
Лазердик ширетүү - бул материалдарды эритүү жана так муундарга жетүү үчүн жогорку энергиялуу лазер нурун колдонгон жогорку натыйжалуу ширетүү процесси. Өркүндөтүлгөн лазердик ширетүү жабдуулары көбүнчө колдонулганы менен, ширетүүдө кемчиликтер дагы эле туура эмес параметрлердин орнотулушунан, материалдын булганышынан же процесстин туруксуздугунан улам келип чыгышы мүмкүн, бул материалдын текке кетишине, кайра иштетүүнүн көбөйүшүнө жана өндүрүштүн натыйжалуулугунун төмөндөшүнө алып келет.
Бул макалада лазердик ширетүүнүн эң кеңири таралган беш кемчилиги системалуу түрдө талданып, колдонуучуларга негизги себептерди тез аныктоого, процесстин параметрлерин оптималдаштырууга жана ширетүүнүн сапатын жана өндүрүштүн натыйжалуулугун жогорулатууга жардам берүүчү так, иш жүзүндө колдонууга боло турган чечимдер берилет.
Лазердик ширетүүнүн кемчиликтери эмнеде?
Лазердик ширетүү кемчиликтери – бул ширетүү процессинин параметрлериндеги, материалдык шарттардагы жана башка факторлордогу дал келбестиктерден улам келип чыккан көйгөйлөр, бул ширетүүчү мончоктордун начар пайда болушуна же ширетүүнүн натыйжалуулугунун төмөндөшүнө алып келет. Бул кемчиликтер ширетүүнүн бекемдигине, пломбалоо натыйжалуулугуна жана беттин сапатына таасир этиши мүмкүн жана өнөр жай өндүрүшүндө катуу көзөмөлдү талап кылган маанилүү сапат тобокелдиктерин билдирет.
Чыныгы өндүрүштө лазердик ширетүүнүн кеңири таралган кемчиликтерине тешиктүүлүк, жарака кетүү, эрүүнүн жоктугу, кесилиш жана чачыратуу кирет. Ар бир кемчилик туруксуз кубаттуулук, фокустук жылышуу же жетишсиз коргоочу газ сыяктуу белгилүү бир процесстин себептерине туура келет жана процессти оптималдаштыруу менен тез чечилиши мүмкүн.


Лазердик ширетүүдө кездешүүчү 5 кеңири таралган кемчилик (себептери жана чечимдери)
көзөнөктүүлүк
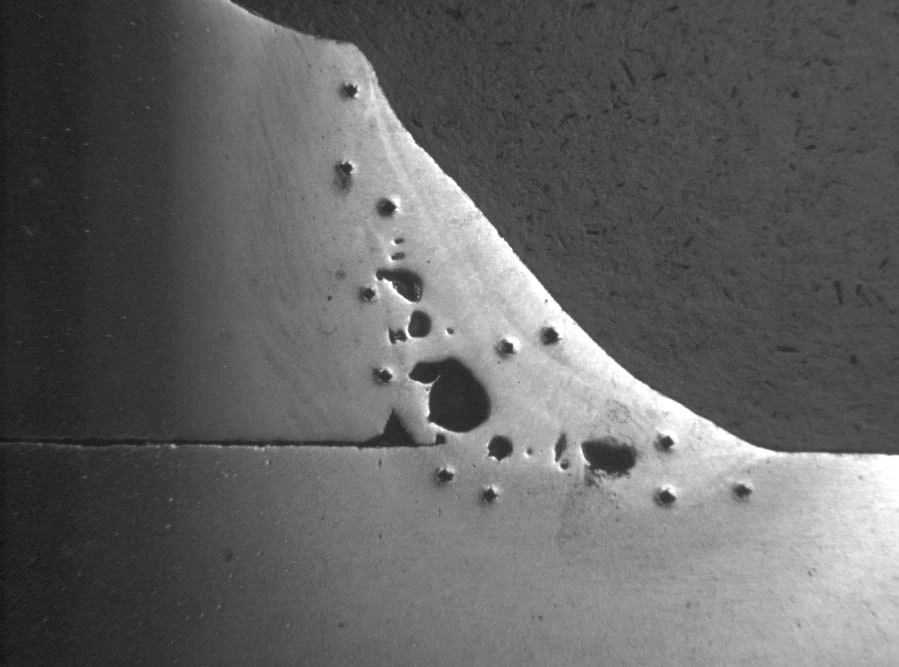
Лазердик ширетүүдөгү эң көп кездешкен ширетүү кемчилиги - кеуектүүлүк. Ал негизинен эриген көлмөдөгү газдардын ширетүү процессинде өз убагында чыгып кетпешинен улам ширетүүнүн ичинде же бетинде пайда болгон микроскопиялык тешиктерди билдирет. Бул тешиктер ширетилген муундун бекемдигин, агып кетүүнүн бекемдигин жана чарчоо мөөнөтүн кыскартат.
Кеуектүүлүктүн пайда болушу, адатта, төмөнкү негизги факторлор менен байланыштуу:
Коргоочу газды жетиштүү деңгээлде көзөмөлдөбөө: Газдын түрүн туура эмес тандоо же туруксуз агым ылдамдыгы абадагы кычкылтек, азот жана башка газдардын эриген көлмөгө аралашып, көбүкчөлөрдү пайда кылышына алып келиши мүмкүн.
Материалдын абалынын жана касиеттеринин таасири: Айрым металлдар (мисалы, алюминий эритмелери) газдарга сезгич келет, ал эми материалдын бетинде кычкыл катмарларынын же кошулмалардын болушу эритилген көлмөнүн туруктуулугуна таасир этиши мүмкүн.
Ширетүүгө чейинки даярдыктын жетишсиздиги: Май, нымдуулук же калдыктар жогорку температурада бууланат; эгерде газдар жылмакай чыгып кетпесе, алар ширетилген жердин ичинде камалып калат.
Көзөнөктүүлүк маселелерин чечүүнүн ачкычы туруктуу, башкарылуучу ширетүү чөйрөсүн түзүүдө жатат. Биринчиден, майды, кычкыл катмарларын жана нымдуулукту кетирүү үчүн ширетүү алдында материалды кылдат тазалаңыз. Андан кийин, материалга ылайыктуу коргоочу газды тандап, турбуленттүү газ агымын же жетишсиз жабуунун алдын алуу үчүн туруктуу агым ылдамдыгын (мисалы, 15–25 л/мин) сактаңыз. Мындан тышкары, лазердин кубаттуулугун жана ширетүү ылдамдыгын тийиштүү түрдө тууралоо менен, эритилген бассейндин газдын чыгып кетишин жеңилдетүү үчүн жакшы суюктукту сактап калышын камсыз кылыңыз.
Крекинг
Жаракалар ширетүү же муздатуу процессинде ширетүүчү жерде же ысыкка кабылган зонада жаракалардын пайда болушун билдирет. Ал конструкциянын бекемдигин бир кыйла төмөндөтөт жана жүк же чарчоо шарттарында жайылууга жакын. Ал көбүнчө алюминий эритмелерин жана жогорку көмүртектүү болотторду ширетүү учурунда байкалат.
Адатта, чачтын түшүшү төмөнкү факторлордун таасири астында пайда болот:
Ашыкча жылуулук чыңалуу: Туура эмес ширетүү энергиясынын кириши жергиликтүү ысып кетүүгө же чыңалуу концентрациясына алып келиши мүмкүн, бул материалдын бирдей эмес жыйрылышына алып келет жана жарака кетүү ыктымалдыгын жогорулатат. Үзгүлтүксүз толкундуу була лазерлери ысытуу жана муздатуу процесстерин башкарууга жардам берет, ошону менен жаракалардын пайда болушуна жол бербейт.
Материалдык касиеттери: Жогорку көмүртектүү болот жана айрым эритмелер жылуулук менен жарака кетүүгө сезгич келет жана ширетүү учурунда жарака кетүүгө жакын.
Жаракаларды көзөмөлдөө, негизинен, жылуулуктун киришин жана муздатуу процессин жөнгө салууга көз каранды. Материалды туура алдын ала ысытуу же муздатуу ылдамдыгын азайтуу чыңалуунун концентрациясын минималдаштыра алат. Ар кандай материалдар үчүн процесстин параметрлерин тууралоо, лазердин кубаттуулугун ширетүү ылдамдыгы менен тийиштүү түрдө дал келтирүү, ашыкча энергиянын киришинен качуу жана ширетүүнүн туруктуулугун жакшыртуу маанилүү.
Иш жүзүндө өндүрүштө лазердик ширетүүчүлөрдүн көйгөйлөрүн чечүүнүн стандартташтырылган ыкмаларын колдонуу жаракалар сыяктуу кемчиликтерди азайтып, ширетүүнүн ишенимдүүлүгүн жогорулатат.
Кесүү
Лазердик ширетүүдөгү астыңкы кесилиш – бул кеңири таралган кемчилик, ал ширетүүнүн четинде оюк же жергиликтүү ичкерүү менен мүнөздөлөт. Бул кемчилик натыйжалуу кесилиш аянтын азайтып, жүк көтөрүүчү чекиттердеги чыңалуу концентрациясына алып келет жана ширетилген конструкциянын бекемдигине жана чарчоосуна доо кетирет.
Кесүү, адатта, процесстин параметрлерине жана форманы башкарууга байланыштуу:
Ширетүүнүн өтө жогорку ылдамдыгы: Эриген көлмө четтерин толтуруу үчүн кайра агып чыга албайт, бул четтеринде чуңкур пайда кылат.
Жогорку кубаттуулук же энергия керектөө: Ширетүүчү четтердеги металл ашыкча эрип же эрозияга учурап, "асты кесилген жер" пайда болот.
Толтуруунун жана туруктуулуктун жетишсиздиги: Зымдын дал келбеши же эриген бассейндеги өзгөрүүлөр ширетүүчү мончок профилинин үзгүлтүксүздүгүнө таасир этет
Кесилген жерди азайтуу үчүн, эритилген көлмө туруктуу бойдон сакталып, жетиштүү толтуруу сыйымдуулугуна ээ болушу керек. Ширетүү ылдамдыгын тийиштүү түрдө азайтуу металлдын кайра агып кетишине убакыт берет, ал эми процесстин параметрлерин туура орнотуу четтердин күйүп кетишинин алдын алууга жардам берет. Мындан тышкары, зарыл болгон учурда зымды өз убагында берүү жана туруктуулукту сактоо ширетүүнүн өтүшүн жакшыртат, натыйжада ширетүүнүн чети жылмакай жана үзгүлтүксүз болот.
Fusion жоктугу
Эригүүнүн жоктугу лазердик ширетүү учурунда ширетилген металл менен негизги материалдын ортосунда натыйжалуу металлургиялык байланыш түзүлбөгөн же бир нече ширетүү өткөөлдөрү толук биригип кетпеген кырдаалды билдирет. Беттик көрүнүшү кадимкидей болушу мүмкүн, бирок ширетилген жеринде чындыгында эрибеген жерлер бар. Бул муундун жалпы бекемдигин алсыратат, жүк, титирөө же чарчоо шарттарында анын деламинацияга же ал тургай сынууга жакын болушуна алып келет.
Лазердин кубаттуулугу өтө төмөн болгондо, материалды толугу менен эритүү мүмкүн эмес; ошо сыяктуу эле, туура эмес жайгаштырылган фокустук чекит энергиянын натыйжалуу эрүү зонасында топтолушуна тоскоол болуп, эритилген көлмөнүн туура кеңейишине тоскоол болот. Мындан тышкары, ашыкча ширетүү ылдамдыгы жылуулуктун таасир этүү убактысын кыскартат, эритилген көлмөнүн жетиштүү нымдалышына жана негизги металл менен байланышуусуна тоскоол болот. Андан тышкары, чогултуу боштуктары же даярдалган бөлүктүн тегиз эмес бетинин шарттары эрүү эффективдүүлүгүн андан ары төмөндөтүп, жергиликтүү начар байланышка алып келиши мүмкүн.
Чыныгы мүчүлүштүктөрдү оңдоо учурунда көптөгөн колдонуучулар жаңылыштык менен биригүүнүн жоктугун кубаттуулуктун жетишсиздигине байланыштырышат, бирок көйгөй көбүнчө фокустук абалдын четтөөсүндө жатат.
Фокустук абалды тууралоо натыйжалуу кирүү тереңдигин жогорулатат. Ошол эле учурда, лазердин кубаттуулугун жогорулатуу жана ширетүү ылдамдыгын азайтуу эритилген бассейнге жайылтуу жана нымдоо процесстерин аяктоо үчүн жетиштүү убакыт берет. Жыйноо шарттары начар болгон учурларда, ширетүүчү шурулардын үзгүлтүксүз болушун камсыз кылуу жана эритилбеген жерлердин пайда болушун азайтуу үчүн так тегиздөө же тиешелүү зым менен азыктандыруу зарыл.
чачыратуу
Чачыратуу кубулушун билдирет лазердик ширетүү эриген металл ширетүү зонасынан жогорку ылдамдыкта чыгарылып, иштетилүүчү бөлүктүн бетинде же анын айланасында майда металл бөлүкчөлөрүн пайда кылат. Бул сөзсүз түрдө ширетүүнүн ички бекемдигине түздөн-түз таасир этпесе да, беттин сапатына доо кетирет жана тазалоо жана андан кийинки иштетүү чыгымдарын көбөйтөт.
Чачырандылардын пайда болушу, адатта, ваннанын туруктуулугу жана энергияны көзөмөлдөө менен байланыштуу:
Ашыкча кубаттуулук же энергия керектөө: Жергиликтүү температуранын тез көтөрүлүшү металлдын катуу бууланышына алып келип, агым сымал чачырандылардын пайда болуу ыктымалдыгын жогорулатат.
Эритме бассейнинин туруксуздугу (ачкыч тешигинин термелүүсү): Ширетүү учурунда эритме бассейнинин термелүүсү күчөгөндө, металл ширетүү зонасынан чыгып, бөлүкчөлөрдү пайда кылышы мүмкүн.
Коргоочу газдын бузулушу: Тегиз эмес же туура эмес багытталган газ агымы эритинди бассейнинин туруктуулугун бузуп, беттик турбуленттүүлүктү күчөтүп, чачырандыларды күчөтүшү мүмкүн.
Чачыранды азайтуу, биринчи кезекте, эритилген көлмөнүн туруктуу жана көзөмөлдөнгөн абалын сактоону камтыйт. Энергия тыгыздыгын тийиштүү түрдө азайтуу эритилген көлмөнүн ашыкча кайнап кетишине жол бербейт жана металлдын чыгып кетишин минималдаштырат. Ошол эле учурда, ширетүү параметрлерин оптималдаштыруу "ачкыч тешикти" турукташтырууга жардам берет. Газды коргоого келсек, ширетүү аймагын бирдей газ агымынын капташын камсыз кылуу эритилген көлмөгө тышкы таасирлердин таасирин азайтат жана ширетүүнүн бетинин сапатын жакшыртат.
Лазердик ширетүүчү аппараттын көйгөйлөрүн чечүү үчүн процессти тийиштүү түрдө тууралоо менен, була лазердик ширетүүчү кемчиликтерди натыйжалуу көзөмөлдөөгө болот, ошону менен даяр продукциянын сырткы көрүнүшүнүн сапатын жакшыртат.
Лазердик ширетүүнүн кемчиликтерин салыштыруу таблицасы
Була лазердик ширетүү учурунда ар кандай типтеги ширетүү кемчиликтери көбүнчө ар кандай пайда болуу механизмдерине жана процесске сезгич чекиттерге дал келет. Алардын жайгашкан жерин, себептерин жана ширетүүнүн натыйжалуулугуна тийгизген таасирин салыштыруу менен, көйгөйдүн булагын тез аныктоого болот, ошону менен лазердик ширетүү учурундагы көйгөйлөрдү чечүүнүн натыйжалуулугун жогорулатат.
| Кемчиликтин түрү | орду | Негизги себеп | Ширетүүнүн натыйжалуулугуна тийгизген таасири | Сезимтал материалдар | Процесс сезгичтиги |
|---|---|---|---|---|---|
| көзөнөктүүлүк | Ширетүүчү беттин айланасында | Эриген бассейнде газ камалып калган | Күчтү, герметикалуулукту жана чарчоо мөөнөтүн кыскартат | Дат баспас болоттон, алюминий эритмелеринен | Коргоочу газ жана беттин абалы |
| Крекинг | Ширетүүчү металл / ысыкка кабылган зона | Муздатуу учурундагы жылуулук стресси | Структуралык бузулуу коркунучу, жаракалардын жайылышы | Жогорку көмүртектүү болот, алюминий эритмелери | Муздатуу ылдамдыгы жана материалдын курамы |
| Кесүү | Ширетүүчү уч (ширетүүчү жердин чети) | Ашыкча энергия же четин толтуруунун жетишсиздиги | Кесимди жукартуу, четтердеги стресстин концентрациясы | Жука барактар, жогорку ылдамдыктагы ширетүүлөр | Ширетүү ылдамдыгын жана кубаттуулугун дал келтирүү |
| Fusion жоктугу | Ширетүүчү металлдын негизге чейинки интерфейси | Энергия жетишсиз киргизилет же сиңип кетет | Начар байланыш, жүк көтөрүмдүүлүгүнүн төмөндөшү | Калың плиталар, көп өтмө ширетүү | Кубат, фокустун абалы жана ылдамдык |
| чачыратуу | Ширетүүчү беттин айланасында | Эриген көлмөнүн же ачкыч тешиктин туруксуз өзгөрүшү | Беттин булганышы, тазалоонун жогорку баасы | Ар кандай металлдар | Ички ширетүүчү/беттик тешикчелер |
Лазердик ширетүүнүн ар бир кемчилигин кантип аныктоо керек
Ширетүү процессинде лазер менен ширетүүнүн ар кандай кемчиликтери сырткы көрүнүшү боюнча окшош көрүнүшү мүмкүн, бирок алардын негизги себептери жана оңдоо чаралары таптакыр башкача. Эгерде кемчилик туура эмес аныкталса, лазер менен ширетүүнүн кийинки кемчиликтерин оңдоо аракеттери туура эмес жөнгө салууларга алып келип, көйгөйлөрдүн кайталанышына же андан да начарлашына алып келиши мүмкүн. Ошондуктан, кемчиликтин түрүн так аныктоо маанилүү.
Кешектүүлүк: Бул ширетүүчү жердеги так же уя сымал боштуктар катары көрүнөт, аларды, адатта, бетинен түздөн-түз аныктоо кыйын жана ырастоо үчүн кесүүнү же бузбай текшерүүнү талап кылат. Бул негизинен эриген бассейндеги газдардын өз убагында чыгып кетпешинен келип чыгат жана көп учурда туруксуз коргоочу газ же материалдын бетинин булганышы менен байланыштуу. Бул лазердик ширетүүнүн типтүү ички кемчилиги.
Жарака: Адатта, ширетүүдө же ысыктын таасири астында калган зонада сызыктуу жаракалар катары пайда болот жана чыңалуу багыты боюнча созулушу мүмкүн. Кээде ал бир аз түссүздөнүү же микроструктуралык катмарлануу менен коштолот. Бул кемчилик көбүнчө жылуулук чыңалуусунун бирдей эмес бөлүнүп чыгышына же материалдын жылуулук жаракаларына сезгичтигине байланыштуу жана жогорку көмүртектүү болот жана алюминий эритмелеринде көбүрөөк кездешет.
Төмөнкү кесүү: Ширетүүчү четтеринде үзгүлтүксүз чуңкурлар же локалдашкан "ичкерүү" катары көрүнөт, ширетүүчү учтагы аномалиялар көзгө көрүнүп турат. Ал ширетүүчү мончоктордун толук эмес пайда болушу менен мүнөздөлөт, адатта, ашыкча жылуулуктун киришинен же ашыкча ширетүү ылдамдыгынан улам келип чыгат, бул четки металлдын өз убагында толтурулушуна тоскоол болот.
Fusion жетишсиздиги: Бети кадимкидей көрүнгөнү менен, ички жагында ширетүүчү металл негизги металл менен толук эрибеген жерлер бар; муну ырастоо үчүн, адатта, кесилиш текшерүү талап кылынат. Бул кемчилик көбүнчө энергиянын жетишсиздигинде, фокустук жылышууда же калың плиталарды ширетүү учурунда пайда болот жана жогорку структуралык тобокелдикке ээ лазердик ширетүү кемчилиги деп эсептелет.
чачыратуу: Ширетилген жердин айланасына жабышкан майда металл бөлүкчөлөрү менен мүнөздөлгөн бул сырттан көрүнгөн кемчилик, аны адатта текшербестен аныктоого болот. Анын пайда болушу туруксуз эриген көлмө же локалдашкан энергиянын өзгөрүшү менен байланыштуу, бул туура эмес параметрлерден улам келип чыгышы мүмкүн.
Жогоруда сүрөттөлгөн мүнөздөмөлөрдү салыштыруу менен, лазердик ширетүүнүн ар кандай кемчиликтерин тезирээк айырмалоого болот. Бул кемчиликтерди оңдоодо туура эмес диагноз коюудан качууга жардам берет, ошону менен процессти жөнгө салуунун натыйжалуулугун жогорулатат жана ширетүүнүн туруктуулугун жогорулатат.
Лазердик ширетүүчү аппараттын көйгөйлөрүн кантип чечүү керек
Чыныгы өндүрүштө лазердик ширетүүнүн кемчиликтери сейрек бир гана фактордон келип чыгат; тескерисинче, алар жабдуулардын абалынын, процесстин параметрлеринин жана материалдык касиеттердин айкалышкан таасиринен келип чыгат. Ошондуктан, лазердик ширетүүчү аппараттын бузулууларын оңдоодо системалуу, этап-этабы менен изилдөө жүргүзүү зарыл.
Лазер параметрлерин текшерүү
Лазердин кубаттуулугу, ширетүү ылдамдыгы жана фокустук абалы энергиянын кириш профилин түздөн-түз аныктайт жана ширетүүнүн сапатына таасир этүүчү негизги факторлор болуп саналат. Кубаттуулуктун жетишсиздиги эрүүнүн жоктугуна алып келиши мүмкүн, ал эми ашыкча кубаттуулук чачырандылардын пайда болушуна же кесилишинин начарлашына алып келиши мүмкүн. Бул параметрлер материалдын калыңдыгына жана процесстин талаптарына дал келүү үчүн туураланышы керек.
Эритилген көлмөнүн жүрүм-турумун байкаңыз
Лазердик ширетүүнүн көпчүлүк кемчиликтеринин алдын алуу үчүн туруктуу эритме бассейни абдан маанилүү. Эгерде эритме бассейни бир кыйла өзгөрүп турса же "ачкыч тешиги" туруксуз болсо, бул, адатта, энергиянын бирдей эмес бөлүштүрүлүшүн же параметрлердин туура эмес жөндөөлөрүн көрсөтүп, кубаттуулукту жана ылдамдыкты бир убакта тууралоону талап кылат.
Материалды жана беттин абалын текшерүү
Материалдын бетиндеги май, кычкыл катмарлары же нымдуулук эритме бассейнинин туруктуулугуна түздөн-түз таасир этет жана тешиктүүлүк же эрүүнүн жоктугу коркунучун жогорулатат. Мындан тышкары, ар кандай материалдар жылуулуктун киришине ар кандай сезгичтикке ээ, андыктан бул таасирлерди азайтуу үчүн тиешелүү чараларды көрүү керек.
Коргоочу газ системасын баалоо
Коргоочу газдын түрү, агым ылдамдыгы жана каптоо туруктуулугу эриген көлмөнү айланадагы абадан бөлүп алуунун натыйжалуулугуна таасир этет. Туруксуз газ агымы же жетишсиз каптоо тешиктүүлүк жана чачыранды сыяктуу көйгөйлөргө алып келиши мүмкүн. Ошондуктан, жогорку тазалыктагы газды колдонуу жана үзгүлтүксүз жана бирдей агымды сактоо менен коргоочу газдын сапатын жакшыртуу зарыл.
Жабдуулардын иштөө абалын текшерүү
Лазердик чыгуунун туруктуулугу, оптикалык жолдун тазалыгы жана зым берүү системасынын иштөө абалы акыркы ширетүүнүн сапатына таасир этет. Була лазердик ширетүүчү жабдуулар иштебей калганда же олуттуу өзгөрүүлөрдү көрсөткөндө, туура коюлган параметрлер менен да үзгүлтүктүү өчүрүүлөр жана башка көйгөйлөр пайда болушу мүмкүн.


Ошондуктан, жогорку өндүрүмдүү колго кармалуучу лазердик ширетүүчү машиналарды тандоо керек же автоматташтырылган лазердик ширетүүчү машиналар жана процесстин туруктуулугун жакшыртуу үчүн лазердик жабдууларды үзгүлтүксүз текшерип жана техникалык тейлөөдөн өткөрүңүз. Эгерде сиз лазердик ширетүүчү аппаратты кантип текшерүү жана техникалык тейлөө керектиги жөнүндө көбүрөөк билгиңиз келсе, бул макаланы карап чыгыңыз: Була лазердик ширетүүчү аппаратты тейлөө: машинаңыздын иштөө мөөнөтүн максималдуу түрдө узартуу.
Real Case Study
Дат баспас болоттон жасалган буюмдарды чыгарууга адистешкен кардар ширетүү процессинде олуттуу тешиктүүлүк көйгөйлөрүнө туш болду. Kempson's компаниясын тааныштыргандан кийин 2000W аба менен муздатылган лазер ширетүүчү машина, компания коргоочу газды оптималдаштырып, ширетүү параметрлерин тууралап, өзүнөн-өзү пайда болгон коргоочу газы бар бул жогорку өндүрүмдүү лазердик системаны колдонду. Натыйжада, тешиктүүлүк 80% дан ашыкка азайып, ширетүүнүн сапатын бир топ жакшыртты.
Көп берилүүчү суроолор
1. Лазердик ширетүү параметрлерим туура экенин кантип билем?
Муну эритилген көлмөнүн туруктуулугун жана ширетүүчү шурунун формасын байкоо менен аныктоого болот. Эгерде ширетүүчү шуру үзгүлтүксүз болсо жана чачыранды же кесилген жерлери байкалбаса, бул адатта параметрлердин туура дал келгенин көрсөтөт. Эгерде лазердик ширетүүдө кемчиликтер көп кездешсе, анда кубаттуулукту, ылдамдыкты жана фокустук абалды кайра тууралоо керек болот.
2. Лазердик ширетүүчү аппараттын көйгөйлөрүн чечүүнүн эң тез жолу кайсы?
Параметрлердин, материалдардын, газдын жана жабдуулардын тартиби боюнча көйгөйлөрдү чечиңиз. Лазердик ширетүүдөгү көпчүлүк көйгөйлөр кубаттуулуктун же ылдамдыктын дал келбестигинен, андан кийин материалдын булганышынан же жабдуулардын абалынан келип чыгат.
3. Эмне үчүн лазердик ширетүүдөгү кемчиликтер жаңы станоктордо да пайда болот?
Жаңы жабдуулар менен да, эгерде параметрлердин жөндөөлөрү акылга сыйбаган болсо, материалдын бети таза болбосо же коргоочу газ туруксуз болсо, лазердик ширетүүдөгү кемчиликтер дагы эле пайда болушу мүмкүн. Жабдуулардын иштеши негиз болуп саналат, бирок процессти оптималдаштыруу ачкыч болуп саналат.
4. Лазердик ширетүүдөгү тешиктүүлүктү кантип натыйжалуу азайтууга болот?
Негизгиси - газдын жана материалдын абалын көзөмөлдөө. Коргоочу газдын тазалыгын жана туруктуулугун жогорулатуу, ошол эле учурда ширетүү алдындагы тийиштүү тазалоону камсыз кылуу, тешиктүүлүктү азайтуунун натыйжалуулугун жогорулатат.
5. Лазердик ширетүү менен кайсы материалдар жаракаларга көбүрөөк дуушар болушат?
Алюминий эритмелери жана жогорку көмүртектүү болот жарака кетүүгө көбүрөөк дуушар болушат, бул материалдардын жылуулук кеңейүү касиеттери жана муздатуудагы кысылуу чыңалуулары менен байланыштуу.
6. Автоматташтыруу була-лазердик ширетүүнүн кемчиликтерин азайта алабы?
Ооба. Автоматташтырылган лазердик ширетүүчү машиналар параметрлердин туруктуулугун жана кайталанышын жакшырта алат, ошону менен була-лазердик ширетүүнүн кемчиликтерин азайтат, бул массалык өндүрүштө өзгөчө байкаларлык натыйжаларды берет.
7. Коргоочу газдын түрү лазердик ширетүүнүн сапатына таасир этеби?
Ооба. Ар кандай материалдар ар кандай газ түрлөрүн (мисалы, аргон, азот ж.б.) талап кылат, ал эми газды жана агым ылдамдыгын тандоо эритилген көлмөнүн туруктуулугуна түздөн-түз таасир этет.
жыйынтыктоо
Лазер менен ширетүү процессинде тешиктүүлүк, жаракалар жана астыңкы кесилиштер сыяктуу кеңири таралган кемчиликтер пайда болушу мүмкүн. Бул кемчиликтердин себептерин жана аларды кантип чечүү керектигин таануу жана түшүнүү маанилүү, бул ширетүүнүн сапатын жана ырааттуулугун жакшыртуу үчүн.
Эгерде сиз процессиңизди андан ары оптималдаштыргыңыз келсе же кесипкөй лазердик ширетүү жабдууларын сатып алгыңыз келсе, дароо биз менен байланышыңыз. Кемпсон сиздин өзгөчө муктаждыктарыңызга ылайыкташтырылган жекече чечимди иштеп чыгат.







