
Өнөр жай өндүрүшүндө дого менен ширетүү жана лазер менен ширетүү эки кеңири таралган процесстик вариант болуп саналат. Дого менен ширетүү жабдууларга аз инвестиция салуусу жана кеңири колдонулушу менен белгилүү, ал эми лазер менен ширетүү натыйжалуулук, тактык жана автоматташтыруу жагынан артыкчылыктарды сунуштайт. Бул эки ыкма ар кандай сценарийлерге ылайыктуу болгондуктан, өндүрүш талаптарына жараша тиешелүү лазердик жабдууларды тандоо маанилүү.
Бул макалада талданат жаа менен ширетүү vs лазер менен ширетүү принциптердин, артыкчылыктардын жана кемчиликтердин, колдонмолордун жана чыгымдардын көз карашынан алганда, ишканаларга эң ылайыктуу ширетүү чечимин тандоого жардам берүү үчүн алардын тиешелүү колдонуу чөйрөлөрүн тактоо.

Дого ширетүү деген эмне?
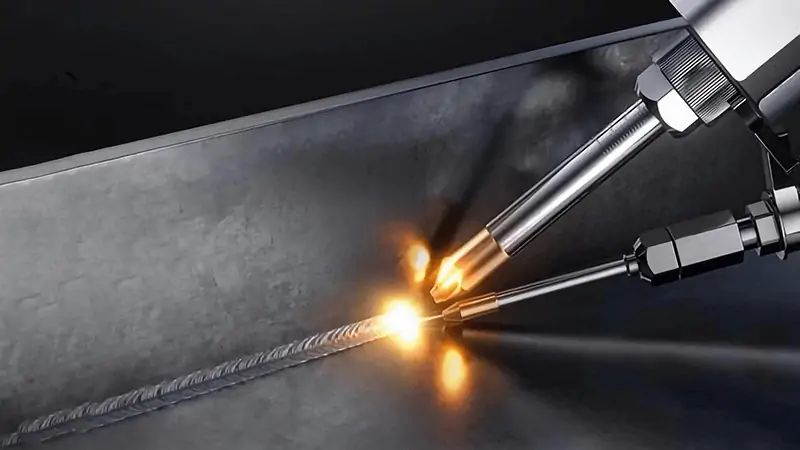
Дого менен ширетүү – бул электрод менен даярдалган бөлүктүн ортосунда туруктуу дого түзүү аркылуу электр энергиясын жылуулук энергиясына айландыруучу металлдарды бириктирүү процесси, ошону менен бириктирилген жерди ысытып, аны жергиликтүү түрдө эритүү. Эриген металл ширетүүчү көлмөнү түзөт, ал дого кыймылдаганда акырындык менен катып, акырында материалдарды бириктирүү үчүн ширетүүчү шуруну пайда кылат. Догонун жогорку температурасынан улам металлды тез эритүүгө болот. Бул ыкма ар кандай материалдарга жана калыңдыктарга ылайыктуу жана өнөр жай өндүрүшүндө кеңири колдонулат.

Ширетүү процессинде толтургуч металл ширетүүчү зым же электроддор аркылуу берилет, ал эми коргоочу газ же флюс кычкылданууну жана тешиктүүлүктү алдын алуу үчүн муунду атмосферадан бөлүп турат. Ток, чыңалуу жана ширетүү ылдамдыгы кирүү тереңдигине жана ширетүүчү мончоктордун пайда болушуна түздөн-түз таасир этет, бул аларды ширетүүнүн сапатын көзөмөлдөө үчүн негизги параметрлерге айлантат.
Жалпы ширетүү процесстери
Зым менен ширетүүнү зым берүү ыкмаларына жана коргоо механизмдерине жараша төмөнкү түрлөргө бөлүүгө болот:
MIG ширетүү (Газ менен металл дого менен ширетүү, GMAW): Бул процессте үзгүлтүксүз зым менен камсыздоо коргоочу газ менен айкалышып, жогорку натыйжалуулукту камсыз кылат жана массалык өндүрүшкө жана орто жана ичке калибрдеги барактарды жасоого ылайыктуу кылат.
TIG ширетүү (Вольфрамдын инерттүү газы менен ширетүү, GTAW): Керектелбеген электродду колдонот, бул ширетүүчү мончоктордун туруктуу пайда болушуна жана жогорку сапаттагы ширетүүлөрдүн болушуна алып келет. Ал көбүнчө дат баспас болот жана алюминий эритмелери сыяктуу материалдарды так ширетүү үчүн колдонулат.
Кол менен ширетүү (SMAW): Электрод катары ширетүүчү таякча колдонулат. Жабдуу жөнөкөй жана ар кандай чөйрөлөргө күчтүү ыңгайлашууну камсыз кылат, бул аны сырткы курулуш жана техникалык тейлөө иштерине ылайыктуу кылат.
Суу астындагы дого менен ширетүү (ШДШ): Ширетүү флюс катмарынын астында, дого көрүнбөй тургандай кылып жүргүзүлөт. Ал терең кирүү мүмкүнчүлүгүн камсыз кылат жана калың пластиналарды жана узун ширетүүлөрдү үзгүлтүксүз ширетүү үчүн ылайыктуу.
Дога менен ширетүүнүн артыкчылыктары
Дого менен ширетүү көптөгөн артыкчылыктарды сунуштайт, бул аны ар кандай тармактарда популярдуу тандоого айлантат. Анын негизги артыкчылыктары төмөнкүлөр:
Төмөн наркы: Жабдуу жөнөкөй түзүлүшкө ээ жана татаал көмөкчү системаларды талап кылбайт, бул жалпы сатып алуу жана техникалык тейлөө чыгымдарын азайтат. Ал чакан жана орто заводдордо тез арада орнотууга ылайыктуу.
Колдонмолордун кеңири диапазону: Ал көмүртек болот, дат баспас болот, эритме болот жана алюминий сыяктуу кеңири таралган металлдарды ишенимдүү ширете алат. Ошондой эле, ал сырткы чөйрөгө күчтүү ыңгайлашууну көрсөтөт; кол менен металл жаа ширетүү (SMAW) шамалдуу же чаңдуу шарттарда же коргоочу газсыз жүргүзүлүшү мүмкүн.
Калың плиталуу конструкциялар үчүн күчтүү ширетүү мүмкүнчүлүгү: Көп өтмө ширетүү же ар кандай жаа ыкмаларынын айкалышы аркылуу олуттуу кирүү тереңдигине жетишүүгө болот, бул аны орто жана калың плиталарды (6 мм жана андан жогору) жана оор жүк ташуучу конструкциялык компоненттерди жасоого ылайыктуу кылат.
Ширетүүнүн бир нече позициялары бар: Дого менен ширетүү ар кандай абалдарда — жалпак, горизонталдык, вертикалдык жана үстүнкү абалда — зарылчылыкка жараша, ар кандай жергиликтүү шарттарга ийкемдүү түрдө ылайыкташып жүргүзүлүшү мүмкүн.
Арк менен ширетүүнүн кемчиликтери
Чоң жылуулук таасир этүүчү зона (ЖТЗ): Жогорку жаа температурасынан жана чачыранды жылуулуктун киришинен улам, кеңири жылуулук таасир этүүчү зона (ЖТЗ) пайда болушу мүмкүн, бул жука калибрлүү жумушчу бөлүктөрдүн деформациясына, кыйшайышына же калдык чыңалуусунун жогорулашына алып келет.
Жогорку көндүмдөргө коюлган талаптар: TIG жана MIG сыяктуу процесстер токту, дого узундугун жана зымдын берүү ылдамдыгын көзөмөлдөө үчүн квалификациялуу операторлорду талап кылат; жаңыдан баштагандар көп учурда ширетүүнүн ырааттуу сапатына тез жетүү үчүн кыйналышат.
Жогорку коопсуздук тобокелдиктери: Дого жогорку температураны жана нурланууну пайда кылат, бул көзгө же териге зыян келтириши мүмкүн. Флюстун күйүшү же катмарланган металлдардын эриши ширетүүчүлөргө жана айлана-чөйрөгө коркунуч келтирген уулуу түтүндөрдү пайда кылат.
Ширетүүдөн кийинки кеңири иштетүү: Ширетилген жерлер көбүнчө чачыранды, кабырчыктуу же тегиз эмес пайда болот, адатта майдалоону, тазалоону же экинчилик иштетүүнү талап кылат жана автоматташтырылган системаларга интеграциялоо кыйынга турат.
Салыштырмалуу жай ширетүү ылдамдыгы: TIG же кол менен жаа менен ширетүү сыяктуу ыкмалар, адатта, жай иштейт, ширетүүнү толтуруу үчүн бир топ убакыт талап кылынат. Калыңыраак даярдалган бөлүктөр үчүн толук кирүүгө жетүү үчүн бир нече жолу өтүү талап кылынышы мүмкүн, ошону менен ширетүү чыгымдары жогорулайт.
Арк менен ширетүүнүн колдонулушу
Дого менен ширетүү кеңири колдонулат жана көбүнчө металл жасоодо, механикалык өндүрүштө жана имараттарды тейлөөдө колдонулат. Анын негизги колдонулуштары төмөнкүлөр:
- Металл жасоо жана өндүрүш: болот конструкцияларын, механикалык компоненттерди жана заводдук конструкциялар жана жабдуулардын таянычтары сыяктуу ар кандай металл каркастарды ширетүү үчүн колдонулат.
- Оор машина куруу жана инженердик жабдуулар: жогорку өтүү жөндөмүнө таянып, экскаваторлордун, крандардын жана тоо-кен жабдууларынын конструкциялык компоненттерин өндүрүүдө кеңири колдонулат.
- Курулуш жана инфраструктура: көпүрөлөр, болот каркастуу имараттар жана түтүк тирөөчтөрү сыяктуу инженердик долбоорлордо колдонулат, анткени ал курулуш аянтчасындагы чөйрөлөргө жакшы ылайыктуу.
- Түтүк өткөргүчтөр жана басым идиштери: мунай жана химия өнөр жайында түтүк өткөргүчтөрдү туташтыруу жана басым идиштерин ширетүү үчүн, айрыкча жогорку ширетүүнү талап кылган шарттарда колдонулат.
- Оңдоо жана техникалык тейлөө операциялары: Жабдууларды оңдоо, конструкциялык бекемдөө жана жер-жерлерде шашылыш оңдоолор үчүн ылайыктуу, айрыкча, жумуш бөлүгүн жылдырууга мүмкүн болбогон учурларда.
Лазердик ширетүү деген эмне?
Лазердик ширетүү - бул материалдарды бириктирүү үчүн жогорку энергиялуу тыгыздыктагы лазер нурун колдонгон так ширетүү процесси. Фокусталганда, лазер нуру өтө жогорку энергияны пайда кылат (кубаттуулук тыгыздыгы 10⁵–10⁷ Вт/см² чейин), бул металлдын өтө кыска убакыттын ичинде жергиликтүү түрдө эрип же ал тургай бууланып кетишине алып келет. Бул тез катып калган эриген көлмөнү пайда кылат, натыйжада тыгыз ширетүү пайда болот. Жылуулуктун кириши концентрациялангандыктан, жылуулуктун таасир этүүчү зонасы кичинекей болот жана ширетүүнүн бурмаланышы минималдаштырылат, бул аны жогорку тактыкты талап кылган колдонмолор үчүн ылайыктуу кылат. Лазердик ширетүү деген эмне жана ал кантип иштейт? – Толук колдонмо
Ширетүү процессинде лазердин чыгуу кубаттуулугу, фокустук абал жана ширетүү ылдамдыгы кирүү тереңдигине жана ширетүүнүн сапатына таасир этет. Талаптарга жараша, зым менен берилген же зымсыз процесстерди тандоого болот, ал эми кычкылданууну минималдаштыруу үчүн коргоочу газдар (мисалы, аргон же азот) колдонулат.
Жалпы жабдуулар негизинен төмөнкүлөрдөн турат була лазер ширетуучу машиналар, дат баспас болот, көмүртек болот жана алюминий эритмелери сыяктуу материалдарга ылайыктуу жана автоматташтырылган өндүрүш линияларында жана так өндүрүштө кеңири колдонулат.



Лазердик ширетүүнүн кеңири таралган түрлөрү
Лазер булагынын түрүнө жана колдонуу ыкмасына жараша, кеңири таралган лазердик ширетүү процесстерин төмөнкүдөй категорияларга бөлүүгө болот:
Була лазердик ширетүү: Учурда негизги чечим болуп саналат, ал жогорку электро-оптикалык конвертациялоо натыйжалуулугуна (болжол менен 30–40%) жана эң сонун нур сапатына ээ. Жогорку ылдамдыктагы ширетүү жана автоматташтырылган өндүрүш линиялары үчүн ылайыктуу, ал дат баспас болотту, көмүртек болотту жана алюминий эритмелерин иштетүүдө кеңири колдонулат.
CO₂ лазердик ширетүү: Алгачкы учурларда көп колдонулган, ал металл эмес материалдар үчүн жогорку сиңирүү ылдамдыгын сунуштайт. Бирок, жабдуулардын чоң өлчөмүнө жана жогорку тейлөө чыгымдарына байланыштуу, ал акырындык менен була лазерлери менен алмаштырылууда.
Кол менен лазер менен ширетүү: Ийкемдүү иштөөнү сунуштайт, ал чакан жана орто көлөмдөгү өндүрүш жана жер-жерлерде иштөө үчүн ылайыктуу. Ширетүү ылдамдыгы адатта салттуу ширетүү ыкмаларына караганда 2–5 эсе жогору, бул аны жука жана орто калыңдыктагы барак материалдары үчүн идеалдуу кылат.
Автоматтык лазердик ширетүү: Роботтор же кыймыл платформалары менен айкалыштырылган бул ыкма жогорку тактыктагы партиялык ширетүүнү камсыз кылат жана автомобиль жана электроника сыяктуу тармактарда стандартташтырылган өндүрүш үчүн ылайыктуу.
Термелүүчү лазер менен ширетүү: Ширетүүчү башты термелүү менен бул ыкма ширетүүчү жердин туурасын (2–8 мм чейин) көбөйтөт жана жылчыктардын ыңгайлашуусун жакшыртат. Ал көбүнчө алюминий эритмелери жана чоңураак чогултуу жылчыктары бар бөлүктөр үчүн колдонулат.
Лазердик ширетүүнүн артыкчылыктары
Автоматташтырылган өндүрүш үчүн ылайыктуу жогорку ширетүү ылдамдыгы: Концентрацияланган лазердик энергия тез ысытууга жана муздатууга мүмкүндүк берет, ширетүү ылдамдыгы салттуу дого ширетүүгө караганда 2–5 эсе тезирээк. Ошондой эле, аны роботтор жана CNC системалары менен интеграциялоо оңой, бул туруктуу сериялык өндүрүштү камсыз кылат жана жалпы өндүрүштүн натыйжалуулугун жогорулатат.
Жогорку тактык, минималдуу жылуулук таасир этүүчү зона: Лазердик так өтө кичинекей (болжол менен 0.2–0.6 мм диаметрде), жылуулуктун киришин топтоп, кууш жылуулук таасир этүүчү зонаны түзөт, бул бурмалоону жана калдык чыңалууну натыйжалуу азайтат.
Жогорку сапаттагы ширетүү, иштетүүдөн кийинки кадамдарды азайтат: Байланышсыз ширетүү процесси ширетүүчү башы менен даярдалган бөлүктүн ортосундагы түз физикалык байланышты жок кылат, натыйжада эстетикалык жактан жагымдуу, таза, жылмакай жана минималдуу чачыраган ширетүүлөрдү пайда кылат, ошону менен кийинки майдалоо жана тазалоо зарылдыгын азайтат.
Материалдардын бекем шайкештиги: Ал дат баспас болот, көмүртек болот жана алюминий эритмелери сыяктуу материалдарды ишенимдүү ширетет жана жука барактардан баштап орто калыңдыктагы пластиналарга (0.5–10 мм) чейин кеңири колдонууну колдойт, бул заманбап тактык өндүрүшүнүн жана көп тармактуу өндүрүштүн талаптарын канааттандырат.
Лазердик ширетүүнүн кемчиликтери
Жабдуулардын жогорку баасы: Лазердик ширетүү жабдууларына (була лазерлери, муздатуу системалары жана оптикалык системалар) жалпы инвестиция жогору, бул олуттуу баштапкы капиталдык чыгымдарды талап кылат. Бул аны ири масштабдуу же жогорку кошумча нарктагы өндүрүш сценарийлери үчүн ылайыктуу кылат.
Жогорку тактык талаптары: Лазердик тактын өлчөмү кичинекей (болжол менен 0.2–0.6 мм), бул аны жумушчу бөлүктөрдүн ортосундагы боштуктарга сезгич кылат. Ашыкча чогултуу каталары ширетүүчү мончоктордун пайда болушуна таасир этиши мүмкүн, бул иштетүүнүн тактыгын жакшыртуу үчүн термелүүчү лазердик ширетүүнү колдонууну талап кылат.
Калың плиталарды ширетүү мүмкүнчүлүгү чектелген: 8–12 ммден калыңыраак плиталарды камтыган колдонмолор үчүн бир жолку ширетүүнүн натыйжалуулугу төмөндөйт, адатта көп жолку же гибриддик процесстерди талап кылат.
Катуу коопсуздук талаптары: Лазерлер жогорку энергиялуу нурлар болуп саналат (4-класс), операторлордун жаракат алышын алдын алуу үчүн катуу коргоо чараларын (мисалы, коопсуздук көз айнеги жана коргоочу кийим) талап кылат.
Лазердик ширетүүнүн колдонмолору
Лазердик ширетүү ар кандай тармактарда, айрыкча автоматташтырылган өндүрүштө жана так иштетүүдө кеңири колдонулат.
- Автоунаа өндүрүшү: Кузов конструкцияларын, аккумулятордук лотокторду жана компоненттерди ширетүү үчүн колдонулат, ширетүү ылдамдыгы 1–5 м/минге жетет, бул аны көп көлөмдүү автоматташтырылган өндүрүшкө ылайыктуу кылат.
- Дат баспас болоттон жана металлдан жасалган буюмдар: Шкафтарды, ашкана идиштерин, түтүктөрдү жана жука барактуу конструкциялык компоненттерди ширетүү үчүн колдонулат, минималдуу бурмалоо менен майда ширетүүлөрдү пайда кылат, ошону менен кийинки майдалоо процесстеринин зарылдыгын азайтат.
- Электроника жана так өндүрүш: электрондук компоненттер жана тактыктагы аспаптардын корпустары сыяктуу кичинекей структуралык компоненттерге колдонулат, жогорку тактыкты, тез ылдамдыкты жана минималдуу жылуулук таасир этүүчү зоналарды сунуштайт.
- Жаңы энергетика өнөр жайы: жогорку туруктуулук жана пломбалоочу касиет талап кылынган кубаттуулуктагы батареяларды, энергия сактоочу жабдууларды жана туташтыргычтарды ширетүү үчүн колдонулат.
- Жабдуулар жана тиричилик техникаларын өндүрүү: Эшиктерди, терезелерди, шаймандардын корпустарын жана металл декоративдик компоненттерин иштетүүгө ылайыктуу, эстетикалык сапатты жана өндүрүштүн натыйжалуулугун жогорулатат.
- Зер буюмдарын жана сааттарды өндүрүү: Татаал зер буюмдарын жана сааттардын тетиктерин оңдоо жана өндүрүү, татаал үлгүлөрдү жасоо жана майда тетиктерди чогултуу үчүн идеалдуу.





Дого менен ширетүү жана лазер менен ширетүү: негизги айырмачылыктар
Дого менен ширетүүнү жана лазер менен ширетүүнү төмөнкү салыштыруу энергия булактары, процесстин параметрлери, сапатты көзөмөлдөө жана баа сыяктуу аспектилерди камтыйт:
| Салыштыруу пункту | Арк менен ширетүү | Лазердик ширетүү |
|---|---|---|
| Энергия булагы | Электр жаасынын разряды | Фокусталган лазер нуру |
| Ширетүү тактыгы | Төмөн тактык, ката кетирүүгө жакын | Жогорку тактык, кичинекей жана татаал бөлүктөр үчүн идеалдуу |
| Ширетүү ылдамдыгы | Жайыраак (кол менен), болжол менен 0.2–1.0 м/мин | Тезирээк, болжол менен 3–5 эсе көп дого ширетүү |
| Жылуулук таасир эткен аймак | Кең (болжол менен ≥2–5 мм) | Ичке (болжол менен 0.5–2 мм) |
| Distortion Control | Деформация жана калдык стресстин жогорку тобокелдиги | Жылуулуктун азайышы, бурмалоо минималдуу |
| Иштетүү методу | Негизинен кол менен | Колдук жана автоматташтырууну колдойт |
| Ширеттүү көрүнүшү | Чачырандылар жана шлактар, тегиз эмес тигиштер | Шлаксыз жылмакай, таза ширетүүлөр |
| Материалдын калыңдыгы | Бардык калыңдыктагы, айрыкча 6 ммден жогору калыңдыктагыларга ылайыктуу | Орточо жука материалдар үчүн эң жакшы (0.5–8 мм) |
| коопсуздук | Жогорку жылуулук, радиация жана түтүн | Коргоо талап кылынат, бирок көбүрөөк көзөмөлдөнөт |
| Тиркемелер | Жөнөкөй, аз партиялуу ширетүү | Комплекстүү, так жана массалык өндүрүш |
| Автоматташтыруу шайкештиги | Кошумча интеграцияны талап кылат | Роботтор жана өндүрүш линиялары менен оңой интеграцияланат |
| Кийинки иштетүү | Майдалоо жана тазалоо талап кылынат | Минималдуу же эч кандай кийинки иштетүү талап кылынбайт |
| жабдуулар | Жөнөкөй, арзан жабдуулар | Автоматташтырууга ыңгайлуу, баасы жогору |
| Жалпы наркы | Жабдуулардын баасы төмөн, эмгек акысы жогору | Жогорку баштапкы наркы, төмөн узак мөөнөттүү наркы |
Лазердик ширетүү жогорку тактыктагы, жогорку натыйжалуулуктагы жана автоматташтырылган өндүрүш үчүн жакшыраак ылайыктуу, ал эми дого менен ширетүү аз бюджеттүү жана ийкемдүү колдонмолор үчүн ылайыктуу бойдон калууда.
Дого менен ширетүү жана лазер менен ширетүү: ширетүү долбоорлорунун татаалдыгы
Дого менен ширетүү болот конструкциялары, жабдуулардын таянычтары жана жалпы металл жасоо сыяктуу жөнөкөй конструкцияларды жана чоң өлчөмдөрдү камтыган оор өнөр жайлык ширетүү жумуштары үчүн абдан ылайыктуу. Ал негизинен муундардын бекемдигине жана жер-жерлерде ыңгайлашууга басым жасайт, ширетүүнүн тактыгына салыштырмалуу чектелген талаптарды коёт, бул аны орто жана калың плиталар жана чоңураак чогултуу аралыгы бар жумуш бөлүктөрү үчүн ылайыктуу кылат.
Иш жүзүндө өндүрүштө дого менен ширетүү сырткы жана катаал шарттарда, ошондой эле ар кандай ширетүү позицияларында колдонууга ылайыктуу. Ал көп өткөөлдүү ширетүү жана параметрлерди тууралоо аркылуу татаал муундарга жетише алат, бирок ал кол менен иштөө тажрыйбасына жана чеберчилигине абдан көз каранды, бул аны курулуш, техникалык тейлөө жана негизги өндүрүш тармактарында кеңири колдонот.
MIG же TIG сыяктуу салттуу дого ширетүү электродду жана ширетүүчү бассейнди атмосфералык булгануудан коргоо үчүн коргоочу газдын үзгүлтүксүз берилишине таянат. Жаңы технологияга өтүүдө көп кездешүүчү суроо туулат: Лазердик ширетүүчүлөргө газ керекпи? ошондойбу? Жооп ооба. Лазердик ширетүү физикалык электроддун ордуна жогорку фокусталган жарык нурун колдонгону менен, ал дагы эле аргон же азот сыяктуу кошумча коргоочу газдарды талап кылат. Бул газ эриген металлдын кычкылданышын алдын алуу жана лазердик оптиканы чачыратуудан коргоо үчүн абдан маанилүү, демек, эки ыкманын тең иштөө жөндөөлөрүн салыштырганда газды башкаруу маанилүү фактор бойдон калууда.
Ал эми, лазердик ширетүү татаал түзүлүштөгү жана жогорку тактык талаптарына жооп берген долбоорлорго, мисалы, жука барактуу жыйындыларга, так тетиктерге жана массалык түрдө өндүрүлгөн продукцияларга ылайыктуу. Анын фокусталган лазер нуру жылуулукка таасир этүүчү зонаны жана жылуулук киргизүүнү көзөмөлдөп, жылуулуктун узак убакытка таасир этүүсүнөн келип чыккан жылуулук деформациясын жана ширетүү кемчиликтерин алдын алат. Бул аны заманбап өндүрүш муктаждыктарына жакшыраак ылайыкташтырат.
Дого менен ширетүү жана лазер менен ширетүү: материалдын шайкештиги
Ар кандай ширетүү процесстери колдонулуучу материалдардын диапазону жана иштетүү көрсөткүчтөрү боюнча айырмаланат. Төмөнкү таблицада дого менен ширетүүнүн жана лазер менен ширетүүнүн кеңири таралган металл материалдары менен шайкештиги көрсөтүлгөн:
| материалдык түрү | Арк менен ширетүү | Лазердик ширетүү |
|---|---|---|
| Carbon болот | Кеңири колдонулуучу, туруктуу ширетүү | Туруктуу ширетүүчү түзүлүш, массалык өндүрүш үчүн идеалдуу |
| Дат баспаган болот | Туруктуу ширетүү, жылуулук киргизүүнү көзөмөлдөөнү талап кылат | Минималдуу кычкылдануу менен майда ширетүүлөр |
| алюминий Alloy | Жогорку чеберчиликти талап кылат, кеуектүүлүккө жакын | Титирөөчү ширетүү менен туруктуулукту жакшыртуу |
| иш-аракет кылууга түрткү болот | Кеуектүүлүккө жакын, жылтыратуудан кийин талап кылынат | Параметрлерди башкаруу менен кемчиликтерди азайтууга болот |
| Окшош эмес металлдар | Кыйын, көп учурда атайын процесстерди же толтургуч материалдарды талап кылат | Ар кандай металлдарды бириктире алат, так көзөмөлдү талап кылат |
| Жука барак (≤3 мм) | Жогорку жылуулук киргизүү, күйүп кетүү же деформациялануу коркунучу | Туруктуу ширетүү жылуулук киргизүүнү көзөмөлдөөнү талап кылат |
| Орточо калыңдыктагы плита (≥6 мм) | Көп өтмө ширетүү аркылуу жетишилет | Көп катмарлуу процесстерди же жогорку кубаттуулуктагы системаларды талап кылат |
Окуяны изилдөө: Автоунаа радиаторлоруна адистешкен өндүрүүчү алюминий эритмесинен жасалган канатчаларды көмүртек болоттон жасалган рама менен ширетүү кыйынчылыгына туш болгон, бул ар кандай металл ширетүүнү камтыган. Алар салттуу TIG ширетүүсүн колдонгондо, ширетүүнүн жетишсиз бекемдиги жана агып кетүү сыяктуу көйгөйлөргө туш болушкан, бул кайра иштетүүнүн жогорку ылдамдыгына жана сапатынын туруксуздугуна алып келген. Kempson's киргизилгенден кийин көчмө суу менен муздатылган 1500W жука барак лазердик ширетүүчү машина, натыйжалар күтүүлөрдөн ашып түштү, ширетүүнүн сапатын да, өндүрүштүн натыйжалуулугун да бир топ жакшыртты.
Дого менен ширетүү жана лазер менен ширетүү: комплекстүү чыгымдарды талдоо
Жалпы инвестицияны жана узак мөөнөттүү колдонууну эске алганда, дого менен ширетүүнүн ортосундагы баалардын айырмасы, негизинен, жабдууларга салынган инвестицияларда, эксплуатациялык чыгымдарда жана жалпы өндүрүштүн натыйжалуулугунда чагылдырылат:
Жабдууларга инвестициялык чыгымдар: Дого менен ширетүү жабдуулары жөнөкөй түзүлүшкө жана баштапкы инвестициянын аздыгына ээ, бул аны негизги өндүрүштүк түзүлүштөргө ылайыктуу кылат; лазердик ширетүү машиналары лазер булактарын, оптикалык системаларды жана муздатуу системаларын камтыйт, бул жалпы инвестициянын жогорулашына алып келет жана аларды ири масштабдуу жана автоматташтырылган өндүрүш линиялары үчүн ылайыктуу кылат.
Иштөө жана керектелүүчү чыгымдар: Дого менен ширетүү ширетүү материалдарына, электроддорго жана жумушчу күчүнө көбүрөөк чыгымдарды алып келет; лазер менен ширетүү негизинен электр энергиясын жана аз өлчөмдөгү коргоочу газды сарптайт, ал эми керектелүүчү материалдарга минималдуу көз карандылыкты талап кылат.
Жумушчу күчүнүн чыгымдары: Дого менен ширетүү операторлорго абдан көз каранды, мында квалификациялуу жумушчулар олуттуу таасир этет; лазердик ширетүү автоматташтырылган жабдуулар менен оңой интеграцияланат, бул кол менен кийлигишүүнү азайтат.
Иштетүүдөн кийинки чыгымдар: Дого менен ширетүү, адатта, ширетүүдөн кийин майдалоону, тазалоону же кайра иштетүүнү талап кылат; лазер менен ширетүү туруктуу ширетүүчү шурулардын профилдерин пайда кылат, бул иштетүүдөн кийинки кадамдарды салыштырмалуу азыраак кылат.
Узак мөөнөттүү жалпы чыгымдар (ROI): Дого менен ширетүү аз инвестициялык сценарийлер үчүн ылайыктуу, бирок көп көлөмдүү өндүрүштө бирдик чыгымдары жогору; лазер менен ширетүү жогорку баштапкы инвестицияларды талап кылат, бирок жогорку өндүрүмдүүлүктөгү өндүрүштө бирдик чыгымдарынын туруктуу түзүмдөрүнө жетүү үчүн жакшыраак ылайыктуу.
Жалпысынан алганда, дого менен ширетүү баштапкы чыгымдарды азайтат, бирок узак мөөнөттүү эмгек жана кайра иштетүүдөн кийинки чыгымдарды жогорулатат, ал эми лазер менен ширетүү баштапкы инвестицияны жогорулатат, бирок автоматташтырылган жана ири масштабдуу өндүрүштө узак мөөнөттүү экономикалык натыйжалуулукту жогорулатат.
Изилдөөнүн мисалдары: Агын сууларды тазалоо системаларына адистешкен экологиялык жабдууларды өндүрүүчү салттуу дого ширетүү жабдууларын колдонууда жогорку эмгек жана керектелүүчү чыгымдарга, ошондой эле өндүрүштүн натыйжалуулугунун төмөндүгүнө туш болгон. Кемпсон 3500 суу менен муздатылган өнөр жайлык була лазердик ширетүүчү машина менен компания жалпы өндүрүштүн натыйжалуулугун жогорулатты, кайра иштетүүнү азайтты жана ысып кетүү көйгөйлөрү жок эстетикалык жактан жагымдуу, кең ширетүүлөрдү жасады, бул кардарлардын жогорку канааттануусуна алып келди.
Кантип тандоо керек: Дого менен ширетүү жана лазер менен ширетүү
Практикалык колдонмолордо, тиешелүү ширетүү ыкмасын тандоо ар тараптуу эске алынышы керек болгон ар кандай факторлорго көз каранды.
Дого менен ширетүү: Конструкциялык компоненттерди жасоо, жабдууларды тейлөө жана курулуш аянтчасында куруу сыяктуу сценарийлерде, айрыкча, орто жана калың плиталарды ширетүү үчүн же жабдууларга инвестиция салуу негизги маселе болгон өндүрүш чөйрөлөрүндө колдонулат. Ал иштөө чөйрөсүнө күчтүү ыңгайлашууну сунуштайт жана стандартташтырылбаган же сырткы операцияларда кеңири колдонулат.
Лазердик ширетүүнү тандоо: Массалык өндүрүшкө, жука барактарды иштетүүгө жана жогорку тактыктагы компоненттерди өндүрүүгө ылайыктуу, айрыкча жогорку ширетүү сапатын, минималдуу бурмалоону жана автоматташтырылган сериялык өндүрүштү талап кылган өнөр жай тармактарында.
Кыскасы, дого менен ширетүү ар тараптуу жана ийкемдүү, ал эми лазер менен ширетүү стандартташтырылган жана жогорку натыйжалуу өндүрүш муктаждыктары үчүн идеалдуу.
Колдонуучулар жабдуулардын мүнөздөмөлөрүнө жана өздөрүнүн өзгөчө муктаждыктарына жараша эң ылайыктуу жабдууларды тандай алышат. Албетте, экөөнүн тең өзүнүн артыкчылыктары жана кемчиликтери бар, ошондой эле өндүрүштүк талаптарды канааттандыруу үчүн лазердик-жага гибриддик ширетүү аркылуу айкалыштырып колдонсо болот.
Көп берилүүчү суроолор
Дого менен ширетүү жана лазер менен ширетүү: кайсынысы массалык өндүрүш үчүн ылайыктуураак?
Лазердик ширетүү массалык өндүрүш үчүн жакшыраак ылайыктуу, анткени ал автоматташтырылган жабдуулар менен оңой интеграцияланат, туруктуу ширетүү циклин сунуштайт жана андан кийинки иштетүү кадамдарын азыраак талап кылат. Ал эми дого менен ширетүү кол эмгегине көбүрөөк таянат жана аз сериялуу же стандартташтырылбаган өндүрүш үчүн жакшыраак ылайыктуу.
Лазердик ширетүү жаа ширетүүнү толугу менен алмаштыра алабы?
Жок, ал аны толугу менен алмаштыра албайт. Лазердик ширетүү жука барактарга, так тетиктерге жана автоматташтырылган өндүрүш линияларына ылайыктуу, ал эми дого менен ширетүү калың табактуу конструкцияларда, сырткы курулуштарда жана техникалык тейлөөдө алмаштыргыс бойдон калууда.
Алюминий эритмесин ширетүү үчүн кайсы ширетүү ыкмасы көбүрөөк ылайыктуу?
Эки ыкма тең алюминий эритмелери үчүн колдонулушу мүмкүн, бирок лазердик ширетүү сканерлөө ыкмасы менен айкалышып, жука барак алюминий эритмесин ширетүү үчүн жогорку туруктуулукту камсыз кылат. Ал эми дого менен ширетүү оператордун жогорку чеберчилигин талап кылат жана тешиктүүлүк көйгөйлөрүнө жакын.
Лазердик ширетүүнүн өзүн актоо мөөнөтүн, адатта, кандай факторлор аныктайт?
Бул, биринчи кезекте, өндүрүш көлөмүнө, эмгек чыгымдарына жана кайра иштетүүдөн кийинки талаптарга көз каранды. Жабдууларды көп пайдалануу менен үзгүлтүксүз сериялык өндүрүш сценарийлеринде, өзүн актоо мөөнөтү кыскараак болот.
Эмне үчүн калың плиталуу конструкциялар үчүн дого ширетүү дагы деле кеңири колдонулат?
Дого менен ширетүү терең кирүү мүмкүнчүлүгүн сунуштайт, бул калың плиталуу муундарды бир нече өтмөктөр аркылуу түзүүгө мүмкүндүк берет. Ал жабдууларга төмөн талаптарды коёт жана оор конструкцияларда жана курулуш долбоорлорунда көбүрөөк ийкемдүүлүктү камсыз кылат.
Лазердик ширетүү үчүн экологиялык талаптар кандай?
Ал туруктуу электр менен камсыздоону, таза оптикалык чөйрөнү жана коопсуздук чараларын талап кылат. Мындан тышкары, ширетүүнүн сапатын камсыз кылуу үчүн ал белгилүү бир деңгээлдеги бөлүктөрдү чогултуу тактыгын талап кылат.
Дого менен ширетүүнүн жана лазер менен ширетүүнүн ортосундагы техникалык тейлөө чыгымдарынын айырмачылыктары кандай?
Дого менен ширетүү негизинен ширетүүгө керектелүүчү материалдарды жана техникалык тейлөө үчүн жумушчу күчүн сарптоону камтыйт, ал эми лазер менен ширетүү негизинен оптикалык жана муздатуу системаларын техникалык тейлөөгө багытталган. Күнүмдүк керектелүүчү материалдар минималдуу болгону менен, техникалык талаптар жогору.





