
Table of Contents
Introduction
Laser welding is an advanced metal joining process that uses a high-energy-density laser beam to locally heat materials, enabling fast and precise welding. In modern industrial manufacturing, laser welding has been widely adopted in industries such as sheet metal fabrication, automotive manufacturing, stainless steel products, electronic components, and mechanical equipment manufacturing.
Compared to traditional welding methods (such as TIG and MIG welding), laser welding offers higher welding speeds and superior weld quality while reducing thermal distortion and post-processing steps, thereby improving overall production efficiency. It is increasingly becoming the production solution of choice for many companies.
This article will comprehensively analyze laser welding advantages and disadvantages, explore its performance in various industrial applications, and compare its speed, precision, and ROI with TIG/MIG welding to help you make the best choice for your factory. Please continue reading.
What Is Laser Welding?
Laser welding is a non-contact metal joining technology that uses a high-energy laser beam to instantly heat the surface of the material, causing localized melting and creating a strong bond. As a high-precision industrial laser welding system, it enables the welding process to be completed with an extremely small heat-affected zone (HAZ), effectively reducing material deformation and improving weld quality.
Typically utilizing fiber laser technology, the system employs continuous or pulsed laser output to precisely focus energy on the weld zone, achieving efficient and stable welding results. Depending on the application, laser welding equipment can be categorized into handheld laser welding machines for metal and automatic laser welding machines, meeting diverse needs ranging from flexible processing to mass production.
The working principle of laser welding is primarily based on the photothermal effect, which rapidly melts the material to form a dense weld. It enables high-quality welding of various metallic materials, including stainless steel, carbon steel, and aluminum. Common applications include thin-sheet welding, precision component joining, structural part manufacturing, and automated production line welding. Consequently, it is widely used in the manufacturing sector, the automotive industry, the metalworking industry, and the high-end equipment manufacturing sector.

Advantages of Laser Welding
1. Non-Contact Welding Process
Laser welding joins materials using a high-energy laser beam without physical contact, thereby avoiding the mechanical stress issues associated with traditional welding. It also reduces tool wear and enhances welding stability.
2. High Precision for Precision Components
The laser beam offers a high degree of controllability, allowing for precise adjustment of power, spot size, and welding path. This makes it ideal for precision parts, thin sheet materials, and high-demand welding applications, resulting in uniform and aesthetically pleasing welds.
3. Small Heat-Affected Zone (HAZ) and Minimal Distortion
Laser welding concentrates energy, resulting in a weld width of approximately 0.2–1 mm and low heat input. This minimizes the heat-affected zone (HAZ), effectively preventing material distortion or performance degradation, making it suitable for the manufacturing of precision components and thin-gauge metals (0.5–3 mm).
4. High-Quality Welds
The welding process offers high stability, resulting in dense, high-strength welds with minimal defects such as porosity and cracks. It also ensures high consistency in mass production, thereby enhancing product quality.
5. High-Speed, Efficient Welding
Compared to traditional TIG or MIG welding, laser welding is significantly faster—up to 2–5 times faster—which can drastically shorten production cycles and boost production efficiency, making it ideal for industrial mass production.
Reduced Post-Processing Steps
Laser-welded seams are flat and smooth, allowing for one-step seam formation. This eliminates the need for secondary grinding or requires only minimal finishing, thereby lowering post-welding processing costs and improving overall production efficiency.
Simple Operation, Reduced Reliance on Labor
Portable or platform-based laser welding machines are easy to operate, with a short training period (1–3 days). They can be used by operators without highly skilled or experienced welders, alleviating labor shortages and rising labor costs for businesses.
Easy Integration with Automation and Smart Manufacturing
Laser welding equipment supports integration with robots, automated production lines, and CNC systems, enabling high-precision automated welding to increase production output and enhance smart manufacturing capabilities.
Wide Range of Applications
Laser welding used for stainless steel, carbon steel, aluminum, and certain alloys, and is widely applied in sheet metal fabrication, automotive manufacturing, electronics, and mechanical engineering.
Low Long-Term Operating Costs
Laser welding requires minimal consumables (such as welding rods and wires) and involves relatively simple equipment maintenance, helping to reduce long-term operating costs and overall production expenses.
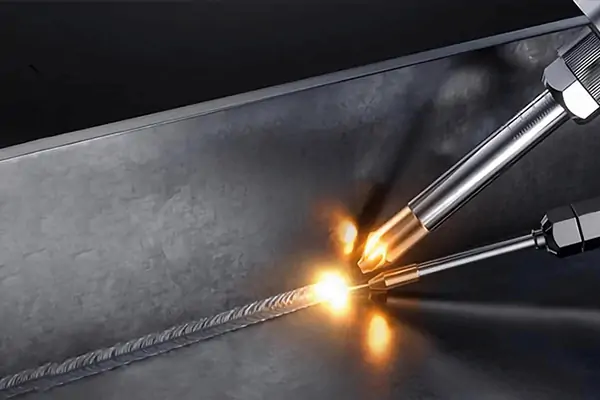
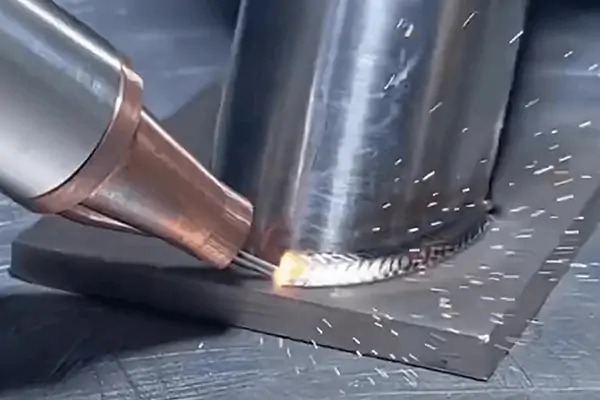
Welding Effect Show




Disadvantages of Laser Welding
1. Higher Initial Investment Costs
The cost of laser welding machines and supporting systems (laser welding machine price 2026) is typically higher than that of traditional TIG or MIG equipment, particularly for high-power and automated systems, which place greater demands on a company’s initial capital expenditures (CAPEX). Additionally, high-end fiber lasers and core components further increase the overall investment cost.
2. Strict laser safety requirements
Laser beams are high-energy radiation sources, and laser welding is a high-energy-density processing method that poses certain safety risks. Strict adherence to operating procedures is required:
- Eye protection: Operators must wear professional laser safety goggles to prevent eye injury from direct laser exposure or reflections. Kempson provides high-quality laser safety goggles and related tools free of charge to every customer who purchases laser welding equipment.
- Operating Procedures: The equipment must be operated in a safe and controlled environment, and operating procedures must be strictly followed to prevent safety incidents caused by operator error or reflections.
- Safety Measures: We recommend installing protective shields or safety interlock systems to protect personnel and enhance operational safety.
3. High Material and Process Requirements
Laser welding imposes high demands on material condition and process control, which directly affect weld quality and stability:
- Surface Cleanliness: Workpiece surfaces must be free of oil, rust, and oxide layers; otherwise, laser energy absorption will be impaired, leading to porosity, incomplete fusion, or unstable welds. A pre-welding cleaning process (such as grinding or laser cleaning) is typically required.
- Strict assembly precision: The laser welding melt pool is small and sensitive to gap control; generally, the gap must be maintained within 0.1–0.5 mm. Otherwise, excessive gaps will result in poor welds, placing high demands on tooling, fixtures, and assembly.
- Welding highly reflective materials is challenging: Materials such as aluminum and copper have high laser reflectivity, requiring higher-power equipment or optimized processes (such as wire feed welding) to ensure weld stability.
- High parameter matching requirements: Parameters such as laser power, welding speed, and focal position must be optimized based on material and thickness; otherwise, weld quality may be compromised.
4. Welding Thickness Limitations
Laser welding is suitable for medium- and thin-gauge sheet materials, and its welding capabilities are primarily limited by equipment power and process methods:
- Handheld laser welding: Typically suitable for metals ranging from 0.5 to 8 mm (such as stainless steel and carbon steel). Within this range, it can achieve single-pass welding with an aesthetically pleasing finish and high efficiency.
- High-power laser welding: 3000W–4000W welding equipment can handle thicknesses up to approximately 10–12 mm; however, when approaching the upper limit, oscillation welding or wire feeding processes must be employed to ensure weld quality.
- Combination with traditional welding processes: When the thickness exceeds the laser welding range (e.g., >12 mm), it is generally necessary to combine with traditional welding methods, such as MIG, to balance quality and cost.
5. High demands on equipment stability and process reliability
Laser welding is a high-precision welding process that places high demands on equipment condition and process stability:
- The welding process relies on stable energy output: Fluctuations in laser power directly affect weld bead formation and weld quality, so the equipment must maintain stable operation. Compared to traditional welding equipment, laser welding does not require frequent replacement of consumables; only periodic inspection of protective lenses and cleaning of optical components are needed, resulting in lower maintenance requirements.
- High demands on equipment stability: Laser systems involve lasers and cooling systems, which must be maintained in good working condition to prevent temperature or environmental issues from affecting welding results.
- Some reliance on technical support: In complex operating conditions or automated applications, professional debugging and process optimization support may be required.
6. High production requirements
Laser welding is sensitive to process tuning and environmental conditions; during the new project implementation phase, parameter optimization, material testing, and validation are required. A stable power supply, appropriate temperature, and a dust-free environment help ensure welding quality and production continuity.
If you can provide specific welding requirements or operational scenarios, we can arrange for Kempson to conduct professional welding tests and provide you with customized solutions.
Laser Welding vs Traditional Welding
When selecting a welding process, companies should consider key factors such as welding speed, precision, material compatibility, and overall return on investment.
The table below compares laser welding with two widely used traditional methods, TIG and MIG, across major performance indicators. For a more detailed breakdown of MIG-specific performance and application differences, you can also refer to our guide on Handheld Laser Welding vs MIG Welding.
| Comparison Dimension | Laser Welding | TIG Welding (Tungsten Inert Gas) | MIG Welding (Metal Inert Gas) |
|---|---|---|---|
| Welding Speed | Spot welding, seam welding, fillet welding, and lap welding | Slower, suitable for precision and small-batch production | متوسط speed, suitable for small to medium batch production |
| Weld Precision | Small molten pool, narrow and aesthetically pleasing weld seam | High-precision welds, suitable for thin plates and precision parts | A wider weld seam requires post-processing |
| Material Compatibility | Suitable for medium-thin plates, high-reflective materials, and precision components | Thin plates and special alloys | Suitable for carbon steel, stainless steel, and thick plates |
| Heat Affected Zone | Small, low deformation | Relatively small, low deformation | Large heat-affected zone, prone to stress and deformation |
| Joint Types | Easy to integrate into automated production lines, with high repeatability | Fillet and thin sheet joints | Fillet welding, flat welding |
| Automation & Repeatability | Generally, no grinding needed, clean weld seams | Difficult to automate, highly dependent on operator skill | Semi-automation is possible, but repeatability depends on the operator |
| Operation Difficulty | Relatively simple, easy to train | High skill requirement, weld quality depends on experience | Easier to operate, short training cycle |
| Post-Processing Requirement | Low energy consumption, efficiency depends on the operator | Good weld appearance, usually minimal post-processing | Requires grinding or finishing, affecting efficiency |
| Energy Consumption & Efficiency | Low energy consumption per weld, high efficiency | Low energy consumption, but low efficiency | Low energy consumption, efficiency depends on operator |
| Investment & Long-Term Cost | High initial investment, but fast ROI | Low investment, low efficiency, high labor cost, low ROI | Moderate investment, suitable for medium-scale production, lower ROI |
| Safety & Environmental Impact | No fumes, low pollution | Low fumes, but UV radiation present | High-speed welding is suitable for continuous production |
Compared to traditional TIG and MIG welding, laser welding offers significant advantages in terms of speed, precision, heat-affected zone control, return on investment, and environmental sustainability, making it ideal for medium- and thin-gauge sheets and high-precision industrial production.
If you’re unsure which welding method is right for your project, please contact us to receive expert advice and customized solutions from Kempson.
Selection Guide and Case Studies
The advantages of laser welding are key factors users should consider when making a selection. Laser welding is suitable for the following requirements:
- Pursuit of welding efficiency: Ideal for high-volume, automated production; it offers fast welding speeds and improves overall production efficiency.
- Improved weld quality: Laser-welded seams are smooth and fine, with an aesthetically pleasing appearance, and offer higher welding precision and consistency.
- Reduced post-processing steps: Operation is simple, training time is short, and welding is completed in a single pass, eliminating the need for secondary grinding and reducing manual post-processing.
- Seeking long-term return on investment: Laser welding is highly efficient and stable; under normal conditions, the equipment has a long service life, resulting in a high long-term return on investment.
- Flexible material compatibility: It supports a wide range of materials, including medium- and thin-gauge sheets, thick plates, and highly reflective materials, enabling high-speed welding with minimal distortion and aesthetically pleasing welds.
Kempson Cases Show
A manufacturer specializing in stainless steel components initially used traditional MIG welding, which presented numerous challenges, including high manual grinding costs (approximately 120 yuan per month), high material costs (approximately 50 yuan per month), and low welding efficiency. Furthermore, each welded part took an average of 45 minutes to complete, while the daily effective working hours were only 6 hours. After introducing laser welding, these problems were easily resolved: welding efficiency was greatly improved, labor costs were significantly reduced, and welding quality was enhanced. [View The Case]
About Kempson
Kempson is a globally leading manufacturer of industrial laser welding solutions. We provide not only equipment but also precise surface treatment solutions. View our brand story: Kempson “EverLens Weld 1 + n” Brand Story
- In-House R&D Capabilities: With our dedicated R&D team, we have deep expertise in laser applications. To date, Kempson has secured over 30 core technology patents, maintaining industry leadership in beam control, thermal management systems, and intelligent operating software.
- Multiple International Certifications: Our production processes strictly adhere to international quality standards. Our entire product line is certified by CE (European Union), ISO 9001 (Quality Management System), and FDA (U.S. Food and Drug Administration).
- Service Advantages: Kempson Laboratories offers complimentary sample testing using customer-provided substrates and welding samples, tailoring optimal power ratios and parameter configurations for your specific needs.
- Global After-Sales Support: All systems come with a 3-year warranty, complemented by remote technical guidance and rapid spare parts supply.
For detailed technical information on laser welding systems or to request complimentary sample testing, please contact our technical consultants at any time.
FAQ
Can laser welding replace TIG or MIG welding?
Laser welding can replace TIG or MIG welding under specific conditions and is suitable for medium-to-thin sheets, high-precision parts, and standardized batch production. However, traditional welding methods remain the better choice for thick plates or complex joints. The selection should be based on a comprehensive evaluation of factors such as material, precision, and production scale.
What materials are suitable for laser welding machines?
Appropriate for stainless steel, carbon steel, aluminum, and certain alloys, it is particularly well-suited for welding medium-to-thin sheets, highly reflective materials, and precision parts, delivering high speed, minimal distortion, and aesthetically pleasing welds.
What levels of weld width and precision can laser welding achieve?
Weld width can be controlled between 0.2 and 1 mm, with a small heat-affected zone, high precision, and uniform, aesthetically pleasing welds. Experienced operators using handheld or bench-top laser welding machines can ensure high consistency and batch repeatability.
How much does laser welding improve production efficiency compared to traditional welding methods?
Compared to TIG welding, laser welding is approximately 3–5 times faster; compared to MIG welding, it is approximately 1.5–3 times faster. Additionally, it produces neat welds with minimal thermal distortion, making it suitable for mass production.
What is the approximate price of laser welding equipment?
Laser welding machines typically range in price from $5,860 to $19,850, with specific pricing influenced by factors such as laser power, system configuration, and customization requirements. If you are interested in one of our laser welding machines, please feel free to contact us for more details.
What is the lifespan of a laser welding machine?
Generally, the lifespan of a fiber laser welding machine can reach 6–12 years. The core light source (fiber laser) typically has a continuous operating life of 50,000–100,000 hours, and regular maintenance, a stable power supply, and a suitable working environment can further extend the equipment’s lifespan.
Conclusion
Compared to traditional TIG and MIG welding, laser welding offers advantages such as high speed, precision, ease of automation, and a strong long-term return on investment. However, it also has drawbacks, including high upfront investment costs and stringent requirements for materials and processes. If you are considering upgrading your welding process or looking for the best solution for your project, our team is here to help.
Contact us today for expert advice and welding solutions tailored to your specific needs.




