
Can you laser weld aluminum? The answer is yes. In modern manufacturing, aluminum products are virtually ubiquitous, from architectural extrusions to precision industrial components. Aluminum has become one of the most important metallic materials due to its cost-effectiveness and practicality. However, welding aluminum poses significant challenges due to its high difficulty and stringent process requirements, often causing hesitation among users when selecting equipment.
Compared to traditional welding methods, laser welding machines offer higher speeds, lower heat input, and more stable weld quality when welding aluminum and aluminum alloys. They are widely used for aluminum plate welding and high-precision component processing. This article will delve into aluminum laser welding, thoroughly analyzing its welding principles, core advantages, actual welding results, application scenarios, and operational precautions to provide professional guidance for selecting the appropriate welding solution.
Principles of Laser Welding Aluminum Alloys
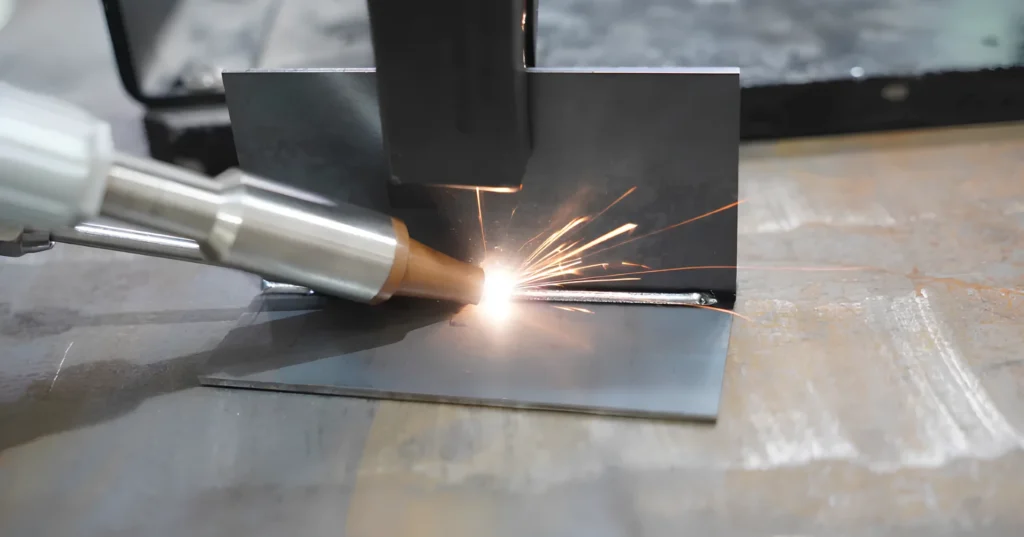
Laser welding of aluminum alloys is a highly mature and efficient welding technology widely adopted in modern manufacturing. During the welding process, a high-energy-density laser beam is precisely focused onto the aluminum alloy surface, delivering instantaneous, concentrated, and controllable thermal input. The laser energy is rapidly absorbed by the material and conducted inward, causing the localized area to reach melting temperature within an extremely short timeframe and forming a stable, concentrated molten pool.
As the laser beam moves continuously or in pulses, the molten pool solidifies upon cooling, forming a dense weld seam that achieves a reliable metallic bond. Due to the laser welding process’s minimal heat-affected zone and concentrated energy, it effectively mitigates thermal diffusion issues caused by aluminum’s high thermal conductivity. This makes it particularly suitable for welding aluminum plates, joining thin sheets, and welding precision components with high demands for accuracy and appearance.
Advantages of Laser Welding Aluminum
High Welding Speed and Efficiency: Concentrated energy significantly reduces welding time, boosting overall production efficiency.
Low Heat Input and Minimal Distortion: Narrow heat-affected zone effectively minimizes deformation and stress concentration caused by aluminum’s high thermal conductivity.
Superior Weld Quality and Aesthetic Finish: Dense, smooth welds with minimal spatter ensure consistent appearance.
Strong welding adaptability: Suitable for various aluminum alloys and aluminum plates of different thicknesses, meeting the welding demands of both precision components and structural parts.
Low post-processing requirements: Controllable weld bead height typically requires no or minimal grinding, reducing labor and rework costs.
High automation and intelligence: Easily integrated into automated production lines, ideal for manufacturing scenarios requiring scale and high stability.
Aluminum Laser Welding Parameters (Reference)
| Item | Parameter Range | Description |
| Applicable Materials | Aluminum, Aluminum Alloys (e.g. 5052, 6061, 6082) | Suitable for common industrial aluminum alloys |
| Welding Thickness Range | 0.5 – 10 mm (up to 12 mm with high-power systems) | Depends on laser power and welding process |
| Recommended Welding Modes | Continuous / Pulsed / Wobble Welding | Wobble welding is ideal for medium-thickness plates |
| Single-Pass Welding Thickness | 0.5 – 6 mm | Multi-pass welding or groove design recommended for thicker plates |
| Weld Bead Width | 1 – 3 mm (adjustable to 2 – 8 mm with wobble mode) | Narrow weld bead with good controllability |
| Weld Reinforcement Height | 0 – 1.5 mm | Smooth weld surface, minimal post-processing required |
| Penetration Depth | 1 – 8 mm (power-dependent) | Stable and consistent penetration |
| Heat-Affected Zone (HAZ) | Small | Effectively reduces thermal distortion |
| Welding Distortion | Very low | Suitable for high-precision components |
| Weld Appearance | Smooth, continuous, minimal spatter | Superior surface quality compared to conventional welding |
| Welding Efficiency | High | Significantly improved welding speed |
| Post-Processing Requirement | Low or none | Reduces grinding and rework costs |
Applications and Common Materials for Laser Welding of Aluminum
Construction and Building Materials Industry: Aluminum alloy doors and windows, curtain wall profiles, guardrails, decorative components. Common materials include 6063, 6061, 6060 aluminum alloys, etc.
Automotive and New Energy Vehicle Industry: Body structural components, battery trays, battery housings, aluminum alloy brackets. Common materials include 5052, 5083, 6061, 6082 aluminum alloys.
Machinery Manufacturing and Industrial Equipment: Equipment enclosures, frames, functional structural components, industrial aluminum profiles. Common materials include 6061, 6082, 7075 (for certain structural parts).
Electronics and Electrical Industry: Electronic device enclosures, heat sinks, power supply housings. Common materials include 3003, 5052 aluminum alloys.
Home Appliances and Consumer Goods: Air conditioner housings, kitchen appliance enclosures, aluminum brackets and frames. Common materials include 3003, 5052, and 6061 aluminum alloys.
Aerospace and Rail Transportation: Cabin structural components, internal frames, auxiliary load-bearing parts. Common materials include 2024, 6061, and 7075 aluminum alloys.
Energy Storage, Batteries, and New Energy Equipment: Energy storage enclosures, battery module structural components, and aluminum alloy housings. Common materials include 3003, 5052, and 6061 aluminum alloys.
Sheet Metal Fabrication and Custom Manufacturing: Aluminum plate splicing, non-standard part customization, prototyping and small-batch production. Common materials include 5052, 6061, and 5083 aluminum alloys.
Customer Case Overview
This customer had previously relied on conventional welding equipment to produce aluminum floors for refrigerated trucks. However, inconsistent weld widths and poor sealing performance resulted in inadequate thermal insulation, directly impacting the vehicle’s low-temperature capabilities.
To address these challenges, the Kempson team customized the KPS-LHW2000 water-cooled laser welding machine for aluminum. This equipment integrates an advanced automatic wire feeding system capable of switching between single-wire and dual-wire modes, ensuring smoother welding and higher production efficiency. Its full copper tube water-cooling system delivers 5.2 kW of cooling power.
This compact unit weighs only 83 kg, featuring a flexible design with a small footprint. Equipped with swivel casters and a 10-meter fiber optic cable, it adapts to multi-site environments. The solution incorporates a GW-class high-anti-reflection laser and Schneider Electric control system, delivering stable and reliable performance for long-term operation to meet customer transmission requirements.
Three Key Considerations for Laser Welding Aluminum
1. Thoroughly clean the aluminum surface before welding
Aluminum is a highly reactive non-ferrous metal prone to forming oxide films on its surface, which readily adsorb oil, moisture, and dust. If not thoroughly cleaned before welding, these contaminants can enter the molten pool, causing defects like inclusions and porosity that compromise weld strength and product quality. Therefore, degreasing, deoxidizing, or mechanical cleaning should be performed before laser welding aluminum to ensure a clean weld zone.
2. Effectively control porosity and weld deformation issues
During laser welding of aluminum, improper shielding or unreasonable parameter settings can easily cause porosity in the molten pool. This may lead to localized expansion or uneven formation of the weld, affecting product appearance and consistency. Experienced operators can control this through optimized parameters and welding techniques. For novices or less mature processes, greater emphasis should be placed on welding process validation and parameter debugging to reduce defect occurrence rates.
3. Properly Match Laser Power to Material Thickness
Aluminum materials of varying thicknesses and specifications exhibit distinct power requirements. Insufficient power may cause incomplete fusion or inadequate weld strength, while excessive power risks burn-through, spatter, or weld collapse. Therefore, select laser welding equipment with appropriate power and specifications based on aluminum thickness, welding configuration, and product dimensions to achieve stable and reliable weld results.
Laser welding has become a proven and reliable solution in the processing of aluminum and aluminum alloys. By understanding the working principles, core advantages, weld thickness and appearance, industry applications, and operational considerations of aluminum laser welding, you can select suitable laser welding equipment and parameters tailored to specific requirements. If you are considering aluminum laser welding or require solution selection support, please contact the Kempson team.
FAQS
Can you laser weld aluminum?
Yes, laser welding is a highly mature technology for aluminum. It offers higher speeds, lower heat input, and more stable weld quality compared to traditional methods.
What is the thickness range for laser welding aluminum?
The typical welding thickness range for aluminum is 0.5 – 10 mm, with high-power systems capable of reaching up to 12 mm.
Which aluminum alloys are suitable for laser welding?
Common industrial aluminum alloys such as 3003, 5052, 5083, 6061, 6063, 6082, and even some 7075 structural parts are suitable for laser welding.
What are the main advantages of laser welding aluminum?
The core advantages include high welding speed, minimal thermal distortion due to a narrow heat-affected zone, and superior aesthetic finish with minimal post-processing required.







