
Laser welding machine as a high-precision, high-efficiency welding equipment. Laser welding machines achieve deep penetration welding through highly concentrated energy, resulting in narrow welds, minimal deformation, and strong repeatability. They have been widely used in industrial manufacturing and precision processing fields.
To help you fully understand laser welding technology, this article will focus on the working principle of laser welding machines, and further explain their component structure, typical applications, advantages and disadvantages, operating essentials, and overall cost, providing you with clear and practical information.

What is a laser welding machine?
A laser welding machine is an advanced metal joining system that uses a high-energy laser beam to precisely melt and fuse materials. Concentrating intense heat into a small focal spot, it enables deep penetration, narrow weld seams, minimal heat distortion, and high-speed processing compared with traditional welding methods. Laser welding is widely used in industries such as automotive manufacturing, battery production, electronics, aerospace, and sheet metal fabrication due to its precision, efficiency, and clean weld appearance.
Kempson offers a full range of laser welding solutions to meet different production needs, including air-cooled and water-cooled systems in multiple power configurations such as 1000W laser welding machines, 1500W laser welding machines, 2000W laser welding machines, 3000W laser welding machines, and 4000W high-power laser welding machines. Whether you require thin-sheet precision welding or heavy-duty industrial fabrication, Kempson provides customized power options and professional technical support to match your application requirements.

How does a laser welding machine work?
Laser welding employs a high-energy-density laser beam precisely focused to instantly create a high-temperature heat source on the workpiece surface, rapidly melting the material to achieve a reliable bond. The fundamental process involves laser generation, beam transmission, and focusing, as well as material melting and weld formation. The laser converts electrical energy into a laser beam of a specific wavelength, characterized by high directionality, single wavelength, and high coherence, providing the foundation for high-precision processing.
During welding, the laser beam is transmitted via fiber optics or mirrors to the welding head. An internal lens system focuses it into a micro-spot approximately 0.1–0.3 mm in diameter, significantly increasing energy density and instantly heating the material surface to thousands of degrees Celsius. Within milliseconds, the material absorbs the laser energy, rapidly transitioning from solid to molten state. Upon cooling, this forms a dense, high-strength weld.
Components of laser welding machines
Laser welding equipment consists of multiple high-precision functional components, including the laser generator, wire feeding system, and laser welding gun. Below is an overview of each component’s function:
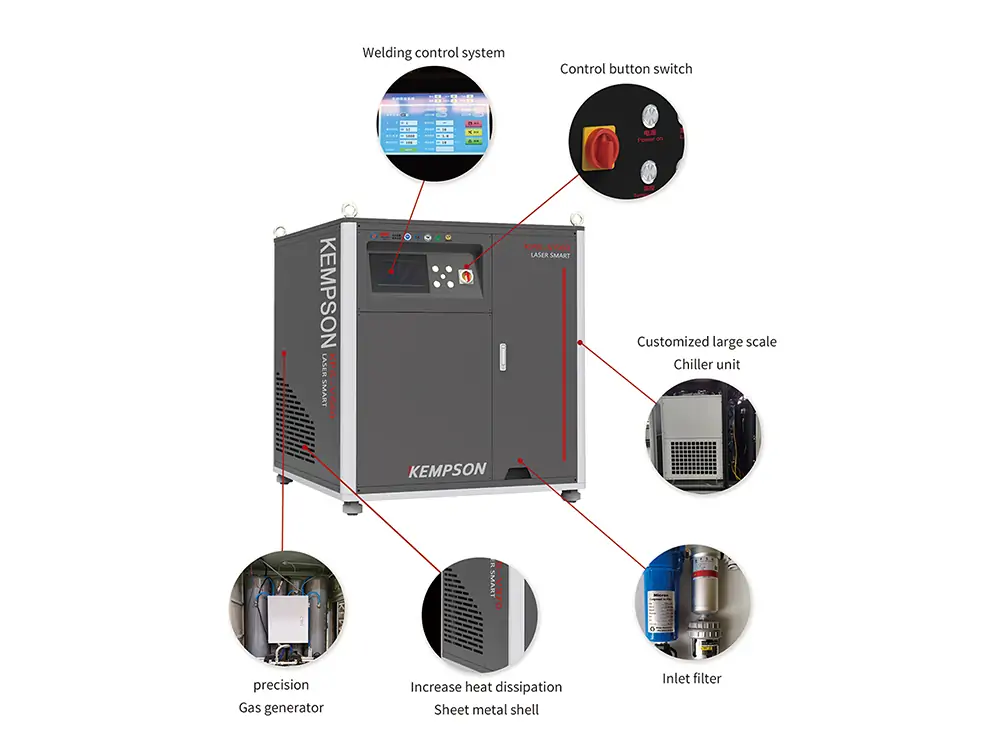
Laser Nitrogen Generator System
The Laser Nitrogen Generator System serves as the energy core of the entire system, responsible for producing a stable, high-quality laser beam with high power density. Fiber lasers currently dominate industrial applications due to their high efficiency, excellent stability, and low maintenance costs, meeting the demands of continuous, high-precision welding.

Wire Feeder
The wire feeder system is used for processes such as metal filler deposition and dissimilar material welding. It consists of a wire feeder, wire feed tube, and gun wire guide mechanism. Its function is to deliver the welding wire stably and precisely into the front or interior of the laser melt pool to fill the weld gap and improve weld bead formation.
Kempson offers single-wire, dual-wire, and multi-wire feeding solutions, supporting flexible adaptation to varying plate thicknesses and process requirements.
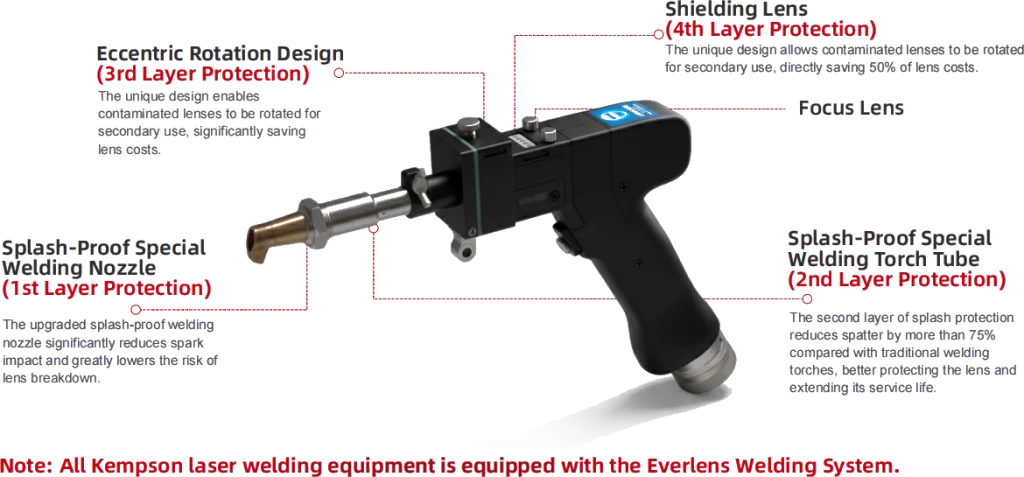
Laser Welding Gun
The laser welding gun serves as the final output and execution component for laser energy, directly acting upon the workpiece surface. Its internal optical system, comprising collimating and focusing lenses, precisely concentrates the transmitted laser into a high-energy-density spot. This generates instantaneous high temperatures within the weld zone, enabling rapid material melting and achieving high-quality welds.
How much are laser welding machines?
Laser welding machines have a wide power range, and the higher the power, the higher the price of the equipment. Handheld laser welding machines typically have a power range of 1000W to 4000W, with prices generally ranging from 10,000 to 40,000 RMB; while high-power continuous welding machines and laser welding equipment integrated into automated production lines can cost hundreds of thousands of RMB or even more.
Kempson laser welding machines include air-cooled, water-cooled, and air-cooled laser welding machines, capable of welding materials from 0.5-12mm thick. For detailed product information and pricing, please inquire based on your specific needs.
Advantages and disadvantages of laser welding
Advantages
High precision and stability: Laser beam positioning accuracy can reach ±0.01mm. Combined with an automated control system (such as robots and galvanometer scanning), it achieves high weld point consistency and a yield rate typically >99.5%, avoiding human error.
Wide material adaptability: Capable of welding high-melting-point metals (aluminum, stainless steel, carbon steel, etc.).
Non-contact and flexibility: No direct contact with the workpiece is required, allowing welding in deep cavities, narrow gaps, and other areas difficult to reach with traditional methods. It is also immune to electromagnetic interference and can operate in a standard workshop environment.
Environmental friendliness and cost-effectiveness: No welding consumables are used, resulting in low smoke and noise emissions, meeting environmental requirements; long-term operating costs are lower than traditional welding methods (e.g., a handheld laser welder can replace 3-5 welders).
Limitations:
High workpiece precision requirements: The assembly gap between workpieces needs to be controlled within 10% of the plate thickness (compared to 20% for traditional welding), otherwise defects are likely to occur. High-precision fixtures or visual positioning systems are required.
Difficulty in welding highly reflective materials: Aluminum has a laser reflectivity of up to 90%, requiring the use of blue laser sources (wavelength 450nm) or pre-coating techniques to improve energy absorption efficiency.High equipment cost: The initial investment in laser equipment and supporting systems is high, but the long-term operating costs are lower than traditional welding.
How to use a laser machine
Laser welding machines do not require operators to hold a welding certificate; operators only need to learn and be familiar with the operating procedures. Please view this article for details: How to Use Laser Welding Machine
Startup Sequence:
Start the water chiller → Turn on the laser power supply → Wait for the laser to preheat (approximately 5-10 minutes) → Start the control system.
Welding Operation:
Positioning: Align the welding seam starting point using the red light indicator.
Start welding: Press the foot switch or click the software start button, and keep the welding gun moving steadily (automatic welding requires pre-programming the path).
Process monitoring: Observe the molten pool status. If excessive spatter or uneven welds occur, adjust the power or speed.
Shutdown Procedure:
Turn off the laser output → Turn off the control system → Wait for the laser to cool down (approximately 10 minutes) → Turn off the water chiller → Disconnect the main power supply.
Understanding how a laser welding machine works helps manufacturers better evaluate its advantages in precision, efficiency, and weld quality. By using a high-energy laser beam to generate instant localized heat, laser welding enables fast, clean, and highly controlled joining for a wide range of metals and industrial applications.
If you are considering upgrading your welding process or selecting the right laser welding solution for your application, our team is ready to help. Contact us today to discuss your material requirements, production goals, and process challenges, we’ll provide professional guidance and a customized laser welding system tailored to your needs.
FAQS
What is the working principle of a laser welding machine?
Laser welding uses a high-energy-density laser beam focused to a micro-spot (0.1–0.3 mm). The beam instantly heats the material to thousands of degrees Celsius, causing rapid melting and forming a dense, high-strength weld upon cooling.
What are the core components of a laser welding machine?
The main components include the laser generator (energy core), wire feeder system (filler deposition), and the laser welding gun (final output execution).
How much does a handheld laser welding machine cost?
Handheld laser welding machines (1000W to 4000W) generally range from 10,000 to 40,000 RMB. High-power automated systems can cost much more.







