
جدول المحتويات
المقدمة
تُعرف عملية اللحام بالليزر بقدرتها على إنتاج لحامات قوية ودقيقة بأقل قدر من الحرارة، ولكنها غالباً ما ترتبط بمتطلبات تركيب دقيقة. عندما لا تتطابق الأجزاء تماماً، يتساءل العديد من المصنّعين عما إذا كان اللحام بالليزر لا يزال قادراً على إنشاء وصلة موثوقة.
تعتمد الإجابة على حجم الفجوة، ونوع المادة، ومعايير اللحام، واستخدام سلك الحشو من عدمه. في هذه المقالة، سنستكشف مدى تحمل فجوة اللحام بالليزر، ومتى يمكن للحام بالليزر ملء الفجوات، والأساليب العملية المستخدمة لتحسين نتائج اللحام عندما يتعذر الحصول على وصلة مثالية.
ماذا يعني مصطلح "ملء الفراغات" في اللحام بالليزر؟
في لحام الليزر، يُشير مصطلح "ملء الفجوة" إلى عملية تعويض أو "سد" الفجوة بين المكونات المراد لحامها باستخدام تقنيات محددة لتكوين لحام كامل خالٍ من العيوب. وللتغلب على عيوب اللحام، طُوّرت تقنيات متنوعة لملء الفجوة أو سدها. وفيما يلي مبادئها وأساليبها وتطبيقاتها:
| البعد | الوصف | الطرق الشائعة | الفوائد |
|---|---|---|---|
| المبدأ الأساسي | استخدم المواد المنصهرة أو التمدد الحراري أو مواد الحشو الإضافية لسد الفجوة وإنشاء لحام كامل. | ملء حوض الصهر، إضافة سلك الحشو، تعويض التمدد الحراري. | اللحام بالليزر باستخدام سلك الحشو، واللحام بالأسلاك الساخنة أو الباردة، واللحام بتذبذب الشعاع، واللحام الهجين بالليزر والقوس الكهربائي، واللحام بالليزر. |
| تقنيات سد الفجوات | قم بزيادة حجم معدن اللحام أو توسيع حوض المعدن المنصهر لمعالجة الفجوات الأكبر. | اللحام بالليزر باستخدام سلك الحشو، أو اللحام بالأسلاك الساخنة أو الباردة، أو اللحام بتذبذب الشعاع، أو اللحام الهجين بالليزر والقوس الكهربائي، أو اللحام بالنحاس بالليزر. | يسمح بلحام الوصلات ذات الفجوات الأكبر ويحسن استقرار العملية. |
| تطبيقات المواد | تتطلب المواد المختلفة أساليب مختلفة لملء الفراغات. | الفولاذ المقاوم للصدأ، والفولاذ الكربوني، وسبائك الألومنيوم، والفولاذ عالي القوة، والبلاستيك، والمواد غير المتشابهة. | يحقق وصلات أقوى، وخصائص ميكانيكية أفضل، وتناسقًا أفضل في اللحام. |
| التقنيات المساعدة | تحسين التلامس بين الوصلات وتحسين ظروف اللحام. | أنظمة التثبيت، واللحام بمساعدة الضغط، ومحاكاة العمليات، وتحسين المعلمات. | يقلل من العيوب ويحسن أداء سد الفجوات. |
تتضمن عملية اللحام بالليزر تطبيقًا متكاملًا لأساليب اللحام، ومواد الحشو، وإعدادات معايير المعدات، وتقنيات تحضير الوصلات. والهدف هو تحقيق لحام موثوق حتى في حال تعذر تحقيق محاذاة مثالية لقطعة العمل.
هل يمكن للحام بالليزر أن يسد الثغرات؟
نعم، يمكن للحام بالليزر أن يملأ الفجوات، لكن قدرته على القيام بذلك محدودة وتعتمد على حجم الفجوة وتكوين العملية والمواد.
قدرة الترسيب في اللحام بالليزر
اللحام بالليزر عملية لحام عالية الكثافة الطاقية تتميز بصغر حجم البقعة. وهي لا تتحمل فجوات التجميع. يتطلب اللحام التقليدي بالليزر أحادي الشعاع، وخاصةً لحام الاختراق العميق، "فجوة صفرية" أو فجوة صغيرة للغاية، لأنه يعتمد بشكل أساسي على صهر المادة الأساسية لتشكيل اللحام، مع استخدام كمية قليلة من معدن الحشو أو بدونه. من خلال تحسينات محددة في العملية وتقنيات هجينة، يمكن للحام بالليزر التعامل بنجاح مع الفجوات ضمن نطاق معين.
لماذا تُستخدم اللحام بالليزر عادةً في الوصلات المحكمة؟
تشتهر عملية اللحام بالليزر بدقتها العالية، ولكنها أيضاً أكثر حساسية للفجوات بين الوصلات من العديد من طرق اللحام التقليدية. ويعود ذلك أساساً إلى خصائص عملية اللحام نفسها.
- بركة منصهرة صغيرة: ينتج عن اللحام بالليزر بركة منصهرة صغيرة ومركزة تتصلب بسرعة. عندما تكون الفجوة كبيرة جدًا، قد لا يكون هناك ما يكفي من المعدن المنصهر لسد الوصلة بالكامل.
- مادة الحشو محدودة: في العديد من تطبيقات اللحام بالليزر، يتشكل اللحام بشكل أساسي عن طريق صهر المادة الأساسية. وبدون سلك حشو إضافي، قد تؤدي الفجوات الكبيرة إلى عدم اكتمال الاندماج، أو التآكل، أو الاحتراق.
- متطلبات محاذاة دقيقة: تُركّز طاقة الليزر على مساحة صغيرة جدًا. وللحصول على نتائج لحام مستقرة، يجب وضع الشعاع بدقة على طول الوصلة. قد تؤدي الفجوات الكبيرة أو عدم المحاذاة إلى انخفاض جودة اللحام وجعل العملية غير مستقرة.
لهذه الأسباب، يكون أداء اللحام بالليزر أفضل بشكل عام عندما يتم تركيب الأجزاء بشكل وثيق، ويتم الحفاظ على فجوات الوصلات عند الحد الأدنى.
متى يمكن للحام بالليزر معالجة الفجوات؟
لا يُصمّم اللحام بالليزر القياسي للفجوات الكبيرة، ولكن يمكن للعملية الصحيحة أن تُحدث فرقًا كبيرًا. في العديد من التطبيقات، يستخدم المصنّعون تقنيات لحام إضافية لزيادة هامش الخطأ المسموح به في الفجوات والحفاظ على جودة اللحام.
| الأسلوب | كيف تعمل هذه التقنية؟ |
| إضافة سلك الحشو | يؤدي إدخال سلك الحشو في حوض اللحام إلى إضافة مواد إضافية، مما يسهل سد الفجوات وتشكيل لحام كامل. |
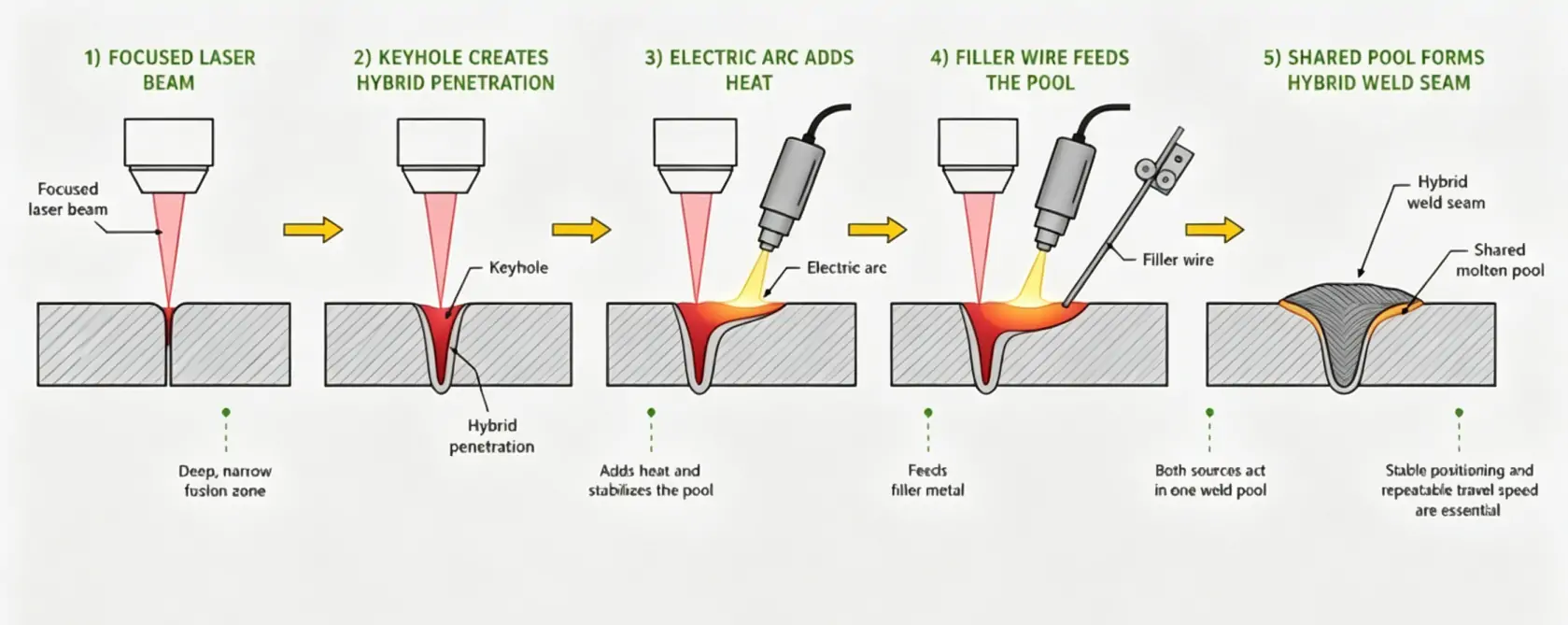
| اللحام الهجين باستخدام الليزر والقوس | يوفر الليزر اختراقًا عميقًا، بينما يوفر القوس حرارة إضافية ومعدن حشو، مما يسمح للحام بتحمل فجوات أكبر. |
| لحام اهتزاز الشعاع | يتحرك شعاع الليزر بنمط متحكم فيه لإنشاء حوض لحام أوسع، مما يساعد المعدن المنصهر على تغطية الفجوات بشكل أكثر فعالية. |
| تحسين العمليات والتحسين المشترك | يمكن أن يساعد التحضير السليم للوصلات وضبط الطاقة والسرعة والتركيز في معالجة فجوات التجميع الصغيرة باستخدام اللحام بالليزر. |
تُحقق عملية اللحام بالليزر أفضل النتائج عندما تتلاءم قطع العمل بإحكام. وباستخدام سلك الحشو، واللحام الهجين، وتذبذب الشعاع، وضبط المعلمات المناسبة، يُمكنها استيعاب نطاق أوسع من فجوات الوصلات وإنتاج لحامات أكثر موثوقية. (اقرأ: هل يحتاج اللحام بالليزر إلى معدن حشو؟ يتعلم أكثر)
- نظرة عامة على لحام الليزر لسد الفجوات
- لماذا صُممت عملية اللحام بالليزر للوصلات ذات التفاوتات المنخفضة؟
- متى يمكن للحام بالليزر معالجة الفجوات الصغيرة بنجاح؟
ما مقدار الفجوة التي يمكن أن تعالجها عملية اللحام بالليزر؟
تعتمد الفجوة التي يمكن للحام بالليزر معالجتها على عملية اللحام والمادة وتصميم الوصلة. بشكل عام، يتطلب اللحام بالليزر القياسي فجوات صغيرة جدًا، بينما يمكن لسلك الحشو وتذبذب الشعاع واللحام الهجين زيادة هامش التفاوت بشكل ملحوظ.
اللحام بالليزر القياسي (<0.1 مم)
تتطلب عملية اللحام بالليزر القياسية تركيبًا محكمًا للوصلات، وهي الأنسب للفجوات الصغيرة.
العوامل: محاذاة الوصلات، وتركيز الشعاع، وسماكة المادة.
التطبيقات: الصفائح المعدنية الدقيقة، والإلكترونيات، والبطاريات، ومكونات السيارات.
اللحام بالليزر باستخدام سلك الحشو (حتى 0.5 مم أو أكثر)
يُضيف سلك الحشو معدن لحام إضافي، مما يُسهّل سد الفجوات الكبيرة.ماكينة اللحام بالليزر كيمبسون 4000 واط (يمكن لحام مواد يصل سمكها إلى 12 مم وعرضها إلى 8 مم.)
العوامل المؤثرة: سرعة تغذية السلك، وقوة الليزر، وقطر السلك.
التطبيقات: لحام الألومنيوم، وتصنيع السيارات، وتشكيل المعادن.
اللحام بالليزر المتذبذب (حتى 25% من سمك المادة)
يؤدي تذبذب الشعاع إلى إنشاء حوض لحام أوسع وتحسين تحمل الفجوة.
العوامل: عرض التذبذب، وسرعة اللحام، وسمك المادة.
التطبيقات: سبائك الألومنيوم، وأجزاء الفولاذ المقاوم للصدأ، والتصنيع العام.
اللحام الهجين بالليزر والقوس الكهربائي (حتى 15% من سمك المادة)
يؤدي الجمع بين الليزر وعملية القوس الكهربائي إلى تحسين التعامل مع الفجوة واستقرار اللحام.
العوامل: إعدادات القوس، كمية المعدن المستخدم في اللحام، تصميم الوصلة.
التطبيقات: بناء السفن، والمعدات الثقيلة، وأوعية الضغط، ولحام الصفائح السميكة.
بشكل عام، كلما صغرت الفجوة، كان من الأسهل الحصول على لحام عالي الجودة. أما بالنسبة للفجوات الأكبر، فغالباً ما يتطلب الأمر استخدام سلك حشو أو عمليات لحام ليزرية متقدمة.
ماذا يحدث إذا كانت هناك فجوة في اللحام بالليزر؟
عند وجود فجوات في اللحام بالليزر، فإنها تؤثر بشكل مباشر على استقرار العملية وجودة اللحام. وكلما كانت الفجوة أكبر أو غير منتظمة، زادت صعوبة الحفاظ على لحام مستقر ومتسق.
1. عدم الاستقرار والعيوب
يمكن أن تؤدي تغييرات الفجوة إلى اضطراب حوض اللحام وتؤدي إلى عيوب مثل التآكل السفلي، أو عدم اكتمال الاندماج، أو شكل اللحام غير المتساوي.
2. شكل اللحام الرديء
يؤدي التدفق المعدني غير المستقر إلى اختراق غير متناسق ومشاكل في جودة السطح، بما في ذلك الانصهار الضحل والخرز غير المنتظم.
3. الحاجة إلى التعويض
ولإدارة الفجوات، غالباً ما تكون هناك حاجة إلى أساليب مثل سلك الحشو، وتعديل المعلمات، وتتبع اللحام.
4. تغيرات سلوك الطاقة
يمكن أن تؤثر المواد المختلفة وظروف اللحام على امتصاص الطاقة، مما يقلل من الاستقرار في المعادن العاكسة مثل الألومنيوم.
يمكن أن تؤدي الفجوات إلى تقليل استقرار اللحام بالليزر وزيادة خطر حدوث العيوب، لذلك عادة ما تكون هناك حاجة إلى التحكم في العملية أو طرق الحشو لضمان الجودة.
هل يمكن أن يعمل اللحام بالليزر بدون سلك حشو؟
نعم، يمكن إجراء اللحام بالليزر بدون سلك حشو. يُعرف هذا باللحام الذاتي. في هذه العملية، يتشكل اللحام فقط عن طريق صهر وتصلب المواد الأساسية.
فيما يلي مقارنة بين اللحام باستخدام سلك الحشو وبدونه:
| العناصر | بدون سلك حشو (لحام ذاتي) | مع سلك حشو |
| مبدأ العملية | يقوم الليزر بصهر المادة الأساسية لتشكيل الوصلة | تتم إضافة سلك الحشو أثناء صهر المادة الأساسية. |
| تركيبة اللحام | نفس المادة الأساسية | يمكن تعديل خصائص المادة الأساسية المدمجة وسلك الحشو. |
| متطلبات الفجوة المشتركة | يتطلب الأمر ملاءمة دقيقة للغاية (عادةً ≤0.2 مم) | أكثر تحملاً، ويمكنه سد فجوات أكبر (حوالي 0.6 مم أو أكثر). |
| المزايا الرئيسية | عملية بسيطة، سرعة عالية، مدخلات حرارية منخفضة، تشويه منخفض | يمكنه سد الفجوات، وتحسين خصائص اللحام، وزيادة القدرة على التكيف |
| التحديات الرئيسية | يلزم تركيب دقيق للغاية (عادةً ≤0.2 مم) | يتطلب النظام الأكثر تعقيدًا تغذية دقيقة للأسلاك وتحكمًا دقيقًا في المعلمات |
متى يكون اللحام الذاتي هو الأنسب؟
- المكونات الدقيقة مثل الإلكترونيات والأجهزة الطبية
- هياكل صفائحية رقيقة (عادةً أقل من 1 مم)
- وصلات محكمة التركيب تكاد تخلو من أي فجوة، مثل وصلات التراكب أو اللحامات المانعة للتسرب.
- إنتاج بكميات كبيرة حيث تُعتبر السرعة والتكلفة من الأولويات
عند الحاجة إلى سلك الحشو
- أجزاء بها فجوات في التجميع لا يمكن تجنبها
- لحام المواد غير المتشابهة لتشكيل طبقة انتقالية
- التطبيقات التي تتطلب قوة لحام أعلى أو مقاومة للتشقق
- لحام الألواح السميكة أو اللحام متعدد الطبقات
- المواد الحساسة للتشقق مثل بعض سبائك الألومنيوم
يُعدّ اختيار استخدام سلك الحشو مسألة توازن بين البساطة والدقة من جهة، والمرونة والتفاوت المسموح به من جهة أخرى. تُعطي عملية اللحام الذاتي أفضل النتائج عندما تكون الأجزاء متطابقة تمامًا والمواد متجانسة. أما عند وجود فجوات أو عند ارتفاع متطلبات الأداء، فعادةً ما يكون استخدام سلك الحشو ضروريًا.
عندما لا تستطيع اللحام بالليزر سد الفجوات
تُحقق عملية اللحام بالليزر أفضل النتائج عندما تكون الأجزاء متقاربة للغاية. بمجرد أن تصبح الفجوة كبيرة جدًا أو غير متساوية، تنخفض جودة اللحام بسرعة، وتزداد احتمالية ظهور العيوب.
حدود ملء الفراغات
تتميز عملية اللحام بالليزر بوجود حوض لحام صغير ومركز. عندما تتجاوز الفجوة نطاق هذا الحوض، لا يستطيع المعدن المنصهر تغطية الوصلة بالكامل، مما يؤدي إلى لحامات ضعيفة أو غير مكتملة.
تركيب رديء
إذا كانت الأجزاء غير متطابقة أو الحواف غير متساوية، يصبح اللحام غير مستقر. وهذا غالباً ما يتسبب في شكل غير منتظم للخرزة أو ضعف في الاندماج.
تفاوتات كبيرة في التجميع
عندما يتغير حجم الفجوة من قطعة إلى أخرى، يصبح من الصعب الحفاظ على نتائج متسقة. تتطلب عملية اللحام بالليزر ظروف وصل مستقرة وقابلة للتكرار.
لماذا يتم استخدام MIG/TIG بدلاً من ذلك
تستخدم لحامات MIG وTIG حوض لحام أكبر ومعدن حشو مستمر. وهذا يُسهّل سد الفجوات الكبيرة، لذا غالباً ما يتم اختيارها عندما لا يكون التجميع دقيقاً.
لا يُعدّ اللحام بالليزر مناسبًا للفجوات الكبيرة أو غير المتناسقة، لذا عندما يكون التوافق ضعيفًا، تُفضّل عادةً عمليات مثل اللحام بالقوس المعدني المحمي بالغاز (MIG) أو اللحام بالقوس التنغستني المحمي بالغاز (TIG) لتحسين سدّ الفجوات وزيادة الثبات. لمزيد من التفاصيل، انظر: اللحام بالليزر المحمول مقابل لحام MIG: أيهما أفضل؟
كيفية تحسين دقة قياس الفجوات في اللحام بالليزر
يُعدّ تحسين دقة قياس الفجوات في اللحام بالليزر عاملاً أساسياً لتوسيع نطاق استخدامه الصناعي. يتميز اللحام بالليزر بصغر حجم البقعة وحوض اللحام المنصهر، مما يجعله حساساً للفجوات في الوصلات. ومع ذلك، يمكن تحسين قدرته على التعامل مع الفجوات بشكل كبير من خلال تحسين العملية وتطوير أساليب داعمة.
1. تحسين تصميم الوصلات وجودة التجميع
هذه هي الخطوة الأساسية. تحسين دقة التصنيع والتجميع يساعد على تقليل الفجوات من المصدر.
- تشكيل الحواف: استخدم آلات الطحن أو القطع الدقيق للحصول على حواف لحام أكثر نعومة وتقليل الفجوات غير المنتظمة
- المحاذاة المسبقة: تأكد من محاذاة الأجزاء بشكل صحيح قبل اللحام لتجنب فجوات عدم المحاذاة الإضافية
2. استخدم مواد الحشو أو اللحام الهجين
هذه إحدى أكثر الطرق المباشرة لتحسين تحمل الفجوات عن طريق إضافة مواد إضافية لملء الفراغ.
- لحام الليزر بتغذية السلك/المسحوق: أضف سلك حشو أو مسحوق معدني أثناء اللحام لزيادة قدرة الحشو وتقليل الحساسية لدقة التجميع
- اللحام الهجين بالليزر والقوس الكهربائي: يوفر القوس الكهربائي معدن الحشو، بينما يضمن الليزر اختراقًا عميقًا وسرعة عالية. وهذا يجعله أفضل للفجوات الكبيرة، خاصة في الصفائح السميكة والأجزاء الهيكلية.
3. ضبط معايير عملية اللحام
يمكن أن يساعد تغيير ظروف اللحام في تغطية الفجوات بسهولة أكبر.
- اللحام بالليزر ثنائي النقاط: يوسع منطقة التسخين ويساعد على استقرار حوض اللحام المنصهر
- تعديل عدم وضوح الصورة: يعمل على تكبير بقعة الليزر قليلاً للمساعدة في سد الفجوات الصغيرة.
- اللحام بالليزر النبضي: يعمل بشكل جيد مع الصفائح الرقيقة وأخطاء التركيب الصغيرة، بتكلفة أقل
4. استخدام أنظمة المراقبة والتحكم
تساعد التغذية الراجعة في الوقت الفعلي على تصحيح انحرافات اللحام أثناء العملية.
- نظام تتبع اللحام: يكشف عن موضع اللحام وتغيرات الفجوة ويضبط مسار اللحام أو المعايير
5. استخدم أدوات التثبيت والأدوات المساعدة
تساعد الأدوات الخارجية في تقليل الفجوات أو التحكم بها أثناء اللحام.
- تجهيزات دقيقة: تحافظ على استقرار الأجزاء ومحاذاتها بشكل جيد لتقليل أخطاء التجميع
- أنظمة الدعم الكهرومغناطيسية: تدعم حوض اللحام المنصهر في لحام الصفائح السميكة وتساعد على منع الانهيار
يتطلب تحسين دقة الفجوات في اللحام بالليزر استخدام مجموعة من الأساليب. تُضبط الفجوات الصغيرة بشكل أساسي من خلال عمليات التشغيل والتجميع. أما الفجوات الأكبر فتعتمد على مواد الحشو، أو اللحام الهجين، أو تعديلات العملية. ومع المراقبة والتثبيت المناسبين، يمكن توسيع نطاق استخدام اللحام بالليزر.
اللحام بالليزر مقابل اللحام التقليدي في معالجة الفجوات
تختلف اللحام بالليزر واللحام التقليدي اختلافًا كبيرًا في قدرتهما على معالجة الفجوات. (انظر المقال المرجعي:) اللحام بالليزر مقابل اللحام التقليدي: الاختلافات، والمزايا، والتكاليف، والتطبيقات ويرجع ذلك أساساً إلى الاختلافات في تركيز مصدر الحرارة وطريقة ترسيب المواد.
| الميزات | اللحام بالليزر | اللحام التقليدي (TIG/MIG) | اللحام بالليزر الهجين |
| القدرة على التعامل مع الفجوات | يتطلب الوضع المنخفض تركيبًا دقيقًا للغاية | عالية، يمكنها سد الفجوات الأكبر باستخدام معدن الحشو | عالية، تجمع بين دقة الليزر وقدرة التعبئة بالقوس الكهربائي |
| مدخلات الحرارة والتشوه | زيادة مدخلات الحرارة، واتساع المنطقة المتأثرة بالحرارة، وزيادة التشوه الملحوظ. | منخفض، ويتطلب تركيبًا دقيقًا للغاية | مدخل حراري متوسط، تحكم أفضل في التشوه |
| سرعة اللحام | سريع جدا | بطيء نسبيًا | أسرع وأكثر كفاءة من اللحام القوسي التقليدي |
| تطبيق | مدخلات حرارية منخفضة، منطقة متأثرة بالحرارة ضيقة، تشوه منخفض | ألواح متوسطة إلى سميكة، وأجزاء هيكلية ذات تنوع في التركيب، مثل آلات بناء السفن والآلات الهندسية | الألواح السميكة، والهياكل ذات الفجوات الكبيرة، والإنشاءات الميدانية، مثل الهياكل الفولاذية الثقيلة |
يعتمد اختيار عملية اللحام بشكل أساسي على ظروف الفجوة. يُعدّ اللحام بالليزر مناسبًا للتطبيقات عالية الدقة ذات الفجوات الصغيرة، بينما يُناسب اللحام التقليدي الفجوات الكبيرة والظروف المعقدة. أما اللحام الهجين بالليزر، فيُحقق توازنًا بين الكفاءة وقابلية التكيف مع الفجوات.
التطبيقات الصناعية وحالات الاستخدام الواقعية
تُستخدم اللحام بالليزر في العديد من الصناعات التي تتطلب دقة عالية، ولحامات نظيفة، ومعالجة سريعة. وهي مناسبة بشكل خاص للفجوات الصغيرة وظروف التجميع المُحكمة.
تصنيع الصفائح المعدنية واللحام الدقيق:
تُستخدم في الخزائن الكهربائية، والعلب المعدنية، وصناديق التحكم، والأقواس الدقيقة، وما إلى ذلك.
هياكل اللحام بالليزر للسيارات:
تُستخدم في ألواح هيكل السيارة، وأغطية البطاريات، وإطارات المقاعد، وهياكل الأبواب، وما إلى ذلك.
إصلاح القوالب والمكونات الدقيقة:
تُستخدم في قوالب الحقن، وأسطح القوالب، وأدوات القطع الدقيقة، والأجزاء الميكانيكية الصغيرة، وما إلى ذلك.
لحام الفولاذ المقاوم للصدأ والمواد الرقيقة:
تُستخدم لأنابيب الفولاذ المقاوم للصدأ، ومعدات المطابخ، وأغلفة الأجهزة الطبية، والألواح الرقيقة المصنوعة من الفولاذ المقاوم للصدأ، وما إلى ذلك.
تُستخدم اللحام بالليزر على نطاق واسع في مجالات التصنيع الدقيق مثل تشكيل الصفائح المعدنية، وقطع غيار السيارات، وإصلاح القوالب، ومعالجة الفولاذ المقاوم للصدأ. وهي الأكثر فعالية في التطبيقات التي تتطلب دقة عالية، ولحامات نظيفة، وتحكمًا دقيقًا في عملية التجميع.
خاتمة
تُحقق عملية اللحام بالليزر أفضل النتائج عندما تكون الأجزاء متقاربة جدًا. يمكن أحيانًا معالجة الفجوات الصغيرة، لكن الفجوات الأكبر أو غير المتساوية ستؤثر على جودة اللحام واستقراره. في كثير من الحالات، يلزم إضافة سلك حشو أو استخدام اللحام الهجين لزيادة موثوقية العملية.
كيمبسون يركز على معدات اللحام بالليزر وحلول اللحام الصناعية للتصنيع الدقيق ومعالجة المعادن. للحصول على دعم المشاريع أو حلول اللحام المخصصة، تواصل معنا لإيجاد النظام المناسب لتطبيقك.

الأسئلة الشائعة
ما هي أقصى فجوة يمكن أن يملأها اللحام بالليزر؟
يعتمد ذلك على العملية. عادةً ما تتطلب عملية اللحام بالليزر القياسية فجوات أقل من 0.1 مم، بينما يمكن أن تتعامل عملية اللحام بسلك الحشو أو اللحام الهجين مع فجوات تبلغ حوالي 0.5 مم أو أكثر.
هل يمكن للحام بالليزر الليفي أن يعالج الوصلات غير المستوية؟
يمكن التعامل مع عدم التساوي الطفيف، ولكن الفجوات الكبيرة أو غير المتناسقة ستؤثر على استقرار اللحام وقد تسبب عيوبًا.
هل أحتاج دائمًا إلى سلك حشو للحام بالليزر؟
لا. بالنسبة للوصلات المحكمة، يمكن إجراء اللحام بالليزر دون استخدام سلك حشو. ويُلجأ إليه بشكل أساسي عند وجود فجوات أو عند الحاجة إلى قوة وصلة أعلى.
ماذا يحدث إذا كانت الفجوة كبيرة جدًا؟
قد يصبح اللحام غير مستقر، مما يؤدي إلى ضعف الانصهار أو الاحتراق أو الوصلات غير المكتملة.
هل اللحام بالليزر أفضل من اللحام بتقنية TIG للفجوات الصغيرة؟
نعم، بالنسبة للحام الدقيق والفجوات الصغيرة، فإن اللحام بالليزر أسرع وينتج تشوهًا حراريًا أقل من اللحام بتقنية TIG.
كيفية تقليل فجوات اللحام قبل اللحام بالليزر؟
تحسين دقة التشغيل الآلي، واستخدام التجهيزات المناسبة، والتأكد من محاذاة الأجزاء بشكل جيد قبل اللحام.
هل يمكن للحام بالليزر إصلاح الأجزاء المصنعة بشكل سيئ؟
إلى حد محدود فقط. يمكن تصحيح العيوب الصغيرة، لكن الفجوات الكبيرة أو سوء التركيب عادةً ما يتطلبان طرق لحام أخرى.
ما هي المواد الأكثر حساسية لفجوات اللحام؟
الألومنيوم والمعادن العاكسة للغاية أكثر حساسية، لأنها تتطلب تحكمًا أدق في مدخلات الحرارة وتركيب الوصلات.







