
La saldatura laser è un processo di saldatura altamente efficiente che utilizza un raggio laser ad alta energia per fondere i materiali e ottenere giunzioni precise. Sebbene vengano generalmente utilizzate apparecchiature di saldatura laser avanzate, possono comunque verificarsi difetti di saldatura a causa di impostazioni dei parametri errate, contaminazione del materiale o instabilità del processo, con conseguente spreco di materiale, aumento delle rilavorazioni e riduzione dell'efficienza produttiva.
Questo articolo analizzerà sistematicamente i cinque difetti più comuni nella saldatura laser e fornirà soluzioni chiare e pratiche per aiutare gli utenti a identificare rapidamente le cause principali, ottimizzare i parametri di processo e migliorare la qualità della saldatura e l'efficienza produttiva.
Che cosa sono i difetti della saldatura laser?
I difetti di saldatura laser sono problemi che si verificano durante il processo di saldatura a causa di discrepanze nei parametri di processo, nelle condizioni del materiale e in altri fattori, che portano a una formazione del cordone di saldatura scadente o a una riduzione delle prestazioni della saldatura. Questi difetti possono compromettere la resistenza della saldatura, le prestazioni di tenuta e la qualità della superficie, e rappresentano rischi critici per la qualità che richiedono un controllo rigoroso nella produzione industriale.
Nella produzione reale, i difetti più comuni nella saldatura laser includono porosità, cricche, mancanza di fusione, sottosquadri e spruzzi. Ciascun difetto corrisponde a specifiche cause di processo, come potenza instabile, spostamento del punto focale o gas di protezione insufficiente, e può essere risolto rapidamente ottimizzando il processo.


5 difetti comuni nella saldatura laser (cause e soluzioni)
Porosità
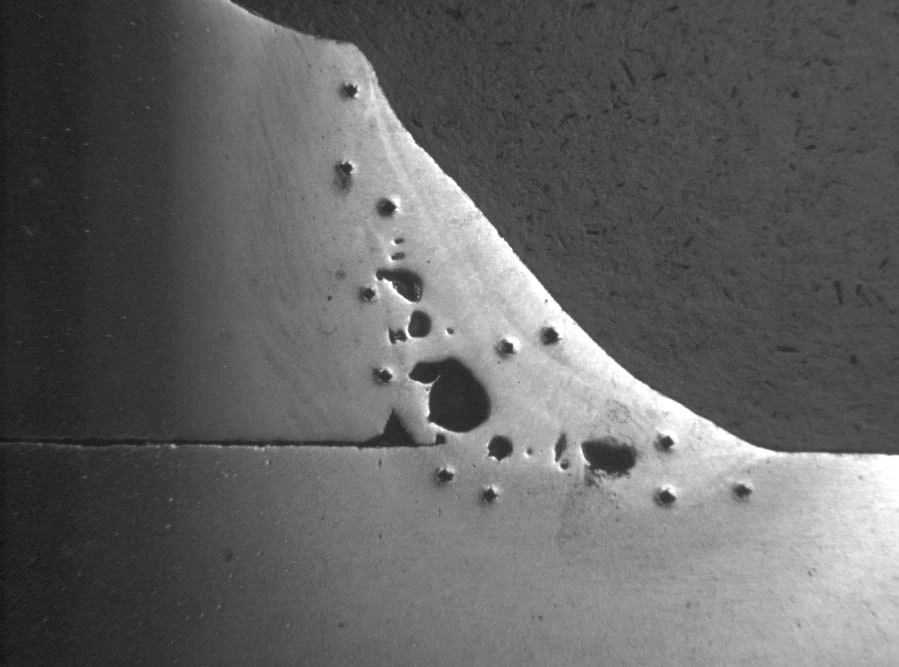
La porosità è il difetto di saldatura più comune nella saldatura laser. Si riferisce principalmente a fori microscopici che si formano all'interno o sulla superficie della saldatura a causa dei gas presenti nel bagno di fusione che non riescono a fuoriuscire tempestivamente durante il processo di saldatura. Questi fori riducono la resistenza, la tenuta stagna e la durata a fatica del giunto saldato.
La formazione della porosità è tipicamente correlata ai seguenti fattori chiave:
Controllo inadeguato del gas di protezione: una selezione impropria del tipo di gas o portate instabili possono consentire all'ossigeno, all'azoto e ad altri gas presenti nell'aria di mescolarsi al bagno fuso, formando bolle.
Influenza delle condizioni e delle proprietà del materiale: Alcuni metalli (come le leghe di alluminio) sono sensibili ai gas e la presenza di strati di ossido o impurità sulla superficie del materiale può influenzare la stabilità del bagno fuso.
Preparazione inadeguata prima della saldatura: olio, umidità o residui vaporizzano ad alte temperature; se i gas non possono fuoriuscire agevolmente, rimangono intrappolati all'interno della saldatura.
La chiave per risolvere i problemi di porosità risiede nella creazione di un ambiente di saldatura stabile e controllabile. Innanzitutto, assicurarsi che il materiale sia accuratamente pulito prima della saldatura per rimuovere olio, strati di ossido e umidità. Successivamente, selezionare un gas di protezione adatto al materiale e mantenere una portata stabile (ad esempio, 15-25 l/min) per evitare un flusso di gas turbolento o una copertura insufficiente. Inoltre, regolando opportunamente la potenza del laser e la velocità di saldatura, assicurarsi che il bagno fuso mantenga una buona fluidità per facilitare la fuoriuscita del gas.
Screpolatura
La fessurazione si riferisce alla formazione di cricche in una saldatura o in una zona termicamente alterata durante il processo di saldatura o raffreddamento. Riduce significativamente la resistenza strutturale ed è soggetta a propagazione sotto carico o in condizioni di fatica. Si osserva comunemente nella saldatura di leghe di alluminio e acciai ad alto tenore di carbonio.
Le crepe sono in genere causate dai seguenti fattori:
Sollecitazioni termiche eccessive: un apporto energetico di saldatura non corretto può causare surriscaldamento localizzato o concentrazione di stress, con conseguente contrazione irregolare del materiale e aumento della probabilità di fessurazione. I laser a fibra a onda continua aiutano a controllare i processi di riscaldamento e raffreddamento, prevenendo così la formazione di crepe.
Proprietà dei materiali: l'acciaio ad alto tenore di carbonio e alcune leghe sono intrinsecamente sensibili alla fessurazione termica e tendono a incrinarsi durante la saldatura.
Il controllo delle cricche si basa principalmente sulla regolazione dell'apporto termico e del processo di raffreddamento. Un preriscaldamento adeguato del materiale o una riduzione della velocità di raffreddamento possono minimizzare la concentrazione di stress. Regolare i parametri di processo in base ai diversi materiali, abbinare opportunamente la potenza del laser alla velocità di saldatura, evitare un eccessivo apporto di energia e migliorare la stabilità della saldatura sono elementi chiave.
Nella produzione reale, l'adozione di metodi standardizzati per la risoluzione dei problemi delle saldatrici laser può ridurre difetti come le crepe e migliorare l'affidabilità della saldatura.
undercut
Il sottosquadro è un difetto comune nella saldatura laser, caratterizzato da una scanalatura o da un assottigliamento localizzato sul bordo della saldatura. Questo difetto riduce l'area della sezione trasversale effettiva, causando concentrazioni di stress nei punti di carico e compromettendo la resistenza e le prestazioni a fatica della struttura saldata.
Il sottosquadro è in genere correlato ai parametri di processo e al controllo della forma:
Velocità di saldatura eccessivamente elevata: il bagno di fusione non riesce a rifluire in tempo per riempire i bordi, con conseguente formazione di rientranze sui bordi stessi.
Elevata potenza o energia in ingresso: il metallo ai bordi della saldatura si fonde o si erode eccessivamente, formando un "sottosquadro".
Riempimento e stabilità insufficienti: un'alimentazione del filo non uniforme o fluttuazioni nel bagno di fusione influiscono sulla continuità del profilo del cordone di saldatura.
Per ridurre al minimo il sottosquadro, il bagno di fusione deve essere mantenuto stabile e avere una capacità di riempimento sufficiente. Una riduzione appropriata della velocità di saldatura consente il tempo necessario al riflusso del metallo, mentre una corretta impostazione dei parametri di processo aiuta a prevenire la perforazione del bordo. Inoltre, l'introduzione tempestiva dell'alimentazione del filo quando necessario e il mantenimento della stabilità migliorano la transizione della saldatura, con conseguente bordo di saldatura più liscio e continuo.
Mancanza di fusione
La mancanza di fusione si riferisce a una situazione che si verifica durante la saldatura laser, in cui non si forma un legame metallurgico efficace tra il metallo di saldatura e il materiale di base, oppure in cui più passate di saldatura non si fondono completamente. Sebbene l'aspetto superficiale possa sembrare normale, in realtà sono presenti aree non fuse all'interno della saldatura. Ciò indebolisce la resistenza complessiva del giunto, rendendolo soggetto a delaminazione o addirittura a frattura in condizioni di carico, vibrazione o fatica.
Quando la potenza del laser è troppo bassa, il materiale non può essere fuso completamente; analogamente, un punto focale non allineato impedisce che l'energia si concentri nella zona di fusione efficace, ostacolando la corretta espansione del bagno fuso. Inoltre, una velocità di saldatura eccessiva riduce il tempo termicamente alterato, impedendo al bagno fuso di bagnare e legarsi adeguatamente al metallo base. Infine, spazi vuoti nell'assemblaggio o condizioni superficiali irregolari sul pezzo possono ulteriormente ridurre l'efficacia della fusione, portando a un'adesione localizzata insufficiente.
Durante la fase di debug, molti utenti attribuiscono erroneamente la mancanza di fusione a una potenza insufficiente, ma il problema spesso risiede nella deviazione della posizione focale.
Regolando la posizione focale è possibile aumentare la profondità di penetrazione effettiva. Allo stesso tempo, aumentando la potenza del laser e riducendo la velocità di saldatura, si concede al bagno di fusione il tempo sufficiente per completare i processi di diffusione e bagnatura. In caso di condizioni di assemblaggio non ottimali, è necessario un allineamento più preciso o l'introduzione di un'alimentazione del filo adeguata per garantire un cordone di saldatura più continuo e ridurre al minimo la formazione di zone non fuse.
schizzare
Lo schizzo si riferisce al fenomeno in saldatura laser dove il metallo fuso viene espulso ad alta velocità dalla zona di saldatura, formando particelle metalliche fini sulla superficie del pezzo o intorno ad essa. Sebbene ciò non influisca necessariamente in modo diretto sulla resistenza interna della saldatura, compromette la qualità della superficie e aumenta i costi di pulizia e post-lavorazione.
La formazione di schizzi è in genere correlata alla stabilità del bagno e al controllo dell'energia:
Potenza o energia eccessive: rapidi aumenti locali della temperatura provocano una violenta vaporizzazione del metallo, rendendo più probabile la formazione di schizzi a getto.
Instabilità del bagno di fusione (oscillazione del foro di penetrazione): un'eccessiva oscillazione del bagno di fusione durante la saldatura può causare la fuoriuscita del metallo dalla zona di saldatura, con conseguente formazione di particelle.
Disturbi del gas di protezione: un flusso di gas irregolare o direzionato in modo errato può compromettere la stabilità del bagno di fusione, aumentare la turbolenza superficiale e aggravare gli schizzi.
La riduzione degli spruzzi di saldatura si basa principalmente sul mantenimento di un bagno di fusione stabile e controllato. Una riduzione appropriata della densità di energia previene l'eccessiva ebollizione del bagno di fusione e minimizza l'espulsione di metallo. Allo stesso tempo, l'ottimizzazione dei parametri di saldatura contribuisce a stabilizzare il foro di penetrazione. Per quanto riguarda la protezione gassosa, garantire una copertura uniforme del flusso di gas sull'area di saldatura riduce l'impatto delle perturbazioni esterne sul bagno di fusione e migliora la qualità superficiale della saldatura.
Regolando opportunamente il processo di risoluzione dei problemi della saldatrice laser, è possibile controllare efficacemente i difetti di saldatura laser a fibra, migliorando così la qualità estetica del prodotto finito.
Tabella comparativa dei difetti di saldatura laser
Durante la saldatura laser a fibra, diverse tipologie di difetti di saldatura corrispondono spesso a meccanismi di formazione e punti critici del processo distinti. Confrontando la loro posizione, le cause e gli effetti sulle prestazioni della saldatura, è possibile identificare rapidamente la fonte del problema, migliorando così l'efficienza della risoluzione dei problemi durante la saldatura laser.
| Tipo di difetto | Località | Causa principale | Impatto sulle prestazioni di saldatura | Materiali sensibili | Sensibilità del processo |
|---|---|---|---|---|---|
| Porosità | Attorno alla superficie di saldatura | Gas intrappolato nella pozza fusa | Riduce la resistenza, la tenuta e la durata a fatica. | Acciaio inossidabile, leghe di alluminio | Gas di protezione e condizioni della superficie |
| Screpolatura | Metallo di saldatura / zona termicamente alterata | Stress termico durante il raffreddamento | Rischio di cedimento strutturale, propagazione delle crepe | acciaio ad alto tenore di carbonio, leghe di alluminio | Velocità di raffreddamento e composizione del materiale |
| undercut | Bordo della saldatura | Energia eccessiva o riempimento dei bordi insufficiente | Assottigliamento della sezione, concentrazione delle sollecitazioni ai bordi | Lamiere sottili, saldature ad alta velocità | Velocità e potenza di saldatura compatibili |
| Mancanza di fusione | Interfaccia tra saldatura e metallo base | Apporto energetico o penetrazione insufficienti | Adesione scadente, capacità di carico ridotta | Lamiere spesse, saldatura a passaggi multipli | Potenza, posizione di messa a fuoco e velocità |
| schizzare | Attorno alla superficie di saldatura | Fluttuazione instabile del bagno fuso o del foro a chiave. | Contaminazione delle superfici, costi di pulizia più elevati | Vari metalli | Pori interni della saldatura/superficie |
Come identificare ciascun difetto nella saldatura laser
Durante il processo di saldatura laser, diversi difetti possono apparire simili, ma le loro cause e le relative misure correttive sono completamente diverse. Se un difetto viene identificato in modo errato, i successivi tentativi di risoluzione dei problemi di saldatura laser potrebbero portare a regolazioni scorrette, con conseguente ricomparsa o addirittura peggioramento dei problemi. Pertanto, è fondamentale identificare con precisione il tipo di difetto.
Porosità: Questo fenomeno si manifesta con vuoti puntiformi o a nido d'ape all'interno della saldatura, che sono in genere difficili da rilevare direttamente in superficie e richiedono un taglio o controlli non distruttivi per la conferma. È essenzialmente causato dai gas presenti nel bagno di fusione che non riescono a fuoriuscire in tempo ed è spesso associato a un gas di protezione instabile o alla contaminazione superficiale del materiale. Si tratta di un tipico difetto interno della saldatura laser.
Rottura: Si presenta tipicamente come cricche lineari nella zona di saldatura o termicamente alterata e può estendersi lungo la direzione della sollecitazione. Talvolta è accompagnata da un leggero scolorimento o da una stratificazione microstrutturale. Questo difetto è spesso correlato a un rilascio non uniforme delle tensioni termiche o alla suscettibilità del materiale alla fessurazione termica ed è più comune negli acciai ad alto tenore di carbonio e nelle leghe di alluminio.
Sottosquadro: Si manifesta come indentature continue o "assottigliamenti" localizzati ai bordi della saldatura, con anomalie al cordone di saldatura visibili a occhio nudo. È caratterizzata da una formazione incompleta del cordone di saldatura, tipicamente causata da un eccessivo apporto di calore o da una velocità di saldatura eccessiva, che impedisce al metallo del bordo di essere riempito in tempo.
Mancanza di fusione: Sebbene la superficie possa apparire normale, internamente sono presenti aree in cui il metallo di saldatura non si è fuso completamente con il metallo base; ciò richiede in genere un'ispezione in sezione trasversale per essere confermato. Questo difetto si verifica comunemente in condizioni di energia insufficiente, spostamento del punto focale o durante la saldatura di lamiere spesse, ed è considerato un difetto di saldatura laser ad alto rischio strutturale.
Schizzi: Caratterizzato da particelle metalliche fini che aderiscono all'area circostante la saldatura, si tratta di un difetto visibile esternamente che di solito può essere identificato senza bisogno di test. La sua formazione è associata a un bagno di fusione instabile o a fluttuazioni di energia localizzate, che possono essere causate da impostazioni errate dei parametri.
Confrontando le caratteristiche sopra descritte, è possibile distinguere più rapidamente tra le diverse tipologie di difetti di saldatura laser. Ciò contribuisce a evitare diagnosi errate durante la risoluzione dei problemi, migliorando così l'efficienza delle regolazioni del processo e aumentando la stabilità della saldatura.
Come risolvere i problemi di una saldatrice laser
Nella produzione reale, i difetti di saldatura laser raramente sono causati da un singolo fattore; piuttosto, derivano dagli effetti combinati delle condizioni dell'apparecchiatura, dei parametri di processo e delle proprietà del materiale. Pertanto, quando si effettua la risoluzione dei problemi di una saldatrice laser, è necessario condurre un'indagine sistematica e graduale.
Verifica i parametri del laser
La potenza del laser, la velocità di saldatura e la posizione focale determinano direttamente il profilo di apporto energetico e sono i fattori principali che influenzano la qualità della saldatura. Una potenza insufficiente può causare una mancanza di fusione, mentre una potenza eccessiva può provocare spruzzi o sottosquadri. Questi parametri devono essere regolati in base allo spessore del materiale e ai requisiti del processo.
Osservare il comportamento della pozza di fusione
Un bagno di fusione stabile è fondamentale per prevenire la maggior parte dei difetti di saldatura laser. Se il bagno di fusione fluttua in modo significativo o il "buco di penetrazione" è instabile, ciò indica in genere una distribuzione non uniforme dell'energia o impostazioni dei parametri errate, che richiedono una regolazione simultanea di potenza e velocità.
Verificare le condizioni del materiale e della superficie.
Strati di olio, ossido o umidità sulla superficie del materiale influiscono direttamente sulla stabilità del bagno di fusione e aumentano il rischio di porosità o mancata fusione. Inoltre, materiali diversi presentano sensibilità diverse all'apporto termico, pertanto è necessario adottare misure appropriate per mitigare questi effetti.
Valutare il sistema di gas di protezione
Il tipo, la portata e la stabilità della copertura del gas di protezione influenzano l'efficacia dell'isolamento del bagno fuso dall'aria circostante. Un flusso di gas instabile o una copertura insufficiente possono facilmente causare problemi come porosità e spruzzi. Pertanto, è necessario migliorare la qualità del gas di protezione utilizzando un gas ad elevata purezza e mantenendo un flusso continuo e uniforme.
Verifica dello stato operativo delle apparecchiature
La stabilità dell'emissione laser, la pulizia del percorso ottico e le condizioni operative del sistema di alimentazione del filo influiscono sulla qualità finale della saldatura. Quando l'apparecchiatura per la saldatura laser a fibra non funziona correttamente o presenta fluttuazioni significative, possono verificarsi arresti intermittenti e altri problemi, anche con parametri impostati correttamente.


Pertanto, è necessario selezionare saldatrici laser portatili ad alte prestazioni o macchine automatiche per la saldatura laser e svolgere ispezioni e manutenzioni regolari sulle apparecchiature laser per migliorare la stabilità del processo. Se desideri saperne di più su come ispezionare e manutenere una saldatrice laser, consulta questo articolo: Manutenzione delle saldatrici laser a fibra: come massimizzare la durata della macchina.
Caso di studio reale
Un cliente specializzato nella produzione di acciaio inossidabile ha riscontrato gravi problemi di porosità durante il processo di saldatura. Dopo aver introdotto Kempson's Saldatrice laser raffreddata ad aria da 2000 WL'azienda ha ottimizzato il gas di protezione, regolato i parametri di saldatura e utilizzato questo sistema laser ad alte prestazioni con gas di protezione autogenerante integrato. Di conseguenza, la porosità è stata ridotta di oltre l'80%, migliorando significativamente la qualità della saldatura.
FAQS
1. Come faccio a sapere se i parametri della mia saldatura laser sono corretti?
Ciò può essere determinato osservando la stabilità del bagno di fusione e la forma del cordone di saldatura. Se il cordone di saldatura è continuo e non presenta spruzzi o sottosquadri evidenti, ciò indica in genere che i parametri sono ben calibrati. Se si verificano frequentemente difetti di saldatura laser, sarà necessario regolare nuovamente la potenza, la velocità e la posizione focale.
2. Qual è il modo più rapido per risolvere i problemi di una saldatrice laser?
Risolvete i problemi nell'ordine seguente: parametri, materiali, gas e attrezzatura. La maggior parte dei problemi di saldatura laser deriva da potenza o velocità non corrispondenti, seguite da contaminazione del materiale o condizioni dell'attrezzatura.
3. Perché si verificano difetti di saldatura laser anche con macchine nuove?
Anche con apparecchiature nuove, possono comunque verificarsi difetti di saldatura laser se le impostazioni dei parametri non sono ottimali, la superficie del materiale non è pulita o il gas di protezione è instabile. Le prestazioni dell'apparecchiatura sono fondamentali, ma l'ottimizzazione del processo è la chiave.
4. Come si può ridurre efficacemente la porosità nella saldatura laser?
La chiave sta nel controllare le condizioni del gas e del materiale. Migliorare la purezza e la stabilità del gas di protezione, garantendo al contempo un'adeguata pulizia pre-saldatura, può aumentare l'efficacia della riduzione della porosità.
5. Quali materiali sono più soggetti a crepe durante la saldatura laser?
Le leghe di alluminio e l'acciaio ad alto tenore di carbonio sono più soggetti a fessurazioni, fenomeno legato alle proprietà di dilatazione termica dei materiali e alle sollecitazioni di contrazione da raffreddamento.
6. L'automazione può ridurre i difetti nella saldatura laser a fibra?
Sì. Le macchine per la saldatura laser automatizzata possono migliorare la stabilità e la ripetibilità dei parametri, riducendo così i difetti di saldatura laser a fibra, con risultati particolarmente evidenti nella produzione di massa.
7. Il tipo di gas di protezione influisce sulla qualità della saldatura laser?
Sì. Materiali diversi richiedono tipi di gas diversi (come argon, azoto, ecc.) e la scelta del gas e della portata influisce direttamente sulla stabilità del bagno fuso.
Conclusione
Durante il processo di saldatura laser, possono verificarsi difetti comuni come porosità, crepe e sottosquadri. È fondamentale riconoscere e comprendere le cause di questi difetti e come affrontarli per migliorare la qualità e la uniformità della saldatura.
Se avete bisogno di ottimizzare ulteriormente il vostro processo o di acquistare attrezzature professionali per la saldatura laser, contattateci immediatamente. Kempson Svilupperemo una soluzione personalizzata su misura per le vostre esigenze specifiche.







