặc độ bền mối hàn không đạt yêu cầu, trong khi công suất quá cao lại có nguy cơ gây cháy xuyên, bắn tóe hoặc sụp đổ mối hàn. Do đó, cần lựa chọn thiết bị hàn laser có công suất và thông số kỹ thuật phù hợp dựa trên độ dày của nhôm, cấu hình hàn và kích thước sản phẩm để đạt được kết quả hàn ổn định và đáng tin cậy.
Hàn laser đã trở thành một giải pháp được chứng minh và đáng tin cậy trong gia công nhôm và hợp kim nhôm. Bằng cách hiểu các nguyên lý hoạt động, ưu điểm cốt lõi, độ dày và hình dạng mối hàn, ứng dụng trong công nghiệp và các yếu tố vận hành của hàn laser nhôm, bạn có thể lựa chọn thiết bị và thông số hàn laser phù hợp với yêu cầu cụ thể. Nếu bạn đang cân nhắc hàn laser nhôm hoặc cần hỗ trợ lựa chọn giải pháp, Vui lòng liên hệ với nhóm Kempson..
Hỏi đáp
Có thể hàn nhôm bằng laser không?
Đúng vậy, hàn laser là một công nghệ rất hoàn thiện đối với nhôm. Nó mang lại tốc độ cao hơn, lượng nhiệt đầu vào thấp hơn và chất lượng mối hàn ổn định hơn so với các phương pháp truyền thống.
Độ dày tối đa cho phép khi hàn laser nhôm là bao nhiêu?
Độ dày hàn điển hình đối với nhôm nằm trong khoảng 0.5 – 10 mm, với các hệ thống công suất cao có thể đạt đến 12 mm.
Những loại hợp kim nhôm nào phù hợp cho hàn laser?
Các hợp kim nhôm công nghiệp thông dụng như 3003, 5052, 5083, 6061, 6063, 6082, và thậm chí một số bộ phận kết cấu 7075 đều phù hợp cho hàn laser.
Những ưu điểm chính của hàn laser nhôm là gì?
Những ưu điểm cốt lõi bao gồm tốc độ hàn cao, biến dạng nhiệt tối thiểu do vùng ảnh hưởng nhiệt hẹp và bề mặt hoàn thiện thẩm mỹ vượt trội với yêu cầu xử lý sau hàn tối thiểu.







