
Table of Contents
Deep penetration laser welding is a high-energy-density welding process that uses a focused laser beam to create a keyhole effect, enabling full-depth fusion with minimal heat-affected zone and low distortion. Compared with traditional arc welding or conduction welding, it delivers deeper weld seams, higher speed, and superior joint strength, making it ideal for stainless steel, carbon steel, aluminum alloys, and precision metal components. This technology is widely applied in automotive manufacturing, aerospace structures, battery production, metal fabrication, and heavy industry.
In this article, we will clearly explain the working principle and definition of deep penetration laser welding, analyze its advantages, compare it with conduction welding, outline suitable materials, introduce equipment types and key parameters, and guide you on how to choose the right laser welding system for your application.
What Is Deep Penetration Laser Welding?
Deep penetration laser welding, also known as keyhole laser welding, is a precision joining method that relies on a high-power laser beam to form a vaporized keyhole in the metal. This keyhole allows the laser energy to penetrate the full thickness of the material, producing a deep weld laser process with narrow seams, minimal heat-affected zones, and excellent mechanical strength.
Unlike traditional arc welding, which heats the surface and relies on conduction to fuse metals, high power laser welding directly vaporizes material to achieve full-thickness penetration in a single pass. This makes it particularly suitable for thick metal plates in industries such as automotive, shipbuilding, aerospace, and heavy machinery, where strong, precise, and low-distortion welds are essential.
This method combines speed, accuracy, and reliability, offering a significant advantage over conventional welding for high-demand manufacturing applications.
For thick plate laser welding machine solutions, please click to view.
How Does Deep Penetration Laser Welding Work?
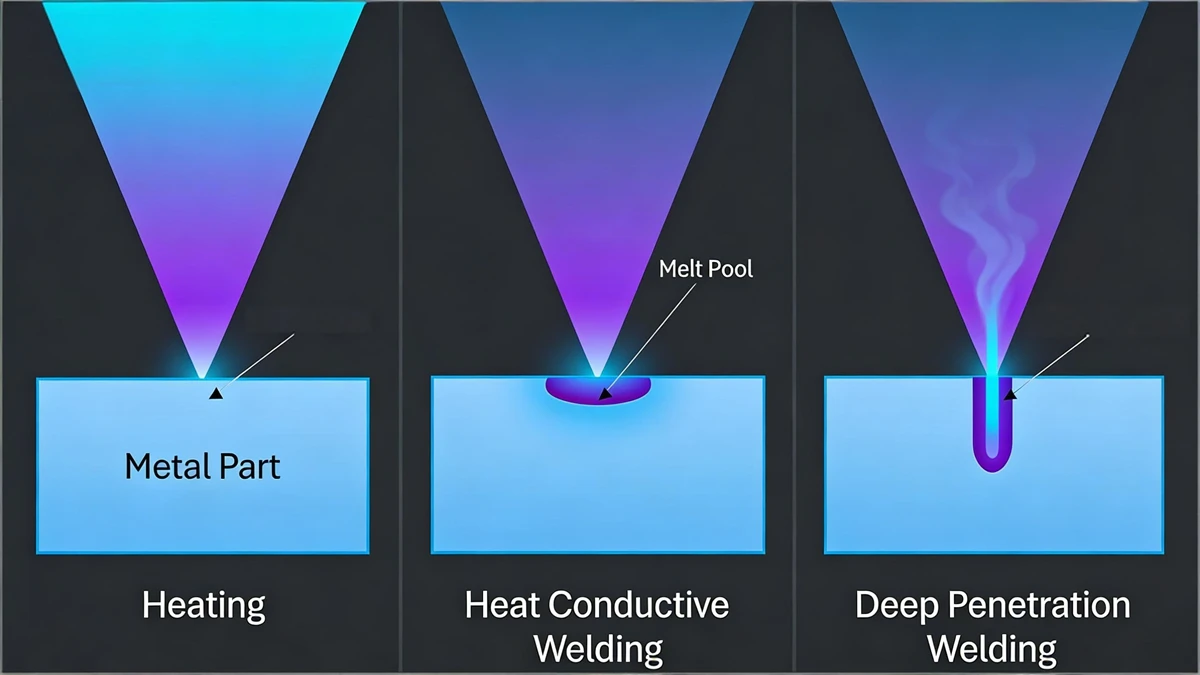
Deep penetration laser welding works through the keyhole welding mechanism, where a focused high-power laser beam melts and vaporizes the metal surface, forming a narrow vapor-filled cavity called a keyhole. Vapor pressure inside the keyhole drives molten metal flow, creating a stable molten pool and allowing the laser to penetrate deeply with minimal distortion.
The process relies on high energy density, which concentrates the laser power into a small spot, increasing power density and enabling rapid, full-thickness fusion in a single pass. Proper beam focus and alignment are critical to maintaining keyhole stability and achieving consistent weld quality.
The following is simplified workflow:
- Laser beam hits the metal surface.
- Keyhole forms as material vaporizes.
- Vapor pressure circulates molten metal around the keyhole.
- Laser moves along the joint, solidifying the deep weld seam behind the keyhole.
This combination of keyhole laser welding, deep weld laser process, and precise control of energy and focus, offers high-quality welds for thick metals and precision components.

Deep Penetration vs Conduction Laser Welding
Deep penetration laser welding and conduction laser welding are two common laser welding methods, each suited for different applications. Deep penetration (keyhole) welding uses a high-power, tightly focused laser beam to vaporize metal and form a keyhole, achieving full-thickness fusion in a single pass. In contrast, conduction welding relies on lower power and surface heating, with energy conducted through the material, resulting in shallow welds and slower processing for thick metals.
Understanding the differences helps you select the optimal laser welding technique for their materials, thicknesses, and production requirements. Both methods are widely used in automotive, aerospace, battery production, and precision metal fabrication, but the choice depends on desired penetration depth, speed, and weld quality.
| Feature | Deep Penetration Laser Welding (Keyhole) | Conduction Laser Welding |
|---|---|---|
| Weld Depth | 5.35-12mm, depending on material & power | 0.5–3 mm, Shallow, surface-level welds |
| Heat-Affected Zone (HAZ) | Minimal | Larger, more thermal distortion |
| Laser Power | 3000w-6000w | Low to medium power |
| Speed | High-speed single pass | Slower, may require multiple passes |
| Suitable Material Thickness | Thick metals | Thin sheets only |
| Weld Quality | Narrow, strong, precise | Wider, less uniform |
| Applications | Automotive, aerospace, heavy industry | Electronics, thin metal components |
| Key Advantages | Fast, low distortion, strong joints | Simple setup, lower cost, gentle on thin materials |
Advantages
Deep Weld Penetration: Achieves full-thickness fusion in a single pass, making it ideal for thick metal plates in automotive, shipbuilding, crane, and aerospace applications.
High Welding Speed: Rapid processing reduces production time and enhances efficiency in mass manufacturing and heavy industry.
Narrow Heat-Affected Zone: Minimizes thermal damage and preserves surrounding material properties, suitable for precision components and electronics.
Minimal Distortion: Concentrated energy and keyhole mechanism ensure dimensional accuracy for large structures and complex assemblies.
High Mechanical Strength: Produces dense, uniform welds with superior joint integrity, suitable for high-load applications in mechanical and structural components.
Applications
Deep penetration laser welding is suitable for industries requiring deep welds, high structural strength, and high production efficiency. Its high-power laser welding capability reliably forms keyholes and achieves fully penetrated weld joints in demanding industrial environments.





Automotive Manufacturing
Used for chassis frames, structural reinforcements, battery enclosures, and transmission components. The deep weld laser process improves joint strength while supporting lightweight vehicle design and high-speed automated production lines.
Shipbuilding
Ideal for welding thick steel plates, hull sections, and deck structures. Keyhole laser welding minimizes distortion and enhances welding efficiency in large-scale marine fabrication.
Industrial Machinery
Applied in construction machinery, mining equipment, and industrial frames where thick materials and high-load performance require strong, deep weld seams.
Aerospace
Supports precision welding of high-strength alloys and structural assemblies with narrow heat-affected zones and strict quality control standards.
Pressure Vessels
Ensures full-penetration welds for tanks, pipelines, and high-pressure containers, delivering superior mechanical strength and leak resistance.

Kempson offers industrial-grade deep penetration laser welding solutions, including handheld laser welding machine, high-power fiber laser welding machine systems, automated welding platforms, and customized configurations. Our engineering team provides parameter optimization, integration support, and scalable systems tailored to global manufacturing requirements.
Suitable Materials
Deep penetration laser welding is highly effective for metals that require full-thickness fusion, high joint strength, and minimal thermal distortion. Choosing the correct laser power, wavelength, and beam focus is essential to achieving stable weld quality and maximizing productivity.
| Material | Welding Characteristics | Industrial Applications | Technical Notes |
|---|---|---|---|
| Stainless Steel | Excellent weldability, stable keyhole formation | Automotive parts, food equipment, structural frames | Minimal spatter, clean weld seam |
| Carbon Steel | Strong penetration capability, cost-effective | Heavy machinery, shipbuilding, construction | Requires parameter control to avoid porosity |
| Aluminum Alloys | Lightweight, high thermal conductivity | EV battery trays, aerospace parts | Needs higher power due to heat dissipation |
| Titanium Alloys | High strength-to-weight ratio | Aerospace structures, medical devices | Requires shielding gas to prevent oxidation |
Factors That Affect Deep Penetration Laser Welding
Deep penetration laser welding performance is directly influenced by energy input, beam characteristics, and joint conditions. This process relies on stable keyhole formation and high energy density, necessitating precise control of welding parameters to ensure deep weld penetration, low porosity, and consistent mechanical strength. The following technical factors affect weld quality and production stability:
Laser Beam Density (Energy Concentration)
Laser beam density refers to how concentrated the laser energy is on the material surface. It is primarily determined by beam focus and spot size, as well as beam mode characteristics. Stable and sufficiently high energy density is critical for forming and maintaining the keyhole. If the beam is unstable or poorly concentrated, defects such as pores, collapse of the keyhole, or irregular weld seams may appear.
Welding Speed
Welding speed directly affects heat input and penetration behavior. Slower speeds increase heat accumulation and may enlarge the heat-affected zone, leading to distortion. Excessively high speeds, however, can reduce penetration depth and cause incomplete fusion. Proper speed coordination ensures balance between efficiency and weld integrity.
Focal Position
The focal position defines where laser energy is most concentrated. Accurate focus adjustment is essential to maintain keyhole stability and deep penetration. If the focus is positioned too high or too low relative to the workpiece surface, power density decreases, which may result in undercut, insufficient penetration, or excessive spatter.
Shielding Gas
Shielding gas protects the molten pool from oxidation and contamination during welding. It also influences plasma behavior and keyhole stability. Inadequate gas protection may cause oxidation, porosity, or unstable weld formation. Gas selection and flow stability are especially important for reactive metals.
Joint Preparation and Fit-Up
Joint gap and surface condition significantly influence welding stability. Excessive gaps can disrupt molten pool continuity and reduce penetration performance. Clean, properly aligned joints help ensure consistent fusion and mechanical strength.
Material Type
Material properties play a decisive role in deep penetration laser welding. Thickness, reflectivity, thermal conductivity, melting point, and cooling rate all affect process stability. Highly reflective or high-conductivity materials require optimized energy control, while incompatible material selection may increase the risk of cracking, warping, or porosity.
FAQ
What is the keyhole effect in deep penetration laser welding?
The keyhole effect occurs when the laser power density exceeds a certain threshold (typically >10^6 W/cm²), causing the metal to vaporize and form a small hole or ‘keyhole’ that allows the laser energy to penetrate deep into the material.
What are the advantages of deep penetration laser welding?
Key advantages include a high depth-to-width ratio (up to 10:1), minimal thermal distortion, exceptionally fast welding speeds, and the ability to join thick materials in a single pass.
Which industries use deep penetration laser welding?
It is widely used in heavy industry, automotive manufacturing (gearbox and chassis components), aerospace, and shipbuilding, where high-strength, deep-seam welds are required.
Conclusion
Deep-penetration laser welding is a high-energy-density welding process capable of producing high-strength, high-precision welds with complete penetration. Through a stable keyhole effect, the mechanical properties of the welded joint can approach those of the base material. This process is particularly suitable for welding thick plates and structural components, meeting the stringent requirements of industrial applications for reliability, dimensional accuracy, and long-term stability.
Kempson—The Leader in Thick Plate Laser Welding Technology
We maximize the full lifecycle value of thick plate welding through advanced laser systems, industrial-grade configurations, and expert engineering support, driving innovation in the thick plate welding industry. This is our brand story: Brand Story
If you have thick plate needs or related technical questions, please contact us for more information.







