
Czy można spawać aluminium laserowo? Odpowiedź brzmi: tak. W nowoczesnym przemyśle produkty aluminiowe są praktycznie wszechobecne, od profili architektonicznych po precyzyjne komponenty przemysłowe. Aluminium stało się jednym z najważniejszych materiałów metalowych ze względu na swoją opłacalność i praktyczność. Jednak spawanie aluminium wiąże się ze znacznym wyzwaniem ze względu na wysoki poziom trudności i rygorystyczne wymagania procesowe, co często powoduje wahania wśród użytkowników przy wyborze sprzętu.
W porównaniu do tradycyjnych metod spawania, spawarki laserowe Oferują wyższe prędkości, niższe ciepło dopływowe i bardziej stabilną jakość spoiny podczas spawania aluminium i stopów aluminium. Są szeroko stosowane do spawania blach aluminiowych i precyzyjnej obróbki komponentów. W tym artykule zajmiemy się spawaniem laserowym aluminium, szczegółowo analizując zasady spawania, główne zalety, rzeczywiste wyniki spawania, scenariusze zastosowań i środki ostrożności, aby zapewnić profesjonalne doradztwo w zakresie wyboru odpowiedniego rozwiązania spawalniczego.
Zasady spawania laserowego stopów aluminium
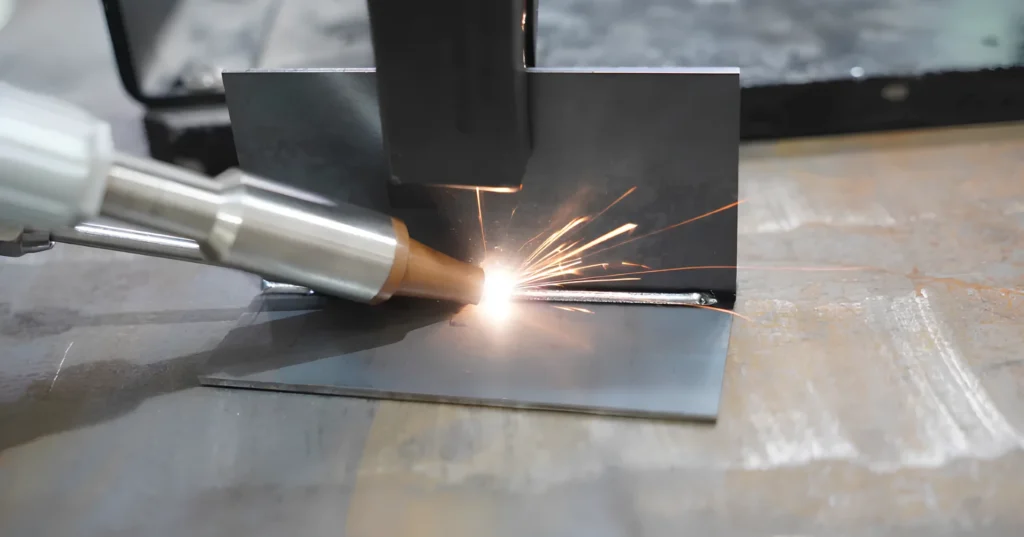
Spawanie laserowe stopów aluminium to wysoce rozwinięta i wydajna technologia spawania, szeroko stosowana we współczesnym przemyśle. Podczas procesu spawania wiązka lasera o wysokiej gęstości energii jest precyzyjnie skupiana na powierzchni stopu aluminium, zapewniając natychmiastowe, skoncentrowane i kontrolowane doprowadzenie ciepła. Energia lasera jest szybko absorbowana przez materiał i kierowana do wewnątrz, powodując, że wybrany obszar osiąga temperaturę topnienia w niezwykle krótkim czasie i tworzy stabilne, skoncentrowane jeziorko stopionego materiału.
Ponieważ wiązka laserowa porusza się w sposób ciągły lub impulsowo, jeziorko stopu krzepnie po ostygnięciu, tworząc gęstą spoinę, która zapewnia niezawodne połączenie metaliczne. Dzięki minimalnej strefie wpływu ciepła i skoncentrowanej energii proces spawania laserowego skutecznie minimalizuje problemy z dyfuzją ciepła spowodowane wysoką przewodnością cieplną aluminium. Dzięki temu spawanie laserowe jest szczególnie odpowiednie do spawania płyt aluminiowych, łączenia cienkich blach oraz spawania precyzyjnych elementów o wysokich wymaganiach dotyczących dokładności i estetyki.
Zalety spawania laserowego aluminium
Wysoka prędkość i wydajność spawania: Skoncentrowana energia znacznie skraca czas spawania, zwiększając ogólną wydajność produkcji.
Niskie zużycie ciepła i minimalne odkształcenia: Wąska strefa wpływu ciepła skutecznie minimalizuje odkształcenia i koncentrację naprężeń wywołane wysoką przewodnością cieplną aluminium.
Doskonała jakość spoin i estetyczne wykończenie: Gęste, gładkie spoiny z minimalną ilością odprysków zapewniają jednolity wygląd.
Duża adaptowalność spawalnicza: Nadaje się do różnych stopów aluminium i płyt aluminiowych o różnych grubościach, spełniając wymagania spawalnicze zarówno precyzyjnych elementów, jak i części konstrukcyjnych.
Niskie wymagania dotyczące obróbki końcowej: Kontrolowana wysokość spoiny zazwyczaj nie wymaga szlifowania lub wymaga go niewiele, co zmniejsza koszty pracy i przeróbek.
Wysoki poziom automatyzacji i inteligencji: Łatwa integracja ze zautomatyzowanymi liniami produkcyjnymi, idealne rozwiązanie w przypadku scenariuszy produkcyjnych wymagających dużej skali i wysokiej stabilności.
Parametry spawania laserowego aluminium (odniesienie)
| Pozycja | Zakres parametrów | OPIS |
| Stosowane materiały | Aluminium, stopy aluminium (np. 5052, 6061, 6082) | Nadaje się do powszechnie stosowanych w przemyśle stopów aluminium |
| Zakres grubości spawania | 0.5 - 10 mm (aż do 12 mm (z systemami dużej mocy) | Zależy od mocy lasera i procesu spawania |
| Zalecane tryby spawania | Spawanie ciągłe / pulsacyjne / wahadłowe | Spawanie metodą wobble jest idealne do blach o średniej grubości |
| Grubość spawania jednoprzebiegowego | 0.5 - 6 mm | W przypadku grubszych płyt zalecane jest spawanie wielowarstwowe lub konstrukcja rowkowa |
| Szerokość spoiny | 1 - 3 mm (dostosowany do 2 - 8 mm (z trybem kołysania) | Wąska spoina z dobrą kontrolą |
| Wysokość zbrojenia spoiny | 0 - 1.5 mm | Gładka powierzchnia spoiny, wymagana minimalna obróbka końcowa |
| Głębokość penetracji | 1 – 8 mm (zależnie od mocy) | Stabilna i stała penetracja |
| Strefa wpływu ciepła (HAZ) | Mały | Skutecznie redukuje odkształcenia termiczne |
| Zniekształcenie spawalnicze | bardzo niski | Nadaje się do komponentów o wysokiej precyzji |
| Wygląd spoiny | Gładka, ciągła, minimalna ilość rozprysków | Wyższa jakość powierzchni w porównaniu ze spawaniem konwencjonalnym |
| Wydajność spawania | Wysoki | Znacznie zwiększona prędkość spawania |
| Wymagania dotyczące postprodukcji | Niski lub żaden | Zmniejsza koszty szlifowania i przeróbek |
Zastosowania i typowe materiały do spawania laserowego aluminium
Branża budowlana i materiałów budowlanychDrzwi i okna ze stopów aluminium, profile ścian osłonowych, balustrady, elementy dekoracyjne. Popularne materiały obejmują stopy aluminium 6063, 6061, 6060 itp.
Przemysł motoryzacyjny i pojazdów nowej energii: Elementy konstrukcyjne nadwozia, tacki na akumulatory, obudowy akumulatorów, wsporniki ze stopu aluminium. Typowe materiały to stopy aluminium 5052, 5083, 6061 i 6082.
Produkcja maszyn i urządzeń przemysłowych: Obudowy urządzeń, ramy, funkcjonalne elementy konstrukcyjne, przemysłowe profile aluminiowe. Typowe materiały to 6061, 6082, 7075 (dla niektórych części konstrukcyjnych).
Przemysł elektroniczny i elektryczny: Obudowy urządzeń elektronicznych, radiatory, obudowy zasilaczy. Typowe materiały to stopy aluminium 3003 i 5052.
Sprzęt AGD i dobra konsumpcyjne: Obudowy klimatyzatorów, obudowy urządzeń kuchennych, aluminiowe wsporniki i ramy. Typowe materiały to stopy aluminium 3003, 5052 i 6061.
Transport lotniczy i kolejowy: Elementy konstrukcyjne kabiny, ramy wewnętrzne, pomocnicze części nośne. Typowe materiały to stopy aluminium 2024, 6061 i 7075.
Magazynowanie energii, baterie i nowy sprzęt energetyczny: Obudowy do magazynowania energii, elementy konstrukcyjne modułów akumulatorowych oraz obudowy ze stopów aluminium. Typowe materiały to stopy aluminium 3003, 5052 i 6061.
Produkcja blach i produkcja niestandardowa: Łączenie płyt aluminiowych, dostosowywanie części niestandardowych, prototypowanie i produkcja małoseryjna. Typowe materiały to stopy aluminium 5052, 6061 i 5083.
Przegląd przypadku klienta
Klient ten wcześniej korzystał z konwencjonalnego sprzętu spawalniczego do produkcji aluminiowych podłóg do chłodni. Jednak nierównomierna szerokość spoin i słaba jakość uszczelnień skutkowały niewystarczającą izolacją termiczną, co bezpośrednio wpływało na zdolność pojazdu do pracy w niskich temperaturach.
Aby sprostać tym wyzwaniom, zespół Kempson dostosował KPS-LHW2000 – chłodzona wodą spawarka laserowa do aluminiumUrządzenie to jest wyposażone w zaawansowany automatyczny system podawania drutu, który umożliwia przełączanie między trybem spawania pojedynczym i podwójnym drutem, zapewniając płynniejsze spawanie i wyższą wydajność produkcji. System chłodzenia cieczą, w pełni oparty na miedzianych rurkach, zapewnia moc chłodzenia 5.2 kW.
To kompaktowe urządzenie waży zaledwie 83 kg i charakteryzuje się elastyczną konstrukcją o niewielkich gabarytach. Wyposażone w kółka obrotowe i 10-metrowy kabel światłowodowy, urządzenie dostosowuje się do środowisk wielooddziałowych. Rozwiązanie zawiera laser klasy GW o wysokiej odporności na odbicia oraz system sterowania Schneider Electric, zapewniając stabilną i niezawodną pracę przez długi czas, spełniając wymagania klientów w zakresie przesyłu danych.
Trzy kluczowe zagadnienia dotyczące spawania laserowego aluminium
1. Dokładnie oczyść powierzchnię aluminiową przed spawaniem
Aluminium to wysoce reaktywny metal nieżelazny, który ma tendencję do tworzenia na swojej powierzchni warstw tlenków, które łatwo absorbują olej, wilgoć i kurz. Jeśli aluminium nie zostanie dokładnie oczyszczone przed spawaniem, zanieczyszczenia te mogą przedostać się do jeziorka spawalniczego, powodując wady, takie jak wtrącenia i porowatość, które obniżają wytrzymałość spoiny i jakość produktu. Dlatego przed spawaniem laserowym aluminium należy przeprowadzić odtłuszczanie, odtlenianie lub czyszczenie mechaniczne, aby zapewnić czystość spoiny.
2. Skuteczna kontrola problemów z porowatością i deformacją spoin
Podczas spawania laserowego aluminium, niewłaściwe osłony lub nieracjonalne ustawienia parametrów mogą łatwo spowodować porowatość jeziorka spawalniczego. Może to prowadzić do miejscowego rozszerzania się spoiny lub jej nierównomiernego formowania, wpływając na wygląd i spójność produktu. Doświadczeni operatorzy mogą to kontrolować poprzez zoptymalizowane parametry i techniki spawania. W przypadku początkujących lub mniej zaawansowanych procesów, należy położyć większy nacisk na walidację procesu spawania i debugowanie parametrów, aby zmniejszyć liczbę usterek.
3. Prawidłowe dopasowanie mocy lasera do grubości materiału
Materiały aluminiowe o różnej grubości i parametrach charakteryzują się zróżnicowanym zapotrzebowaniem na moc. Niedostateczna moc może spowodować niepełne przetopienie lub niewystarczającą wytrzymałość spoiny, natomiast nadmierna moc grozi przepaleniem, odpryskami lub zapadnięciem się spoiny. Dlatego, aby uzyskać stabilne i niezawodne rezultaty spawania, należy dobrać sprzęt do spawania laserowego o odpowiedniej mocy i parametrach, w oparciu o grubość aluminium, konfigurację spawania i wymiary produktu.
Spawanie laserowe stało się sprawdzonym i niezawodnym rozwiązaniem w obróbce aluminium i stopów aluminium. Zrozumienie zasad działania, podstawowych zalet, grubości i wyglądu spoiny, zastosowań przemysłowych oraz aspektów operacyjnych związanych ze spawaniem laserowym aluminium pozwala na dobór odpowiedniego sprzętu i parametrów do konkretnych wymagań. Jeśli rozważasz spawanie laserowe aluminium lub potrzebujesz wsparcia w doborze rozwiązania, proszę skontaktować się z zespołem Kempson.
FAQS
Czy można spawać laserowo aluminium?
Tak, spawanie laserowe to bardzo zaawansowana technologia spawania aluminium. Oferuje ona wyższe prędkości, niższą emisję ciepła i bardziej stabilną jakość spoiny w porównaniu z metodami tradycyjnymi.
Jaki jest zakres grubości dla spawania laserowego aluminium?
Typowy zakres grubości spawania aluminium wynosi 0.5–10 mm, przy czym systemy dużej mocy są w stanie osiągnąć grubość nawet 12 mm.
Które stopy aluminium nadają się do spawania laserowego?
Do spawania laserowego nadają się powszechnie stosowane przemysłowe stopy aluminium, takie jak 3003, 5052, 5083, 6061, 6063, 6082, a nawet niektóre elementy konstrukcyjne 7075.
Jakie są główne zalety spawania laserowego aluminium?
Do głównych zalet należą: duża prędkość spawania, minimalne odkształcenia cieplne dzięki wąskiej strefie wpływu ciepła oraz doskonałe wykończenie estetyczne przy minimalnym wymaganym przetwarzaniu końcowym.







