
جدول المحتويات
المقدمة
أصبحت اللحام بالليزر من أكثر تقنيات الربط استخدامًا في التصنيع الحديث، لا سيما في المجالات التي تتطلب دقة وسرعة واتساقًا عاليًا. فمن خطوط إنتاج السيارات إلى تصنيع الأجهزة الطبية، جعلته قدرته على إنشاء لحامات نظيفة ودقيقة خيارًا مفضلًا على العديد من طرق اللحام التقليدية. فهم تطبيقات اللحام بالليزر, يستخدموتساعد المزايا الرئيسية المصنعين على اختيار العملية المناسبة لمختلف المواد واحتياجات الإنتاج.

في هذه المقالة، سنلقي نظرة فاحصة على استخدامات اللحام بالليزر في مختلف الصناعات الرئيسية، وكيف يدعم عمليات التصنيع المتنوعة، وما يميزه من حيث الأداء. كما سنشرح فوائده الرئيسية واعتباراته العملية لتتمكن من فهم مدى ملاءمته لتطبيقك المحدد.
تطبيقات اللحام بالليزر
تُعدّ اللحام بالليزر تقنية لحام عالية الدقة تستخدم شعاع ليزر عالي الكثافة كمصدر للحرارة. وتتميز هذه التقنية بتركيز الطاقة، وصغر منطقة التأثير الحراري، وإمكانية التحكم في عمق الاختراق، وتوافقها العالي مع أنظمة التشغيل الآلي. وهي تُستخدم على نطاق واسع في الصناعات التحويلية الحديثة والمتطورة.
تصنيع مركبات الطاقة الجديدة
في صناعة مركبات الطاقة الجديدة، يغطي اللحام بالليزر أنظمة بطاريات الطاقة ووصلات المكونات الهيكلية الرئيسية.
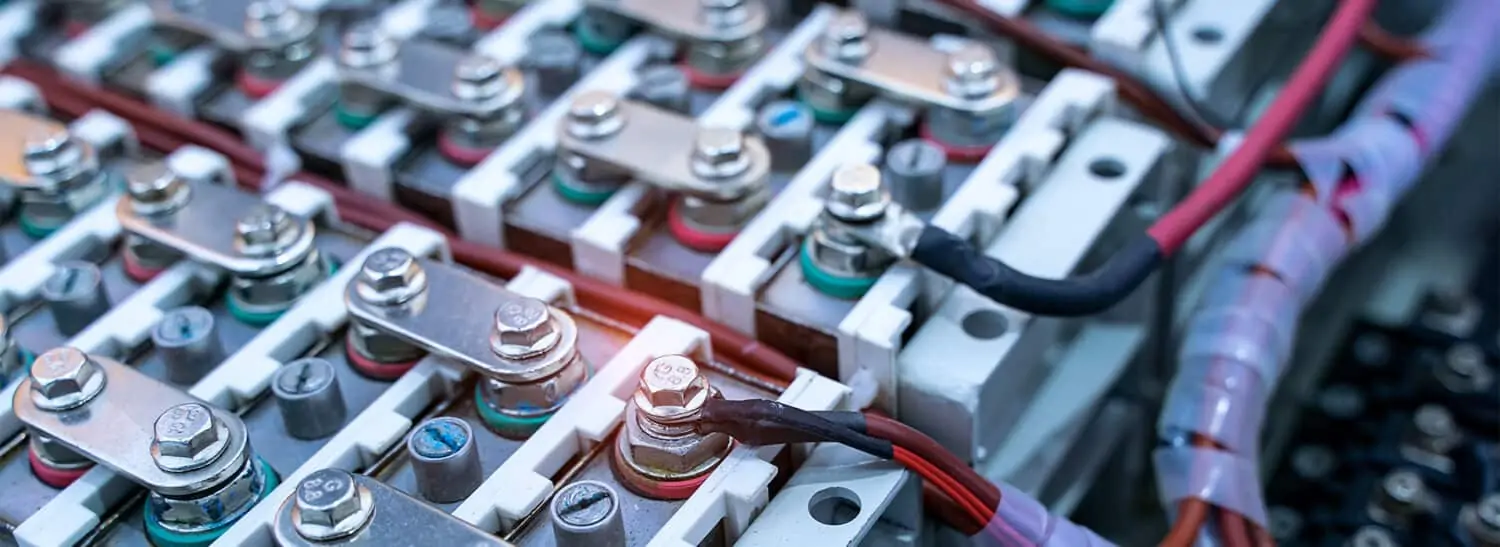



- قطع توصيل قضبان النحاس والألومنيوم لبطاريات الطاقة: تحسين أداء التوصيل الموصل مع تقليل خطر تكوين المركبات المعدنية البينية عند الواجهة.
- الأجزاء الملحومة في اللوحة الطرفية لوحدة البطارية: تعزيز الاستقرار الهيكلي للوحدة وتحسين أداء منع تسرب الهواء بشكل عام.
- أجزاء هيكلية من سبائك الألومنيوم لحزمة البطارية: لحام مانع للتسرب بشكل كامل ومستمر، مما يحسن الحماية والقوة الهيكلية.
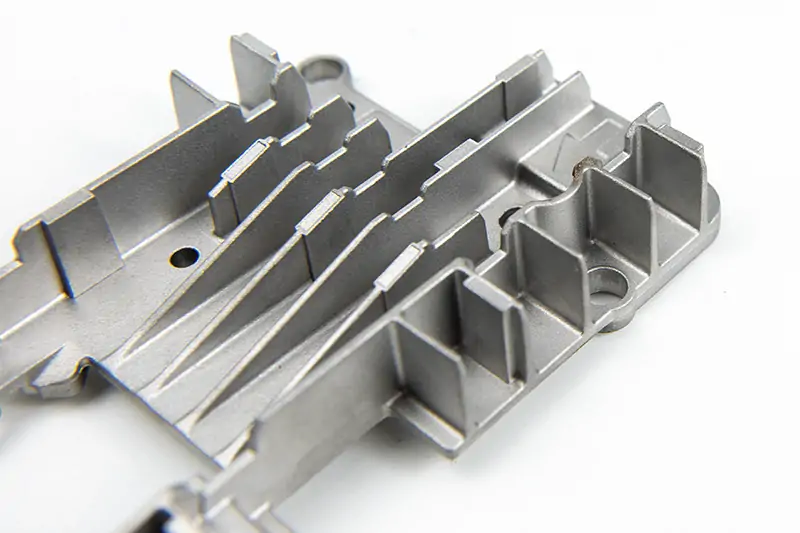
- أجزاء توصيل الهيكل المصنوعة من الفولاذ عالي القوة وسبائك الألومنيوم: تتكيف مع هياكل الهيكل خفيفة الوزن، وتقلل من التشوه الحراري، وتحسن قوة اللحام.
يُظهر هذا المجال: طلب ربط المواد المتعددة غير المتشابهة + متطلبات الاتساق الصارمة + التكيف مع الإنتاج الآلي واسع النطاق.
تصنيع النقل بالسكك الحديدية
في صناعة النقل بالسكك الحديدية، يغطي اللحام بالليزر وصلات هيكل الجسم ومكونات تحمل الأحمال.
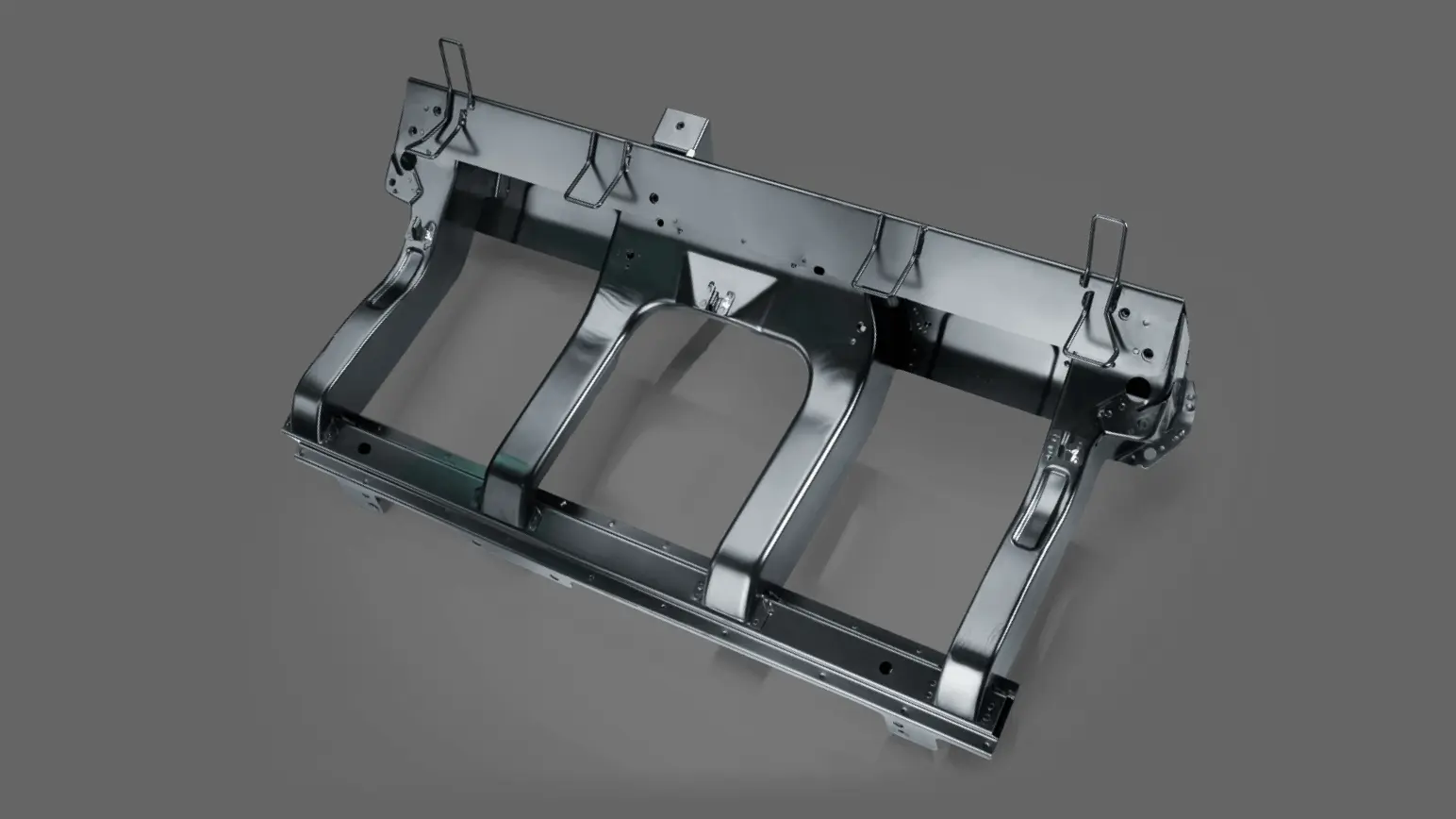

- أجزاء ملحومة من الألواح الجانبية للهيكل مصنوعة من الفولاذ المقاوم للصدأ: تقلل من انبعاج السطح وتحسن المظهر والتسطيح والسلامة الهيكلية.
- هياكل وصلات الأضلاع لتقوية الجسم: تقلل التشوه وتعزز الصلابة العامة.
- الأجزاء الهيكلية المصنوعة من سبائك الألومنيوم لهيكل العربة: يتم إكمال عملية اللحام المستمر عالي السرعة والحفاظ على اتساق الأبعاد.
يتميز هذا المجال بما يلي: لحام طويل، معالجة مستمرة + متطلبات عالية للتسطيح + توجه نحو كفاءة الإنتاج على دفعات.
صناعة الطيران والتصنيع الدقيق
يتميز هذا المجال بمتطلبات عالية للغاية فيما يتعلق بدقة وموثوقية اللحام، ويغطي اللحام بالليزر المكونات الأساسية الرئيسية.

- مكونات غرفة احتراق محرك الطائرة: تدعم المواد المقاومة لدرجات الحرارة العالية، ومتطلبات التوصيل عالية القوة.
- مناطق إصلاح شفرات التوربينات: إعادة لحام دقيقة موضعية لاستعادة الأداء الهيكلي.
- الأجزاء الهيكلية لخزانات وقود الطائرات ذات الجدران الرقيقة للغاية: لحام كامل خالٍ من التشوه والحفاظ على السلامة الهيكلية.
- أجهزة الاستشعار الدقيقة ومكونات التغليف الإلكتروني الدقيق: التحكم في دقة التوصيل على مستوى الميكرون وتحسين استقرار اللحام.
يتميز هذا المجال بما يلي: تحكم فائق الدقة + معالجة المواد فائقة الرقة + متطلبات تشوه منخفضة للغاية.
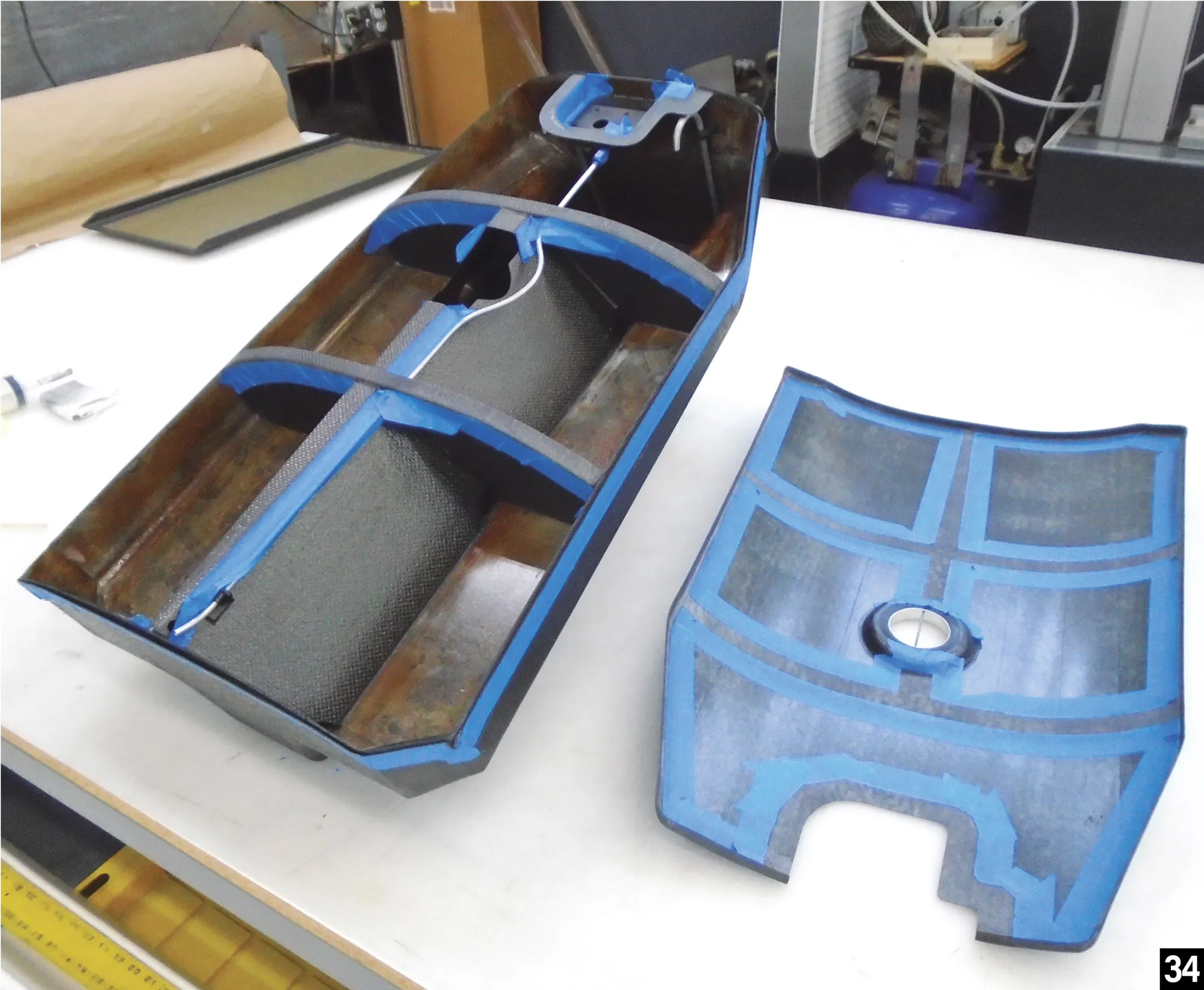
وصلة المواد المركبة المتقدمة
يستهدف هذا المنتج بشكل أساسي متطلبات توصيل المعادن والمواد المركبة في تصميم الهياكل خفيفة الوزن.


- أجزاء توصيل مركبة من ألياف الكربون المقواة باللدائن الحرارية (CFRTP): انصهار واجهة الراتنج وتشكيل بنية متشابكة ميكانيكية مستقرة.
- أجزاء وصلات الانتقال الهيكلية المصنوعة من سبائك الألومنيوم: تعمل على تحسين توزيع الطاقة وتعزيز قوة الترابط بين الأسطح.
يتميز هذا المجال بما يلي: اتصال المواد غير المتجانسة + متطلبات التصميم خفيف الوزن + متطلبات التحكم العالية في بنية الواجهة.
تتركز تطبيقات اللحام بالليزر في مجالات الطاقة الجديدة، والنقل بالسكك الحديدية، والفضاء، والمواد المركبة، في ثلاثة اتجاهات رئيسية: التوصيل عالي الدقة، والقدرة على التكيف مع مواد متعددة، والإنتاج عالي الاتساق. ومع تطور الأتمتة والتصنيع الذكي، تتوسع نطاقات التطبيق باستمرار، لتصبح تدريجياً عنصراً أساسياً في عمليات التصنيع المتطورة.
أسئلة فنية حول اللحام بالليزر
يتزايد استخدام اللحام بالليزر في الصناعات التحويلية المتطورة، إلا أن هناك عدداً من التحديات التقنية الرئيسية التي لا تزال تعيق تطبيقه العملي. وتتمحور هذه التحديات بشكل أساسي حول استقرار العملية، وتحسين المعايير، ومراقبة الجودة عند لحام مواد مختلفة.
التحكم في استقرار عملية اللحام بالليزر عالي الطاقة
عند استخدام ليزر ألياف بقوة 10 كيلوواط للحام ألواح الصلب المتوسطة والسميكة، فإن استقرار العملية يحد من التطبيق الهندسي:
| التحدي | التأثير على اللحام | اتجاه التحسين |
|---|---|---|
| تداخل عمود البلازما | يقلل من طاقة الليزر الفعالة ويؤثر على استقرار اللحام | نفخ الغاز الجانبي، واستخراج الضغط السلبي، واللحام الفراغي |
| عيوب تشكيل الجانب الخلفي | يتسبب في انهيار اللحام وضعف تكوين الجانب الخلفي | ضبط وضعية اللحام، والدعم الكهرومغناطيسي، والتحكم في الضغط الخلفي |
| عيوب ذات فجوة ضيقة في مقطع سميك | يؤدي ذلك إلى المسامية، وعدم الانصهار، وتشققات التصلب. | شعاع مزدوج تكنولوجيا اللحام بالليزر والتحكم في أحواض الصهر |
تأثير معايير العملية والمطابقة
تعتمد جودة اللحام على مطابقة المعايير:
| يحدد سلوك الانصهار والاختراق | التأثير على اللحام | الاعتبار الرئيسي |
|---|---|---|
| كثافة الطاقة | يحمي منطقة اللحام ويثبت العملية | يتم التحكم في لحام التوصيل عادةً ضمن نطاق 10⁴–10⁶ واط/سم² |
| شكل موجة النبضة وعرض النبضة | يؤثر على امتصاص الطاقة وإدخال الحرارة | تتطلب المواد ذات الانعكاسية العالية تعديل شكل الموجة؛ ويؤدي عرض النبضة الأطول إلى زيادة منطقة التأثير الحراري. |
| يزيل التباؤر | يُغير توزيع الطاقة وعمق الاختراق | يوفر عدم التركيز السلبي عمومًا اختراقًا أعمق |
| سرعة اللحام | يتحكم في إجمالي مدخلات الحرارة | قد تتسبب السرعة المنخفضة في حدوث احتراق؛ وقد تقلل السرعة العالية من الاختراق |
| غاز التدريع (دور الغاز الواقي) | يوفر الهيليوم أفضل حماية، بينما يوازن الأرجون التكلفة، أما النيتروجين فهو اقتصادي ولكنه قد يزيد المسامية. | يوفر الهيليوم أفضل حماية، بينما يوازن الأرجون التكلفة، أما النيتروجين فهو اقتصادي ولكنه قد يزيد المسامية. |
مراقبة جودة اللحام بناءً على المواد
تتطلب المواد المختلفة استراتيجيات تحكم مختلفة:
| نوع المادة | التحدي الرئيسي | التركيز على العملية |
|---|---|---|
| فولاذ مقاوم للصدأ | قد يؤدي ارتفاع درجة الحرارة إلى نمو الحبوب وخطر التآكل | التحكم في مدخلات الحرارة، ومعدل التبريد، وغاز الحماية، ومطابقة الوصلات والسماكة |
| ألواح فولاذية متوسطة وسميكة | اختراق مستقر وتكوين لحام | تحسين العمليات، والدعم المساعد، والتحكم في استقرار الإنتاج |
تتمثل التحديات الرئيسية في تقنية اللحام بالليزر في استقرار عملية اللحام عند مستويات الطاقة العالية، والتحكم الدقيق في معايير العملية، وضمان جودة متسقة عبر مختلف المواد. تؤثر هذه العوامل بشكل مباشر على تكوين اللحام، وسلوك الاختراق، والتحكم في العيوب في الظروف الصناعية. ومع ازدياد المتطلبات في التصنيع عالي التقنية، يظل تحسين الاستقرار والتحكم في العملية أمرًا بالغ الأهمية لضمان أداء لحام موثوق وقابل للتكرار.
مزايا تطبيقات اللحام بالليزر
اللحام بالليزر تقنية لحام عالية الدقة تستخدم شعاع ليزر عالي الكثافة كمصدر للحرارة. في التطبيقات الصناعية، يُظهر هذا النوع من اللحام مزايا كبيرة مقارنةً بطرق اللحام التقليدية، لا سيما في الجوانب التالية:
1. دقة عالية ومنطقة متأثرة بالحرارة صغيرة
تتركز طاقة الليزر في منطقة صغيرة جدًا. تقل المنطقة المتأثرة بالحرارة بنحو 60% مقارنةً باللحام القوسي التقليدي، كما يقل تشوه اللحام وتلف المواد المحيطة به بشكل ملحوظ. وهو مناسب للأجزاء فائقة الرقة والمكونات الدقيقة للغاية.
2. جودة لحام عالية وقوة وصلة
يمكن تشكيل لحام ضيق وعميق بنسبة أبعاد عالية، مع إمكانية التحكم في المسامية بحيث لا تتجاوز 0.3%. وبالمقارنة مع اللحام التقليدي، تقل المسامية والتشققات وعيوب اللحام البارد، وتتحسن قوة الوصلة وعمرها الافتراضي.
3. كفاءة عالية وسرعة لحام عالية
سرعة اللحام أعلى بكثير من سرعة لحام المقاومة ولحام القوس الكهربائي. فعلى سبيل المثال، يمكن أن تصل سرعة لحام أطراف بطاريات الطاقة إلى حوالي 5 أمتار في الدقيقة، مما يلبي متطلبات خطوط الإنتاج عالية السرعة.
4. توافق واسع للمواد
يمكنها لحام الفولاذ المقاوم للصدأ والألومنيوم والنحاس والمعادن الشائعة الأخرى، بالإضافة إلى المعادن المختلفة وبعض المواد غير المعدنية مثل اللدائن الحرارية والمواد المركبة. بعد تطبيق تقنية الليزر الأزرق، تحسّن معدل امتصاص المواد عالية الانعكاسية بشكل ملحوظ.
5. قدرة قوية على التشغيل الآلي والتكامل الذكي
يمكن دمجها مع الأذرع الروبوتية وأنظمة الرؤية ومنصات البيانات، مما يدعم الفحص عبر الإنترنت والتحكم عن بعد وتتبع البيانات، وهو مناسب للتصنيع الذكي والإنتاج الضخم.
6. المعالجة بدون تلامس وقابلية التكيف مع الهياكل المعقدة
لا يتطلب الأمر ضغطًا ميكانيكيًا، ولا يترك أي أثر على السطح. يمكن استخدامه في لحام الهياكل المعقدة والمناطق التي يصعب الوصول إليها، وهو مناسب للمكونات ذات الأسطح المنحنية ثلاثية الأبعاد.
7. ميزة شاملة في تكلفة الإنتاج
على الرغم من ارتفاع تكلفة الاستثمار في المعدات، إلا أن سرعة اللحام عالية، ومعدل إعادة العمل منخفض، ويتم تقليل المعالجة اللاحقة، وبالتالي تنخفض تكلفة التصنيع الإجمالية بشكل كبير، مما يجعلها مناسبة لسيناريوهات الإنتاج على نطاق واسع.
تتمثل مزايا اللحام بالليزر في الدقة العالية، والتشوه المنخفض، والكفاءة العالية، والتوافق الواسع مع مختلف المواد، إلى جانب قدرة التكامل القوية مع أنظمة التشغيل الآلي. في التصنيع عالي التقنية والإنتاج الضخم، تدفع هذه الميزات تدريجيًا إلى استبدال عمليات اللحام التقليدية، ليصبح مسارًا تقنيًا هامًا لتحسين جودة الإنتاج وكفاءته.
القيود والتحديات
استنادًا إلى البحوث الصناعية والممارسة التقنية، يمكن تلخيص العيوب الرئيسية للحام بالليزر والتحديات الرئيسية في التطبيقات الصناعية على النحو التالي:
عيوب تكنولوجيا اللحام بالليزر
على الرغم من أن اللحام بالليزر يوفر مزايا كبيرة من حيث الدقة والكفاءة، إلا أنه لا يزال هناك بعض القيود والتحديات التقنية في التطبيقات الصناعية.
| مساوئ | أداء محدد |
| ارتفاع تكلفة المعدات والعمليات | معدات اللحام بالليزر عالية الطاقة، والمكونات الأساسية مثل الألياف البصرية وعدسات التركيز باهظة الثمن، والاستثمار المبكر في بناء خط الإنتاج كبير، مما يشكل عبئاً مالياً ثقيلاً على الشركات الصغيرة والمتوسطة. |
| متطلبات عالية لدقة تجميع قطع العمل | تتميز أشعة الليزر بتركيز الطاقة وصغر قطر البقعة. عمومًا، يجب ضبط فجوة التجميع بحيث لا تتجاوز 0.1 إلى 0.5 ضعف سُمك الصفيحة. تؤدي الفجوات الزائدة إلى عدم اكتمال الاختراق أو حدوث عيوب ناتجة عن الاحتراق، مما يزيد من صعوبة معالجة قطعة العمل وتحديد موضعها في المراحل المبكرة. |
| قيود على لحام المواد ذات الانعكاسية العالية والسميكة | بالنسبة للمواد ذات الانعكاسية العالية مثل النحاس والألومنيوم والسبائك، يمكن أن تصل الانعكاسية لليزر إلى أكثر من 90٪ في المرحلة الأولية من اللحام، مما يسهل حدوث فقدان للطاقة وتلف نظام المسار البصري لليزر؛ بالنسبة لقطع العمل ذات السماكة الكبيرة التي تزيد عن 100 مم، لا يزال اللحام أحادي الليزر الحالي يواجه مشاكل عدم كفاية عمق الاختراق، وعدم استقرار تشكيل اللحام، وارتفاع احتمالية وجود عيوب المسامية والتشقق. |
| إجهاد متبقٍ كبير وتشوه ما بعد اللحام في سيناريوهات محددة | على الرغم من أن المنطقة المتأثرة بالحرارة في اللحام بالليزر أصغر من تلك الموجودة في اللحام القوسي التقليدي، إلا أنه لا يزال من السهل تشكيل الإجهاد المتبقي في لحام الصفائح الرقيقة ذات المساحة الكبيرة أو لحام الهياكل المعقدة، الأمر الذي يتطلب عمليات تخفيف الإجهاد اللاحقة مثل التقادم بالاهتزاز أو المعالجة الحرارية، مما يزيد من تدفق العملية. |
التحديات الأساسية في التطبيقات الصناعية
على الرغم من مزايا اللحام بالليزر، لا تزال العديد من القيود التقنية والصناعية تؤثر على استقرار الإنتاج والتطبيقات واسعة النطاق.
- استقرار العملية ومراقبة الجودةفي الإنتاج الضخم، لا تزال تقنية اللحام بالليزر تواجه مشكلات تتعلق بالاستقرار. ففي لحام الصفائح المتوسطة والسميكة ذات الاختراق العميق، يقلل عمود البلازما من الطاقة الفعالة، مما يؤثر على استقرار اللحام. ولا تزال عيوب مثل المسامية، وعدم الانصهار، وانهيار اللحام تظهر في الإنتاج، وغالبًا ما تتطلب فحصًا يدويًا وإعادة عمل. ورغم أن طرق نفخ الغاز الجانبي، واستخراج الضغط السلبي، والشعاع المزدوج تقلل من هذه العيوب، إلا أن التحكم المستقر لم يتحقق بشكل كامل بعد.
- لحام المواد غير المتشابهةيتزايد الطلب على لحام النحاس والألومنيوم، والألومنيوم والفولاذ المقاوم للصدأ، والمعادن المركبة. مع ذلك، تؤدي الاختلافات في درجة الانصهار والخواص الحرارية إلى ظهور أطوار هشة وإجهاد متبقٍ، مما يقلل من أداء الوصلات. تُحسّن طرق مثل التسخين المسبق، والتحكم النبضي، واللحام المتأرجح النتائج، لكن لا توجد عملية موحدة، مما يستدعي إجراء اختبارات متكررة ويزيد التكلفة.
- قيود التحكم الذكيعلى الرغم من أن تقنية اللحام بالليزر تدعم الأتمتة، إلا أن التحكم الكامل في الجودة ضمن حلقة مغلقة لا يزال محدودًا. تكشف أنظمة الفحص الحالية عن العيوب المرئية، لكن لا يزال من الصعب تحديد العيوب الدقيقة والتغيرات في الأداء الناتجة عن تغير المعايير. كما أن التحكم التكيفي في الوقت الفعلي ليس شائع الاستخدام في الإنتاج حتى الآن.
- فجوة المهارات التقنيةتتطلب أنظمة اللحام بالليزر مشغلين مهرة لإعدادها وصيانتها وتشخيص أعطالها. ويُحدّ نقص المتخصصين الذين يجمعون بين المعرفة بالليزر والتصنيع من استخدام تقنية اللحام بالليزر على نطاق أوسع، لا سيما في المؤسسات الصغيرة والمتوسطة.
تتمثل القيود في تقنية اللحام بالليزر في استقرار العملية، واختلاف سلوك المواد، وقدرات التحكم الذكي، وتوافر العمالة الماهرة. تؤثر هذه العوامل على الاتساق، والتحكم في العيوب، وقابلية التوسع في الإنتاج الصناعي. ولا يزال تحسين التحكم في العملية وتكامل النظام أمراً ضرورياً لاعتمادها على نطاق صناعي أوسع.
كيفية اختيار آلة اللحام بالليزر المناسبة
اختيار مناسب آلة اللحام بالليزر يعتمد ذلك على متطلبات التطبيق، ونوع المادة، وحجم الإنتاج، ومستوى الأتمتة. تتطلب الصناعات المختلفة تكوينات مختلفة، لذا يجب أن يستند الاختيار إلى أداء اللحام، واستقرار العملية، واحتياجات الإنتاج على المدى الطويل.
اختيار طاقة الليزر
تحدد قوة الليزر عمق الاختراق وكفاءة اللحام.
- 1000 واط - 1500 واط: صفائح رقيقة وأجزاء دقيقة
- 2000 واط - 3000 واط: معادن متوسطة السماكة، للاستخدام الصناعي العام
- 4000 واط فأكثر: ألواح سميكة وإنتاج عالي السرعة
تؤدي زيادة الطاقة إلى تحسين الاختراق، ولكنها تتطلب تحكمًا أكثر دقة في العملية.
نوع المادة والتوافق
يؤثر نوع المادة بشكل كبير على اختيار الآلة.
- الفولاذ المقاوم للصدأ: أداء مستقر عبر نطاقات الطاقة
- الألومنيوم: يحتاج إلى طاقة أعلى ومعايير مُحسَّنة
- النحاس: يتطلب كثافة طاقة عالية وتحكمًا قويًا في الامتصاص
- المواد غير المتشابهة: تتطلب قدرة أكبر على ضبط العملية
وضع اللحام: يدوي مقابل نظام آلي
توفر الأنظمة المحمولة باليد تشغيلاً مرناً للإصلاحات والكميات الصغيرة.
توفر الأنظمة الآلية مستوى أعلى من الاتساق في الإنتاج الضخم وخطوط الإنتاج.
يعتمد الاختيار على حجم الإنتاج وتوحيد العمليات.
نظام التبريد والاستقرار
يؤثر نظام التبريد على استقرار الآلة وعمرها التشغيلي.
- التبريد المائي: مناسب للأجهزة متوسطة وعالية الطاقة
- التبريد بالهواء: يُستخدم في الأنظمة منخفضة الطاقة أو المحمولة
يساهم التبريد المستقر في دعم أداء اللحام المتسق.
مستوى الأتمتة والتحكم
تشمل الأتمتة العالية أنظمة التحكم الرقمي الحاسوبي (CNC) والأذرع الروبوتية والمراقبة في الوقت الفعلي.
فهو يحسن من إمكانية التكرار ويقلل من التباين اليدوي، خاصة في الإنتاج على نطاق واسع.
يتطلب اختيار ماكينة لحام بالليزر موازنة بين القدرة، وتوافق المواد، ونمط اللحام، وقدرة التبريد، ومستوى الأتمتة. ويساهم النظام المتكامل في تحسين الكفاءة وجودة اللحام واستقرار الإنتاج على المدى الطويل.
للحصول على دليل أكثر تفصيلاً، يرجى الرجوع إلى "كيفية اختيار ماكينة لحام بالليزر لعملك"للمزيد من المعلومات".
خاتمة
تُستخدم اللحام بالليزر على نطاق واسع في صناعات السيارات، وتخزين الطاقة، والنقل بالسكك الحديدية، والفضاء، والتصنيع الدقيق. فهو يوفر دقة عالية، وسرعة معالجة فائقة، وتوافقًا قويًا مع مختلف المواد. بدءًا من الأجزاء الهيكلية وصولًا إلى أنظمة البطاريات والمكونات متناهية الصغر، يحل اللحام بالليزر محل طرق اللحام التقليدية في العمليات التي تتطلب جودة ثابتة وكفاءة إنتاج عالية.
كيمبسون تُقدّم شركة كيمبسون حلولاً صناعية للحام بالليزر لتلبية مختلف احتياجات الإنتاج. وبفضل خبرتها في مجالات تطبيقية متعددة، تُقدّم الشركة الدعم في اختيار المعدات ومواءمة العمليات بناءً على المتطلبات المحددة. للحصول على معدات لحام بالليزر أو الدعم الفني، تواصل معنا للحلول المناسبة.

الأسئلة الشائعة
ما هي الصناعات التي تستخدم اللحام بالليزر؟
تُستخدم اللحام بالليزر في صناعة السيارات، وتخزين الطاقة، والفضاء، والنقل بالسكك الحديدية، والإلكترونيات، والأجهزة الطبية.
هل يمكن للحام بالليزر أن يربط بين معادن مختلفة؟
نعم، ولكن المعادن المختلفة مثل الألومنيوم والصلب أو النحاس والألومنيوم تتطلب تحكمًا دقيقًا في العملية بسبب الاختلافات في نقطة الانصهار والخصائص الحرارية.
ما هو عمق اختراق اللحام بالليزر؟
يعتمد عمق الاختراق على قوة الليزر ونمط المعالجة. ويتراوح من لحام الصفائح الرقيقة عند الطاقة المنخفضة إلى لحام الاختراق العميق عند 3000 واط وما فوق للمواد السميكة.
ما هي المنطقة المتأثرة بالحرارة (HAZ)؟
المنطقة المتأثرة بالحرارة هي منطقة من المادة تتغير بنيتها بفعل الحرارة دون أن تنصهر. ينتج عن اللحام بالليزر منطقة متأثرة بالحرارة أصغر مقارنةً باللحام التقليدي، مما يقلل من التشوه وتلف المادة.
هل يتسبب اللحام بالليزر في حدوث مسامية؟
قد تحدث المسامية نتيجة لتلوث السطح، أو انحباس الغاز، أو عدم استقرار المعايير. ويساعد استخدام غاز الحماية المناسب والتحكم في المعايير على الحد من هذه المشكلة.
ما نوع الليزر المستخدم في اللحام؟
يُعدّ ليزر الألياف النوع الأكثر شيوعًا في التطبيقات الصناعية. أما ليزر ثاني أكسيد الكربون فهو أقل استخدامًا في المعادن، بينما يُستخدم ليزر Nd:YAG في الغالب في الأنظمة التقليدية.







