
Laser welding is a highly efficient welding process that uses a high-energy laser beam to melt materials and achieve precise joints. While advanced laser welding equipment is typically used, welding defects can still occur due to improper parameter settings, material contamination, or process instability, leading to material waste, increased rework, and reduced production efficiency.
This article will systematically analyze the five most common laser welding defects and provide clear, actionable solutions to help users quickly identify root causes, optimize process parameters, and improve welding quality and production efficiency.
What Are Laser Welding Defects?
Laser welding defects are issues that arise during the welding process due to mismatches in process parameters, material conditions, and other factors, leading to poor weld bead formation or reduced weld performance. These defects can affect weld strength, sealing performance, and surface quality, and represent critical quality risks that require strict control in industrial production.
In actual production, common laser welding defects include porosity, cracking, lack of fusion, undercut, and spatter. Each defect corresponds to specific process causes, such as unstable power, focal shift, or insufficient shielding gas, and can be quickly resolved by optimizing the process.


5 Common Laser Welding Defects (Causes & Solutions)
Porosity
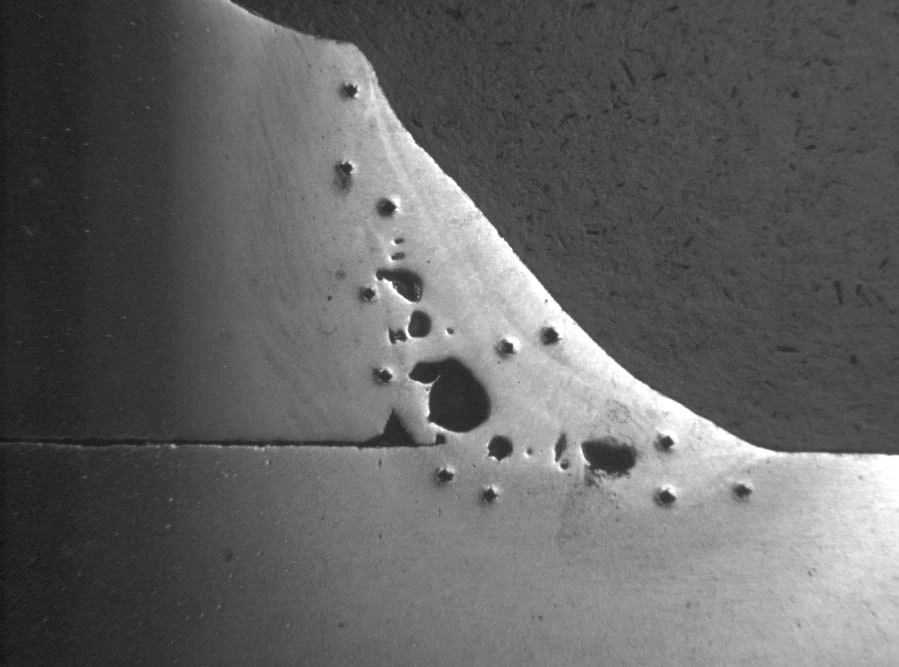
Porosity is the most common welding defect in laser welding. It primarily refers to microscopic holes that form inside or on the surface of the weld due to gases in the molten pool failing to escape in a timely manner during the welding process. These holes reduce the strength, leak tightness, and fatigue life of the welded joint.
The formation of porosity is typically related to the following key factors:
Inadequate shielding gas control: Improper selection of gas type or unstable flow rates can allow oxygen, nitrogen, and other gases from the air to mix into the molten pool, forming bubbles
Influence of Material Condition and Properties: Certain metals (such as aluminum alloys) are sensitive to gases, and the presence of oxide layers or impurities on the material surface can affect the stability of the molten pool.
Inadequate Pre-welding Preparation: Oil, moisture, or residues vaporize at high temperatures; if the gases cannot escape smoothly, they become trapped inside the weld.
The key to resolving porosity issues lies in establishing a stable, controllable welding environment. First, ensure the material is thoroughly cleaned before welding to remove oil, oxide layers, and moisture. Next, select a shielding gas suitable for the material and maintain a stable flow rate (e.g., 15–25 L/min) to prevent turbulent gas flow or insufficient coverage. Additionally, by appropriately adjusting the laser power and welding speed, ensure the molten pool maintains good fluidity to facilitate gas escape.
Cracking
Cracking refers to the formation of cracks in a weld or heat-affected zone during the welding or cooling process. It significantly reduces structural strength and is prone to propagation under load or fatigue conditions. It is commonly observed in the welding of aluminum alloys and high-carbon steels.
Cracking is typically caused by the following factors:
Excessive thermal stress: Improper welding energy input can cause localized overheating or stress concentration, leading to uneven material contraction and increasing the likelihood of cracking. Continuous-wave fiber lasers help control the heating and cooling processes, thereby preventing the formation of cracks.
Material properties: High-carbon steel and certain alloys are inherently sensitive to heat cracking and are prone to cracking during welding.
Crack control primarily relies on the regulation of heat input and the cooling process. Properly preheating the material or reducing the cooling rate can minimize stress concentration. Adjusting process parameters for different materials, appropriately matching laser power with welding speed, avoiding excessive energy input, and improving weld stability are key.
In actual production, following standardized methods to troubleshoot laser welders can reduce defects such as cracking and enhance welding reliability.
Undercut
Undercut is a common defect in laser welding, characterized by a groove or localized thinning at the edge of the weld. This defect reduces the effective cross-sectional area, leading to stress concentrations at load-bearing points and compromising the strength and fatigue performance of the welded structure.
Undercut is typically related to process parameters and shape control:
Excessively high welding speed: The molten pool cannot flow back to fill the edges in time, resulting in edge indentations.
High power or energy input: The metal at the weld edges is excessively melted or eroded, forming an “undercut.”
Insufficient filling and stability: Mismatched wire feed or fluctuations in the molten pool affect the continuity of the weld bead profile
To mitigate undercut, the molten pool must be kept stable and have sufficient filling capacity. Appropriately reducing the welding speed allows time for metal reflow, while proper process parameter settings help prevent edge burn-through. Additionally, introducing wire feed promptly when needed and maintaining stability improves the weld transition, resulting in a smoother and more continuous weld edge.
Lack of Fusion
Lack of fusion refers to a situation during laser welding where no effective metallurgical bond is formed between the weld metal and the base material, or where multiple weld passes do not fully fuse together. While the surface appearance may be normal, there are actually unfused areas within the weld. This weakens the overall strength of the joint, making it prone to delamination or even fracture under load, vibration, or fatigue conditions.
When laser power is too low, the material cannot be fully melted; similarly, a misaligned focal point prevents energy from being concentrated in the effective fusion zone, hindering the proper expansion of the molten pool. Additionally, excessive welding speed shortens the heat-affected time, preventing the molten pool from adequately wetting and bonding with the base metal. Furthermore, assembly gaps or uneven surface conditions on the workpiece can further reduce fusion effectiveness, leading to localized poor bonding.
During actual debugging, many users mistakenly attribute a lack of fusion to insufficient power, but the problem often lies in focal position deviation.
Adjusting the focal position can enhance effective penetration depth. Concurrently, increasing the laser power and reducing the welding speed allows the molten pool sufficient time to complete the spreading and wetting processes. For cases with poor assembly conditions, more precise alignment or the introduction of appropriate wire feeding is necessary to ensure a more continuous weld bead and minimize the occurrence of unfused areas.
Spatter
Spatter refers to the phenomenon in laser welding where molten metal is ejected at high speed from the weld zone, forming fine metal particles on or around the workpiece surface. While this does not necessarily directly affect the internal strength of the weld, it compromises surface quality and increases cleaning and post-processing costs.
The occurrence of spatter is typically related to bath stability and energy control:
Excessive power or energy input: Rapid local temperature increases cause violent vaporization of the metal, making jet-like spatter more likely.
Melt pool instability (keyhole oscillation): Increased oscillation of the melt pool during welding may cause metal to be forced out of the weld zone, forming particles.
Shielding gas disturbance: Uneven or improperly directed gas flow can disrupt melt pool stability, increase surface turbulence, and exacerbate spatter.
Reducing spatter primarily involves maintaining a stable and controlled molten pool. Appropriately reducing the energy density prevents excessive boiling of the molten pool and minimizes metal ejection. Simultaneously, optimizing welding parameters helps stabilize the “keyhole.” Regarding gas shielding, ensuring uniform gas flow coverage over the weld area reduces the impact of external disturbances on the molten pool and improves the surface quality of the weld.
By appropriately adjusting the process to troubleshoot the laser welder, fiber laser welding defects can be effectively controlled, thereby improving the appearance quality of the finished product.
Laser Welding Defects Comparison Table
During fiber laser welding, different types of welding defects often correspond to distinct formation mechanisms and process-sensitive points. By comparing their locations, causes, and effects on weld performance, one can quickly identify the source of the problem, thereby improving the efficiency of troubleshooting during laser welding.
| Defect Type | Location | Main Cause | Impact on Welding Performance | Sensitive Materials | Process Sensitivity |
|---|---|---|---|---|---|
| Porosity | Around the weld surface | Gas trapped in molten pool | Reduces strength, sealing, and fatigue life | Stainless steel, aluminum alloys | Shielding gas and surface condition |
| Cracking | Weld metal / heat-affected zone | Thermal stress during cooling | Structural failure risk, crack propagation | High-carbon steel, aluminum alloys | Cooling rate and material composition |
| Undercut | Weld toe (edge of weld) | Excessive energy or insufficient edge filling | Section thinning, stress concentration at edges | Thin sheets, high-speed welds | Welding speed and power matching |
| Lack of Fusion | Weld-to-base metal interface | Insufficient energy input or penetration | Poor bonding, reduced load capacity | Thick plates, multi-pass welding | Power, focus position, and speed |
| Spatter | Around weld surface | Unstable molten pool or keyhole fluctuation | Surface contamination, higher cleaning cost | Various metals | Inside weld/surface pores |
How to Identify Each Laser Welding Defect
During the actual welding process, different laser welding defects may appear similar in appearance, but their underlying causes and corrective measures are entirely different. If a defect is misidentified, subsequent laser welding troubleshooting efforts may result in incorrect adjustments, leading to recurring or even worsening problems. Therefore, it is essential to accurately identify the type of defect.
Porosity: This manifests as pinpoint or honeycomb-like voids within the weld, which are typically difficult to detect directly on the surface and require cutting or non-destructive testing for confirmation. It is essentially caused by gases in the molten pool failing to escape on time, and is often associated with unstable shielding gas or surface contamination of the material. It is a typical internal laser welding defect.
Cracking: Typically appears as linear cracks in the weld or heat-affected zone and may extend along the direction of stress. It is sometimes accompanied by slight discoloration or microstructural layering. This defect is often related to uneven thermal stress release or the material’s susceptibility to thermal cracking and is more common in high-carbon steel and aluminum alloys.
Undercut: Manifests as continuous indentations or localized “thinning” at the weld edges, with abnormalities at the weld toe visible to the naked eye. It is characterized by incomplete weld bead formation, typically caused by excessive heat input or excessive welding speed, which prevents the edge metal from being filled in time.
Lack of Fusion: While the surface may appear normal, there are areas internally where the weld metal has not fully fused with the base metal; this typically requires cross-sectional inspection to confirm. This defect commonly occurs under conditions of insufficient energy, focal shift, or when welding thick plates, and is considered a laser welding defect with a high structural risk.
Spatter: Characterized by fine metal particles adhering to the area surrounding the weld, this is an externally visible defect that can usually be identified without testing. Its formation is associated with an unstable molten pool or localized energy fluctuations, which may be caused by improper parameter settings.
By comparing the characteristics described above, one can more quickly distinguish between different types of laser welding defects. This helps avoid misdiagnosis during defect troubleshooting, thereby improving the efficiency of process adjustments and enhancing welding stability.
How to Troubleshoot a Laser Welder
In actual production, laser welding defects are rarely caused by a single factor; rather, they result from the combined effects of equipment condition, process parameters, and material properties. Therefore, when troubleshooting a laser welder, it is necessary to conduct a systematic, step-by-step investigation.
Check Laser Parameters
Laser power, welding speed, and focal position directly determine the energy input profile and are the primary factors affecting weld quality. Insufficient power can lead to a lack of fusion, while excessive power may cause spatter or undercut. These parameters must be adjusted to match the material thickness and process requirements.
Observe Melt Pool Behavior
A stable melt pool is crucial for preventing most laser welding defects. If the melt pool fluctuates significantly or the “keyhole” is unstable, this typically indicates uneven energy distribution or improper parameter settings, requiring simultaneous adjustment of power and speed.
Check Material and Surface Condition
Oil, oxide layers, or moisture on the material surface directly affect melt pool stability and increase the risk of porosity or lack of fusion. Additionally, different materials have varying sensitivities to heat input, so appropriate measures must be taken to mitigate these effects.
Evaluate the Shielding Gas System
The type, flow rate, and coverage stability of the shielding gas affect the effectiveness of isolating the molten pool from the surrounding air. Unstable gas flow or insufficient coverage can easily lead to issues such as porosity and spatter. Therefore, it is necessary to improve the quality of the shielding gas by using high-purity gas and maintaining a continuous and uniform flow.
Checking Equipment Operational Status
The stability of laser output, the cleanliness of the optical path, and the operational condition of the wire feeding system all affect the final weld quality. When fiber laser welding equipment malfunctions or exhibits significant fluctuations, intermittent shutdowns and other issues may occur even with properly set parameters.


Therefore, it is necessary to select high-performance handheld laser welding machines or automated laser welding machines and perform regular inspections and maintenance on the laser equipment to improve process stability. If you’d like to learn more about how to inspect and maintain a laser welder, check out this article: Fiber Laser Welder Maintenance: Maximizing Your Machine Life.
Real Case Study
A client specializing in stainless steel manufacturing encountered severe porosity issues during the welding process. After introducing Kempson’s 2000W air-cooled laser welding machine, the company optimized the shielding gas, adjusted welding parameters, and utilized this high-performance laser system with built-in self-generating shielding gas. As a result, porosity was reduced by more than 80%, significantly improving weld quality.
FAQS
1. How do I know if my laser welding parameters are correct?
This can be determined by observing the stability of the molten pool and the shape of the weld bead. If the weld bead is continuous and shows no obvious spatter or undercut, this typically indicates that the parameters are well-matched. If laser welding defects occur frequently, you will need to readjust the power, speed, and focal position.
2. What is the fastest way to troubleshoot laser welder issues?
Troubleshoot in the order of parameters, materials, gas, and equipment. Most laser welding issues stem from mismatched power or speed, followed by material contamination or equipment condition.
3. Why do laser welding defects occur even with new machines?
Even with new equipment, laser welding defects can still occur if parameter settings are unreasonable, the material surface is not clean, or the shielding gas is unstable. Equipment performance is the foundation, but process optimization is the key.
4. How can porosity in laser welding be effectively reduced?
The key is to control the condition of the gas and the material. Improving the purity and stability of the shielding gas, while ensuring proper pre-weld cleaning, can enhance the effectiveness of porosity reduction.
5. Which materials are more prone to laser welding cracks?
Aluminum alloys and high-carbon steel are more susceptible to cracking, which is related to the materials’ thermal expansion properties and cooling contraction stresses.
6. Can automation reduce fiber laser welding defects?
Yes. Automated laser welding machines can improve parameter stability and repeatability, thereby reducing fiber laser welding defects, with particularly noticeable results in mass production.
7. Does the type of shielding gas affect laser welding quality?
Yes. Different materials require different gas types (such as argon, nitrogen, etc.), and the choice of gas and flow rate directly affects the stability of the molten pool.
Conclusion
During the laser welding process, common defects such as porosity, cracks, and undercut may occur. It is essential to recognize and understand the causes of these defects and how to address them to improve welding quality and consistency.
If you need to further optimize your process or acquire professional laser welding equipment, please contact us immediately. Kempson will develop a customized solution tailored to your specific needs.







