
Dalam manufaktur industri, pengelasan busur dan pengelasan laser adalah dua pilihan proses yang umum. Pengelasan busur dikenal karena investasi peralatannya yang rendah dan berbagai macam aplikasinya, sementara pengelasan laser menawarkan keunggulan dalam hal efisiensi, presisi, dan otomatisasi. Karena kedua metode ini cocok untuk skenario yang berbeda, penting untuk memilih peralatan laser yang tepat berdasarkan kebutuhan produksi.
Artikel ini akan menganalisis Pengelasan busur vs. pengelasan laser dari perspektif prinsip, kelebihan dan kekurangan, aplikasi, dan biaya, mengklarifikasi ruang lingkup aplikasinya masing-masing untuk membantu bisnis memilih solusi pengelasan yang paling sesuai.

Apa itu pengelasan busur listrik?
Pengelasan busur adalah proses penyambungan logam yang mengubah energi listrik menjadi energi termal dengan membentuk busur yang stabil antara elektroda dan benda kerja, sehingga memanaskan area sambungan dan melelehkannya secara lokal. Logam cair membentuk kolam las yang secara bertahap mengeras seiring pergerakan busur, akhirnya membentuk manik las untuk menyambung material. Karena suhu busur yang tinggi, logam dapat dilelehkan dengan cepat. Metode ini cocok untuk berbagai macam material dan ketebalan serta banyak digunakan dalam manufaktur industri.

Selama proses pengelasan, logam pengisi disuplai oleh kawat las atau elektroda, sementara gas pelindung atau fluks mengisolasi sambungan dari atmosfer untuk mencegah oksidasi dan porositas. Arus, tegangan, dan kecepatan pengelasan secara langsung memengaruhi kedalaman penetrasi dan pembentukan alur las, menjadikannya parameter kunci untuk mengontrol kualitas las.
Proses Pengelasan Umum
Pengelasan busur dapat dikategorikan ke dalam beberapa jenis berikut berdasarkan metode pemberian kawat dan mekanisme pelindung:
Pengelasan MIG (Gas Metal Arc Welding, GMAW): Proses ini menggunakan pengumpanan kawat kontinu yang dikombinasikan dengan gas pelindung, menawarkan efisiensi tinggi dan membuatnya cocok untuk produksi massal dan fabrikasi lembaran dengan ketebalan sedang dan tipis.
Pengelasan TIG (Tungsten Inert Gas Welding, GTAW): Menggunakan elektroda yang tidak habis pakai, menghasilkan pembentukan alur las yang stabil dan hasil las berkualitas tinggi. Metode ini umumnya digunakan untuk pengelasan presisi material seperti baja tahan karat dan paduan aluminium.
Pengelasan Busur Manual (SMAW): Menggunakan batang las sebagai elektroda. Peralatannya sederhana, dan menawarkan kemampuan adaptasi yang kuat terhadap berbagai lingkungan, sehingga cocok untuk pekerjaan konstruksi dan pemeliharaan di luar ruangan.
Pengelasan Busur Terendam (SAW): Pengelasan dilakukan di bawah lapisan fluks, dengan busur tersembunyi dari pandangan. Metode ini menawarkan penetrasi yang dalam dan cocok untuk pengelasan kontinu pelat tebal dan lasan panjang.
Keuntungan Pengelasan Busur
Pengelasan busur menawarkan banyak keuntungan, menjadikannya pilihan populer di berbagai industri. Berikut adalah manfaat utamanya:
Biaya rendah: Peralatan ini memiliki struktur sederhana dan tidak memerlukan sistem bantu yang kompleks, sehingga menghasilkan biaya pengadaan dan perawatan keseluruhan yang lebih rendah. Peralatan ini cocok untuk penerapan cepat di pabrik-pabrik kecil dan menengah.
Beragam Aplikasi: Mesin ini dapat dengan andal mengelas logam umum seperti baja karbon, baja tahan karat, baja paduan, dan aluminium. Selain itu, mesin ini juga menunjukkan kemampuan adaptasi yang kuat terhadap lingkungan luar ruangan; pengelasan busur logam manual (SMAW) masih dapat dilakukan dalam kondisi berangin atau berdebu, atau tanpa gas pelindung.
Kemampuan Pengelasan yang Kuat untuk Struktur Pelat Tebal: Melalui pengelasan multi-pass atau kombinasi berbagai teknik busur, kedalaman penetrasi yang signifikan dapat dicapai, sehingga cocok untuk pembuatan pelat sedang hingga tebal (6 mm ke atas) dan komponen struktural tugas berat.
Tersedia beberapa posisi pengelasan: Pengelasan busur dapat dilakukan dalam berbagai posisi—datar, horizontal, vertikal, dan di atas kepala—sesuai kebutuhan, beradaptasi secara fleksibel dengan berbagai kondisi di lokasi.
Kekurangan Pengelasan Busur
Zona yang terpengaruh panas (HAZ) yang besar: Karena suhu busur yang tinggi dan masukan panas yang tersebar, zona yang terpengaruh panas (HAZ) yang lebar cenderung terbentuk, yang menyebabkan deformasi, pembengkokan, atau peningkatan tegangan sisa pada benda kerja tipis.
Persyaratan keterampilan tinggi: Proses seperti TIG dan MIG membutuhkan operator terampil untuk mengontrol arus, panjang busur, dan kecepatan pengumpanan kawat; pemula sering kesulitan untuk mencapai kualitas pengelasan yang konsisten dengan cepat.
Risiko keselamatan tinggi: Busur las menghasilkan suhu dan radiasi tinggi, yang dapat menyebabkan kerusakan mata atau kulit. Pembakaran fluks atau peleburan logam berlapis menghasilkan asap beracun yang membahayakan tukang las dan lingkungan.
Pemrosesan pasca-pengelasan yang ekstensif: Hasil pengelasan seringkali menunjukkan percikan, kerak, atau pembentukan yang tidak merata, yang biasanya memerlukan penggerindaan, pembersihan, atau pemrosesan sekunder, dan sulit untuk diintegrasikan ke dalam sistem otomatis.
Kecepatan pengelasan yang relatif lambat: Metode seperti TIG atau pengelasan busur manual umumnya lambat, membutuhkan waktu yang signifikan untuk mengisi lasan. Untuk benda kerja yang lebih tebal, beberapa kali pengelasan mungkin diperlukan untuk mencapai penetrasi penuh, sehingga meningkatkan biaya pengelasan.
Aplikasi Pengelasan Busur
Pengelasan busur memiliki berbagai macam aplikasi dan umum digunakan dalam fabrikasi logam, manufaktur mekanik, dan pemeliharaan bangunan. Berikut adalah aplikasi utamanya:
- Fabrikasi dan Manufaktur Logam: Digunakan untuk pengelasan struktur baja, komponen mekanik, dan berbagai rangka logam, seperti struktur pabrik dan penyangga peralatan.
- Mesin Berat dan Peralatan Teknik: Digunakan secara luas dalam pembuatan komponen struktural untuk ekskavator, derek, dan peralatan pertambangan, mengandalkan kemampuan penetrasinya yang tinggi.
- Konstruksi dan Infrastruktur: Digunakan dalam proyek-proyek teknik seperti jembatan, bangunan berkerangka baja, dan penyangga pipa, karena sangat cocok untuk lingkungan konstruksi di lokasi.
- Saluran Pipa dan Bejana Tekan: Digunakan dalam industri perminyakan dan kimia untuk sambungan saluran pipa dan pengelasan bejana tekan, khususnya dalam skenario yang membutuhkan kekuatan las yang tinggi.
- Operasi Perbaikan dan Pemeliharaan: Cocok untuk perbaikan peralatan, penguatan struktur, dan perbaikan darurat di lokasi, terutama ketika benda kerja tidak dapat dipindahkan.
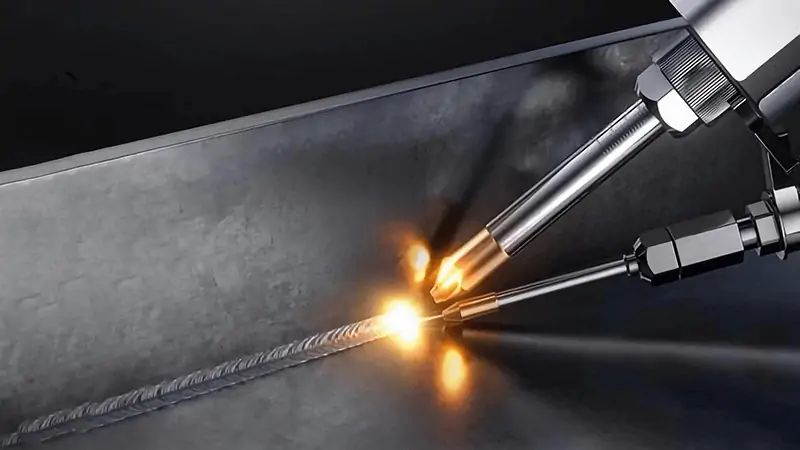
Apa itu Pengelasan Laser?
Pengelasan laser adalah proses pengelasan presisi yang menggunakan sinar laser berenergi tinggi untuk menyambung material. Saat difokuskan, sinar laser menghasilkan energi yang sangat tinggi (dengan kepadatan daya hingga 10⁵–10⁷ W/cm²), menyebabkan logam meleleh atau bahkan menguap secara lokal dalam waktu yang sangat singkat. Hal ini menciptakan kolam lelehan yang mengeras dengan cepat, menghasilkan lasan yang padat. Karena masukan panas terkonsentrasi, zona yang terkena panas kecil, dan distorsi pengelasan diminimalkan, sehingga cocok untuk aplikasi yang membutuhkan presisi tinggi. Apa Itu Pengelasan Laser dan Bagaimana Cara Kerjanya? – Panduan Komprehensif
Selama proses pengelasan, daya keluaran laser, posisi fokus, dan kecepatan pengelasan memengaruhi kedalaman penetrasi dan kualitas las. Tergantung pada kebutuhan, proses pengelasan dengan atau tanpa kawat dapat dipilih, dan gas pelindung (seperti argon atau nitrogen) digunakan untuk meminimalkan oksidasi.
Peralatan umum pada dasarnya terdiri dari: mesin las laser seratyang cocok untuk material seperti baja tahan karat, baja karbon, dan paduan aluminium, dan banyak digunakan dalam jalur produksi otomatis dan manufaktur presisi.



Jenis-Jenis Umum Pengelasan Laser
Tergantung pada jenis sumber laser dan metode aplikasinya, proses pengelasan laser umum dapat dikategorikan sebagai berikut:
Pengelasan Laser Serat: Saat ini, merupakan solusi utama, teknologi ini memiliki efisiensi konversi elektro-optik yang tinggi (sekitar 30–40%) dan kualitas pancaran yang sangat baik. Cocok untuk pengelasan kecepatan tinggi dan jalur produksi otomatis, teknologi ini banyak digunakan dalam pengolahan baja tahan karat, baja karbon, dan paduan aluminium.
Pengelasan Laser CO₂: Sering digunakan pada awalnya, laser ini menawarkan tingkat penyerapan yang tinggi untuk material non-logam. Namun, karena ukuran peralatannya yang besar dan biaya perawatannya yang tinggi, laser ini secara bertahap digantikan oleh laser serat optik.
Pengelasan Laser Genggam: Menawarkan pengoperasian yang fleksibel, alat ini cocok untuk produksi volume kecil hingga menengah dan pekerjaan di lokasi. Kecepatan pengelasan biasanya 2–5 kali lebih cepat daripada metode pengelasan tradisional, sehingga ideal untuk material lembaran tipis dan sedang.
Pengelasan Laser Otomatis: Dikombinasikan dengan robot atau platform gerak, metode ini memungkinkan pengelasan massal dengan presisi tinggi dan cocok untuk produksi standar di industri seperti otomotif dan elektronik.
Pengelasan Laser Goyang: Dengan mengayunkan kepala pengelasan, metode ini meningkatkan lebar las (hingga 2–8 mm) dan meningkatkan kemampuan adaptasi celah. Metode ini umumnya digunakan untuk paduan aluminium dan benda kerja dengan celah perakitan yang lebih besar.
Keuntungan Pengelasan Laser
Kecepatan pengelasan tinggi, cocok untuk produksi otomatis: Energi laser yang terkonsentrasi memungkinkan pemanasan dan pendinginan yang cepat, dengan kecepatan pengelasan biasanya 2–5 kali lebih cepat daripada pengelasan busur tradisional. Selain itu, mudah diintegrasikan dengan robot dan sistem CNC, memungkinkan produksi massal yang stabil dan meningkatkan efisiensi produksi secara keseluruhan.
Presisi tinggi, zona yang terpengaruh panas minimal: Titik laser sangat kecil (sekitar 0.2–0.6 mm diameternya), memusatkan masukan panas dan menciptakan zona yang terpengaruh panas yang sempit, yang secara efektif mengurangi distorsi dan tegangan sisa.
Hasil pengelasan berkualitas tinggi, mengurangi langkah-langkah pasca-pemrosesan: Proses pengelasan tanpa kontak menghilangkan kontak fisik langsung antara kepala pengelasan dan benda kerja, menghasilkan hasil pengelasan yang estetis, bersih, halus, dan menghasilkan percikan minimal, sehingga mengurangi kebutuhan akan penggerindaan dan pembersihan selanjutnya.
Kompatibilitas Material yang Kuat: Mesin ini dapat mengelas material seperti baja tahan karat, baja karbon, dan paduan aluminium dengan andal, serta mendukung berbagai aplikasi mulai dari lembaran tipis hingga pelat dengan ketebalan sedang (0.5–10 mm), memenuhi tuntutan manufaktur presisi modern dan produksi multi-industri.
Kekurangan Pengelasan Laser
Biaya Peralatan yang Tinggi: Investasi keseluruhan pada peralatan pengelasan laser (laser serat optik, sistem pendingin, dan sistem optik) sangat tinggi, membutuhkan pengeluaran modal awal yang signifikan. Hal ini menjadikannya cocok untuk skenario produksi skala besar atau bernilai tambah tinggi.
Persyaratan Presisi Perakitan Tinggi: Ukuran titik laser kecil (sekitar 0.2–0.6 mm), sehingga sensitif terhadap celah antar benda kerja. Kesalahan perakitan yang berlebihan dapat memengaruhi pembentukan manik las, sehingga diperlukan penggunaan pengelasan laser berosilasi untuk meningkatkan akurasi pemrosesan.
Kemampuan pengelasan pelat tebal terbatas: Untuk aplikasi yang melibatkan pelat dengan ketebalan lebih dari 8–12 mm, efisiensi pengelasan satu lintasan menurun, biasanya memerlukan proses multi-lintasan atau hibrida.
Persyaratan keselamatan yang ketat: Laser adalah sinar berenergi tinggi (Kelas 4), yang memerlukan tindakan perlindungan ketat (seperti kacamata keselamatan dan pakaian pelindung) untuk mencegah cedera pada operator.
Aplikasi Pengelasan Laser
Pengelasan laser banyak digunakan di berbagai industri, terutama dalam produksi otomatis dan permesinan presisi.
- Manufaktur Otomotif: Digunakan untuk pengelasan struktur bodi, wadah baterai, dan komponen, dengan kecepatan pengelasan mencapai 1–5 m/menit, sehingga cocok untuk produksi otomatis volume tinggi.
- Fabrikasi Baja Tahan Karat dan Logam: Digunakan untuk pengelasan kabinet, peralatan dapur, pipa, dan komponen struktural lembaran tipis, menghasilkan lasan halus dengan distorsi minimal, sehingga mengurangi kebutuhan akan proses penggerindaan selanjutnya.
- Elektronik dan Manufaktur Presisi: Diterapkan pada komponen struktural kecil seperti komponen elektronik dan wadah instrumen presisi, menawarkan presisi tinggi, kecepatan cepat, dan zona yang terkena panas minimal.
- Industri Energi Baru: Digunakan untuk pengelasan baterai daya, peralatan penyimpanan energi, dan konektor, di mana stabilitas tinggi dan kinerja penyegelan yang baik diperlukan.
- Manufaktur Perangkat Keras dan Peralatan Rumah Tangga: Cocok untuk memproses pintu, jendela, wadah peralatan, dan komponen dekoratif logam, meningkatkan kualitas estetika dan efisiensi produksi.
- Manufaktur Perhiasan dan Jam Tangan: Ideal untuk memperbaiki dan memproduksi komponen perhiasan dan jam tangan yang kompleks, mendesain pola yang rumit, dan merakit komponen kecil.





Pengelasan Busur Listrik vs Pengelasan Laser: Perbedaan Utama
Perbandingan antara pengelasan busur dan pengelasan laser berikut mencakup aspek-aspek seperti sumber energi, parameter proses, kontrol kualitas, dan biaya:
| Item Perbandingan | Pengelasan busur | Pengelasan Laser |
|---|---|---|
| Sumber energi | Pelepasan busur listrik | Sinar laser terfokus |
| Presisi Pengelasan | Presisi lebih rendah, rentan terhadap kesalahan | Presisi tinggi, ideal untuk komponen kecil dan kompleks. |
| Kecepatan pengelasan | Lebih lambat (manual), sekitar 0.2–1.0 m/menit | Lebih cepat, sekitar 3–5 kali lipat pengelasan busur. |
| Zona Terkena Panas | Lebar (kira-kira ≥2–5 mm) | Sempit (sekitar 0.5–2 mm) |
| Kontrol Distorsi | Risiko deformasi dan tegangan sisa yang lebih tinggi | Input panas berkurang, distorsi minimal. |
| Metode operasi | Sebagian besar manual | Mendukung perangkat genggam dan otomatisasi |
| Penampilan Las | Percikan dan terak, sambungan yang tidak rata | Hasil pengelasan yang halus dan bersih tanpa kerak. |
| Ketebalan bahan | Cocok untuk semua ketebalan, terutama >6 mm | Paling cocok untuk material dengan ketebalan sedang (0.5–8 mm) |
| Safety/keselamatan | Panas tinggi, radiasi, dan asap | Membutuhkan perlindungan, tetapi lebih terkontrol. |
| Aplikasi | Pengelasan sederhana dalam jumlah kecil. | Kompleks, presisi, dan produksi massal. |
| Kompatibilitas Otomatisasi | Membutuhkan integrasi tambahan | Mudah diintegrasikan dengan robot dan jalur produksi. |
| Pengolahan pasca | Membutuhkan penggilingan dan pembersihan. | Pasca-pemrosesan minimal atau tidak diperlukan sama sekali |
| Peralatan | Peralatan sederhana dan berbiaya rendah | Biaya lebih tinggi, ramah otomatisasi |
| Biaya keseluruhan | Biaya peralatan rendah, biaya tenaga kerja tinggi | Biaya awal yang lebih tinggi, biaya jangka panjang yang lebih rendah |
Pengelasan laser lebih cocok untuk produksi presisi tinggi, efisiensi tinggi, dan otomatis, sedangkan pengelasan busur tetap cocok untuk aplikasi berbiaya rendah dan fleksibel.
Pengelasan Busur Listrik vs Pengelasan Laser: Kompleksitas Proyek Pengelasan
Pengelasan busur sangat cocok untuk tugas pengelasan industri berat yang melibatkan struktur sederhana dan dimensi besar, seperti struktur baja, penyangga peralatan, dan fabrikasi logam umum. Pengelasan ini terutama berfokus pada kekuatan sambungan dan kemampuan adaptasi di lokasi, dengan persyaratan presisi pengelasan yang relatif terbatas, sehingga cocok untuk pelat dan benda kerja dengan ketebalan sedang hingga tebal serta celah perakitan yang lebih besar.
Dalam produksi sebenarnya, pengelasan busur cocok untuk lingkungan luar ruangan dan lingkungan yang keras, serta berbagai posisi pengelasan. Metode ini dapat menghasilkan sambungan kompleks melalui pengelasan multi-pass dan penyesuaian parameter, tetapi sangat bergantung pada pengalaman dan keterampilan manual, sehingga umumnya digunakan dalam industri konstruksi, pemeliharaan, dan manufaktur dasar.
Pengelasan busur tradisional, seperti MIG atau TIG, sangat bergantung pada pasokan gas pelindung yang terus menerus untuk melindungi elektroda dan kolam las dari kontaminasi atmosfer. Saat beralih ke teknologi yang lebih baru, pertanyaan umum yang muncul adalah: Apakah Mesin Las Laser Membutuhkan Gas? Apakah pengelasan laser juga memerlukan gas pelindung tambahan seperti Argon atau Nitrogen? Jawabannya adalah ya. Meskipun pengelasan laser menggunakan berkas cahaya yang sangat terfokus alih-alih elektroda fisik, metode ini tetap membutuhkan gas pelindung tambahan seperti Argon atau Nitrogen. Gas ini sangat penting untuk mencegah oksidasi logam cair dan melindungi optik laser dari percikan, yang berarti manajemen gas tetap menjadi faktor penting ketika membandingkan pengaturan operasional kedua metode tersebut.
Sebaliknya, pengelasan laser cocok untuk proyek dengan struktur kompleks dan persyaratan presisi tinggi, seperti perakitan lembaran tipis, komponen presisi, dan produk yang diproduksi secara massal. Sinar laser yang terfokus memungkinkan zona yang terkena panas dan masukan panas yang terkontrol, mencegah deformasi termal dan cacat pengelasan yang disebabkan oleh paparan panas yang berkepanjangan. Hal ini membuatnya lebih sesuai dengan kebutuhan manufaktur modern.
Pengelasan Busur vs Pengelasan Laser: Kompatibilitas Material
Proses pengelasan yang berbeda memiliki rentang material yang dapat diaplikasikan dan kinerja pemrosesan yang berbeda pula. Tabel berikut menunjukkan kompatibilitas Pengelasan Busur dan Pengelasan Laser dengan material logam umum:
| Jenis Bahan | Pengelasan busur | Pengelasan Laser |
|---|---|---|
| Baja karbon | Dapat diaplikasikan secara luas, pengelasan stabil | Pembentukan las yang stabil, ideal untuk produksi massal. |
| Besi tahan karat | Pengelasan stabil, membutuhkan kontrol masukan panas. | Pengelasan halus dengan oksidasi minimal. |
| Paduan aluminium | Membutuhkan keahlian tinggi, rentan terhadap porositas. | Stabilitas yang lebih baik dengan pengelasan goyang. |
| Galvanis Baja | Rentan terhadap porositas, membutuhkan pemolesan lanjutan. | Cacat dapat dikurangi dengan pengendalian parameter. |
| Logam yang Berbeda | Sulit, seringkali membutuhkan proses khusus atau bahan pengisi. | Dapat menyambung berbagai logam, membutuhkan kontrol yang presisi. |
| Lembaran Tipis (≤3 mm) | Masukan panas tinggi, risiko terbakar atau distorsi. | Pengelasan yang stabil membutuhkan kontrol masukan panas. |
| Pelat Tebal Sedang (≥6 mm) | Dicapai melalui pengelasan multi-pass. | Membutuhkan proses multi-lapisan atau sistem daya tinggi. |
Studi kasus: Sebuah perusahaan manufaktur yang mengkhususkan diri dalam radiator otomotif menghadapi tantangan pengelasan sirip paduan aluminium ke rangka baja karbon, yang melibatkan pengelasan logam yang berbeda. Ketika mereka menggunakan pengelasan TIG tradisional, mereka menghadapi masalah seperti kekuatan las yang tidak mencukupi dan kebocoran, yang mengakibatkan tingkat pengerjaan ulang yang tinggi dan kualitas yang tidak konsisten. Setelah memperkenalkan Kempson's mesin las laser lembaran tipis portabel berpendingin air 1500WHasilnya melebihi ekspektasi, secara signifikan meningkatkan kualitas pengelasan dan efisiensi produksi.
Pengelasan Busur Listrik vs Pengelasan Laser: Analisis Biaya Komprehensif
Jika mempertimbangkan total investasi dan penggunaan jangka panjang, perbedaan biaya antara pengelasan busur listrik dan pengelasan laser terutama tercermin dalam investasi peralatan, biaya operasional, dan efisiensi produksi secara keseluruhan:
Biaya Investasi Peralatan: Peralatan pengelasan busur memiliki struktur sederhana dan investasi awal yang lebih rendah, sehingga cocok untuk pengaturan produksi dasar; mesin pengelasan laser melibatkan sumber laser, sistem optik, dan sistem pendingin, sehingga menghasilkan investasi keseluruhan yang lebih tinggi dan membuatnya cocok untuk lini produksi skala besar dan otomatis.
Biaya Operasional dan Bahan Habis Pakai: Pengelasan busur listrik menimbulkan biaya yang lebih tinggi untuk bahan pengelasan, elektroda, dan tenaga kerja; pengelasan laser terutama mengkonsumsi listrik dan sejumlah kecil gas pelindung, dengan ketergantungan minimal pada bahan habis pakai.
Biaya Tenaga Kerja: Pengelasan busur sangat bergantung pada operator, dengan pekerja terampil memiliki dampak yang signifikan; pengelasan laser lebih mudah diintegrasikan dengan peralatan otomatis, mengurangi kebutuhan intervensi manual.
Biaya Pasca-Pemrosesan: Pengelasan busur biasanya memerlukan penggerindaan, pembersihan, atau pengerjaan ulang setelah pengelasan; pengelasan laser menghasilkan profil alur las yang stabil, sehingga menghasilkan langkah pasca-pemrosesan yang relatif lebih sedikit.
Total biaya jangka panjang (ROI): Pengelasan busur cocok untuk skenario investasi rendah tetapi memiliki biaya per unit yang tinggi dalam produksi volume tinggi; pengelasan laser membutuhkan investasi awal yang lebih tinggi tetapi lebih cocok untuk mencapai struktur biaya per unit yang stabil dalam produksi throughput tinggi.
Secara keseluruhan, pengelasan busur memiliki biaya awal yang lebih rendah tetapi biaya tenaga kerja dan pasca-pemrosesan yang lebih tinggi dalam jangka panjang, sedangkan pengelasan laser memiliki investasi awal yang lebih tinggi tetapi menawarkan efisiensi ekonomi jangka panjang yang lebih unggul dalam produksi otomatis dan berskala besar.
Studi Kasus: Sebuah perusahaan manufaktur peralatan lingkungan yang mengkhususkan diri dalam sistem pengolahan air limbah menghadapi biaya tenaga kerja dan bahan habis pakai yang tinggi serta efisiensi produksi yang rendah ketika menggunakan peralatan pengelasan busur tradisional. Setelah memperkenalkan Kempson Dengan mesin las laser serat industri berpendingin air 3500, perusahaan meningkatkan efisiensi produksi secara keseluruhan, mengurangi pengerjaan ulang, dan mencapai hasil las yang estetis, lebar, dan tanpa masalah panas berlebih, sehingga menghasilkan kepuasan pelanggan yang tinggi.
Cara Memilih: Pengelasan Busur Listrik vs Pengelasan Laser
Dalam aplikasi praktis, pemilihan metode pengelasan yang tepat bergantung pada berbagai faktor yang harus dipertimbangkan secara komprehensif.
Pengelasan Busur: Digunakan dalam berbagai skenario seperti fabrikasi komponen struktural, pemeliharaan peralatan, dan konstruksi di lokasi, khususnya untuk pengelasan pelat sedang hingga tebal atau di lingkungan produksi di mana investasi peralatan merupakan pertimbangan utama. Metode ini menawarkan kemampuan adaptasi yang kuat terhadap lingkungan operasi dan banyak digunakan dalam operasi yang tidak terstandarisasi atau di luar ruangan.
Memilih Pengelasan Laser: Cocok untuk produksi massal, pemrosesan lembaran tipis, dan pembuatan komponen presisi tinggi, khususnya di sektor industri yang membutuhkan kualitas pengelasan tinggi, distorsi minimal, dan produksi batch otomatis.
Singkatnya, pengelasan busur listrik serbaguna dan fleksibel, sedangkan pengelasan laser ideal untuk kebutuhan manufaktur yang terstandarisasi dan berkinerja tinggi.
Pengguna dapat memilih peralatan yang paling sesuai berdasarkan karakteristik peralatan dan kebutuhan spesifik mereka. Tentu saja, keduanya memiliki kelebihan dan kekurangan masing-masing, dan keduanya juga dapat digunakan secara kombinasi melalui pengelasan hibrida laser-busur untuk memenuhi persyaratan produksi.
Pertanyaan Umum Demo Slot
Pengelasan Busur Listrik vs Pengelasan Laser: Mana yang lebih cocok untuk produksi massal?
Pengelasan laser lebih cocok untuk produksi massal karena mudah diintegrasikan dengan peralatan otomatis, menawarkan siklus pengelasan yang stabil, dan membutuhkan lebih sedikit langkah pasca-pemrosesan. Pengelasan busur, di sisi lain, lebih bergantung pada tenaga kerja manual dan lebih cocok untuk produksi dalam jumlah kecil atau produksi yang tidak terstandarisasi.
Bisakah pengelasan laser sepenuhnya menggantikan pengelasan busur?
Tidak, pengelasan laser tidak dapat sepenuhnya menggantikan pengelasan busur. Pengelasan laser cocok untuk lembaran tipis, komponen presisi, dan jalur produksi otomatis, sedangkan pengelasan busur tetap tak tergantikan dalam struktur pelat tebal, konstruksi luar ruangan, dan skenario pemeliharaan.
Metode pengelasan mana yang lebih cocok untuk pengelasan paduan aluminium?
Kedua metode tersebut dapat digunakan untuk paduan aluminium, tetapi pengelasan laser yang dikombinasikan dengan teknik pemindaian menawarkan stabilitas yang lebih besar untuk pengelasan paduan aluminium lembaran tipis. Pengelasan busur, di sisi lain, membutuhkan keterampilan operator yang lebih tinggi dan rentan terhadap masalah porositas.
Faktor apa saja yang biasanya menentukan periode pengembalian investasi untuk pengelasan laser?
Hal ini terutama bergantung pada volume produksi, biaya tenaga kerja, dan persyaratan pasca-pengolahan. Dalam skenario produksi batch berkelanjutan dengan pemanfaatan peralatan yang tinggi, periode pengembalian investasi akan lebih singkat.
Mengapa pengelasan busur masih umum digunakan untuk struktur pelat tebal?
Pengelasan busur menawarkan penetrasi yang dalam, memungkinkan pembentukan sambungan pelat tebal melalui beberapa kali pengelasan. Metode ini memiliki persyaratan peralatan yang rendah dan memberikan fleksibilitas yang lebih besar dalam struktur tugas berat dan proyek konstruksi.
Apa saja persyaratan lingkungan untuk pengelasan laser?
Proses ini membutuhkan pasokan daya yang stabil, lingkungan optik yang bersih, dan tindakan pencegahan keselamatan. Selain itu, proses ini menuntut tingkat presisi perakitan benda kerja tertentu untuk memastikan kualitas pengelasan.
Apa saja perbedaan biaya perawatan antara pengelasan busur dan pengelasan laser?
Pengelasan busur terutama melibatkan konsumsi bahan habis pakai pengelasan dan tenaga kerja untuk pemeliharaan, sedangkan pengelasan laser terutama berfokus pada pemeliharaan sistem optik dan pendinginan. Meskipun bahan habis pakai harian minimal, persyaratan teknisnya lebih tinggi.





