
Spis treści
Wprowadzenie
Spawanie laserowe stało się jedną z najpowszechniej stosowanych technologii łączenia w nowoczesnym przemyśle, zwłaszcza tam, gdzie precyzja, szybkość i powtarzalność są kluczowe. Od linii produkcyjnych w branży motoryzacyjnej po produkcję urządzeń medycznych, jego zdolność do tworzenia czystych i dokładnych spoin sprawiła, że jest ono preferowanym wyborem w porównaniu z wieloma tradycyjnymi metodami spawania. Zrozumienie aplikacje do spawania laserowego, zastosowaniai kluczowe zalety pomagają producentom wybrać właściwy proces dla różnych materiałów i potrzeb produkcyjnych.

W tym artykule przyjrzymy się bliżej zastosowaniom spawania laserowego w głównych gałęziach przemysłu, jego zastosowaniu w różnych procesach produkcyjnych oraz jego zaletom pod względem wydajności. Przedstawimy również jego główne zalety i praktyczne aspekty, abyś mógł lepiej zrozumieć, czy sprawdzi się w Twoim konkretnym zastosowaniu.
Zastosowania spawania laserowego
Spawanie laserowe to wysoce precyzyjna technologia spawania, wykorzystująca wiązkę laserową o wysokiej gęstości energii jako źródło ciepła. Charakteryzuje się skoncentrowaną energią, małą strefą wpływu ciepła, kontrolowaną głębokością wtopienia oraz wysoką kompatybilnością z integracją automatyki. Jest szeroko stosowana w nowoczesnych, zaawansowanych gałęziach przemysłu wytwórczego.
Produkcja pojazdów o nowej energii
W produkcji nowych pojazdów elektrycznych spawanie laserowe obejmuje systemy akumulatorów i główne połączenia elementów konstrukcyjnych.
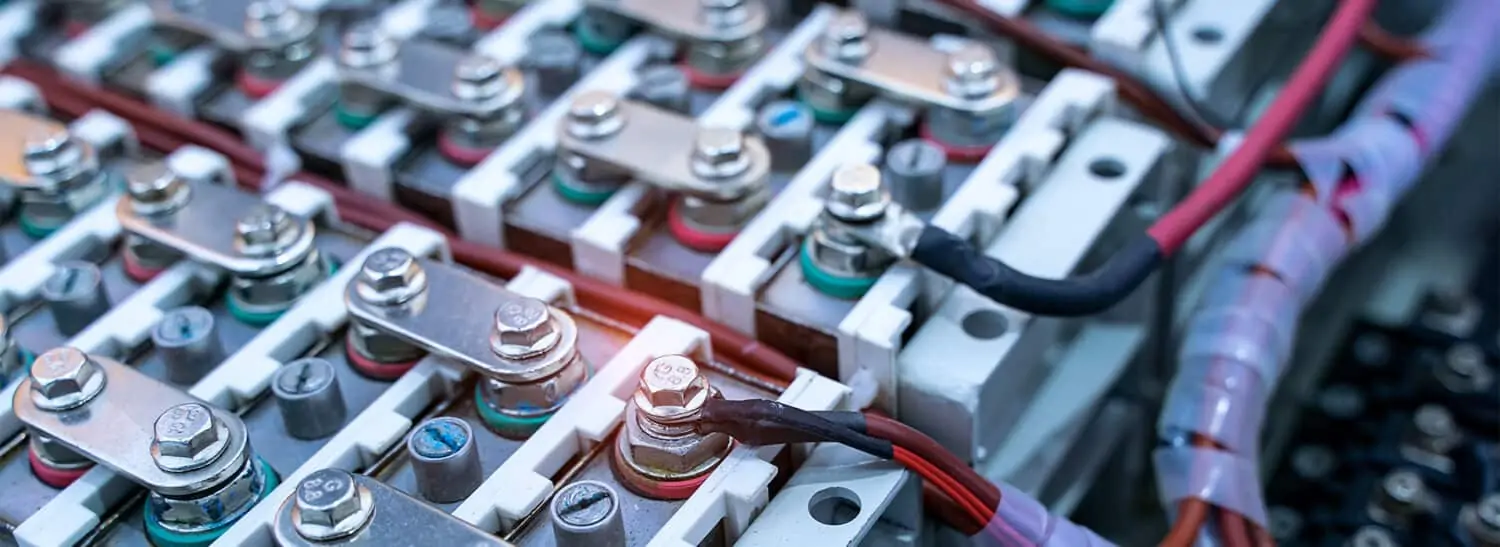



- Elementy łączące miedziano-aluminiowe szyny zbiorcze akumulatorów: poprawiają przewodzenie połączenia, redukując jednocześnie ryzyko tworzenia się związków międzymetalicznych na styku.
- Spawane części końcowe płyty modułu akumulatora: zwiększają stabilność strukturalną modułu i poprawiają ogólną szczelność.
- Elementy konstrukcyjne obudowy akumulatora wykonane ze stopu aluminium: kompletne, ciągłe spawanie uszczelniające, poprawiające ochronę i wytrzymałość konstrukcji.
- Elementy nadwozia wykonane ze stali o wysokiej wytrzymałości i stopu aluminium: dostosowują się do lekkich konstrukcji nadwozia, zmniejszają odkształcenia termiczne i poprawiają wytrzymałość spoin.
W tej dziedzinie występują: zapotrzebowanie na łączenie wielu materiałów o różnych właściwościach + rygorystyczne wymagania dotyczące spójności + dostosowanie do zautomatyzowanej produkcji na dużą skalę.
Produkcja transportu kolejowego
W branży transportu szynowego spawanie laserowe obejmuje konstrukcję nadwozia i połączenia elementów nośnych.
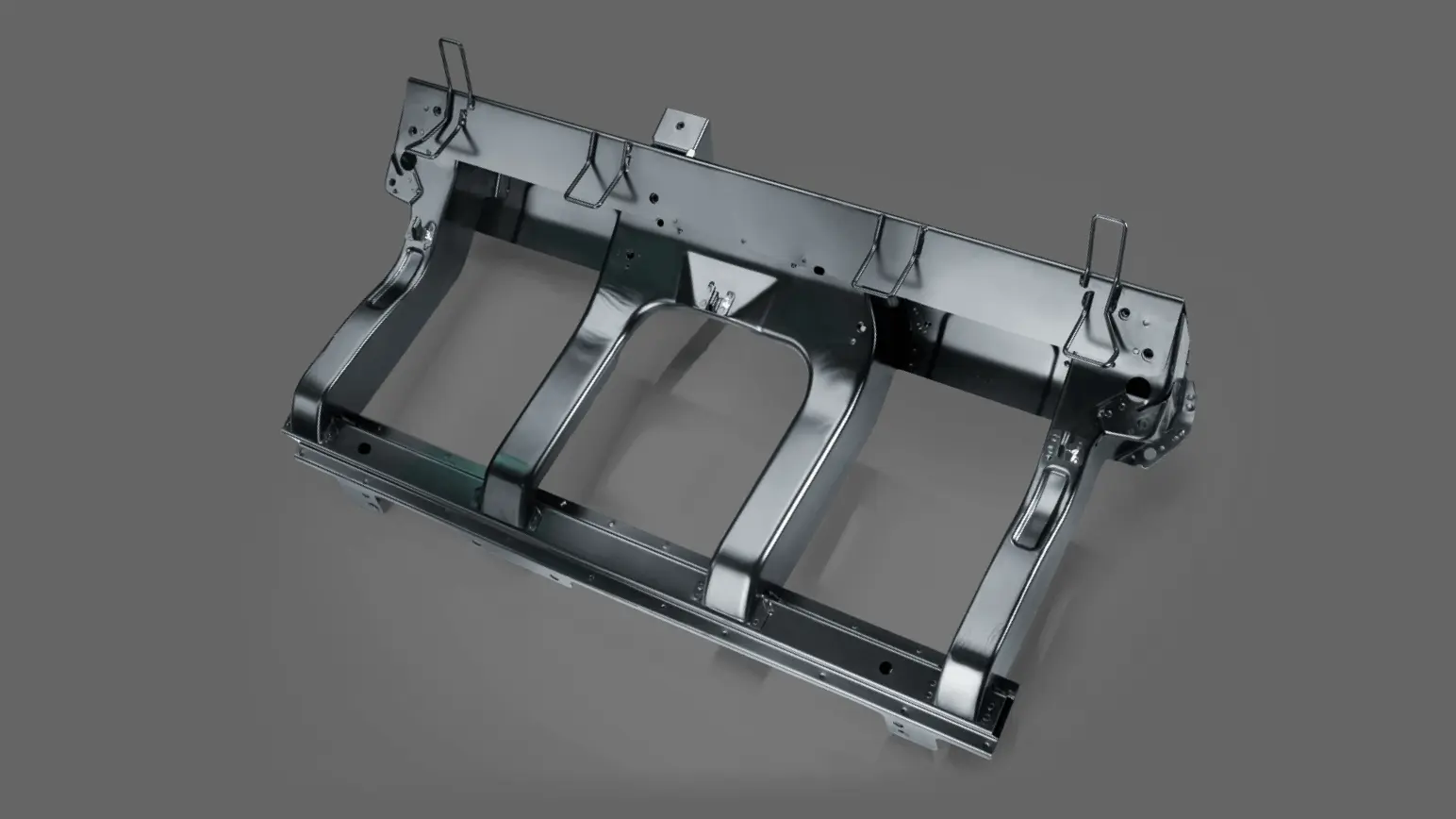

- Spawane części boczne nadwozia ze stali nierdzewnej: zmniejszają wgniecenia powierzchni i poprawiają wygląd, płaskość i integralność strukturalną.
- Konstrukcje łączące żebra wzmacniające nadwozie: redukują odkształcenia i zwiększają ogólną sztywność.
- Elementy konstrukcyjne poszycia wózka wykonane ze stopu aluminium: kompletne spawanie ciągłe z dużą prędkością i zachowaniem spójności wymiarowej.
Cechy charakterystyczne tej dziedziny to: długa spoina, ciągła obróbka + wysokie wymagania dotyczące płaskości + nastawienie na wydajność produkcji partiami.
Lotnictwo i kosmonautyka oraz produkcja precyzyjna
W tej dziedzinie obowiązują niezwykle wysokie wymagania dotyczące precyzji i niezawodności spawania, a spawanie laserowe obejmuje kluczowe elementy.

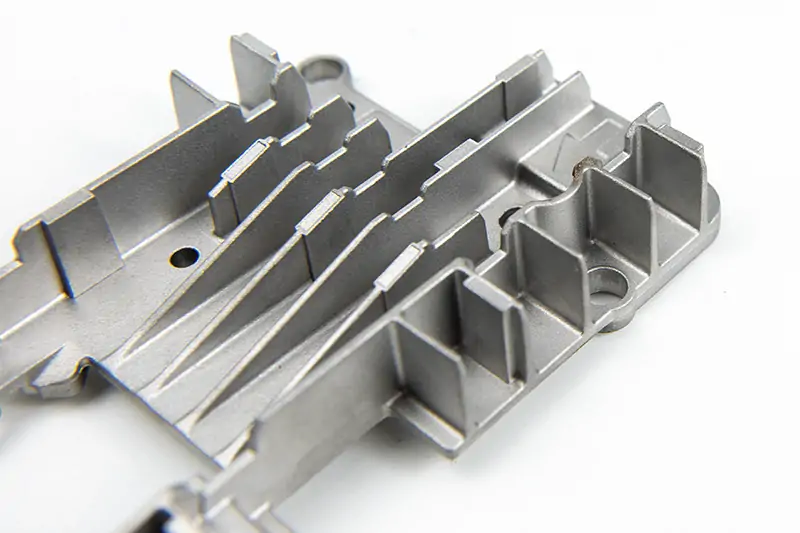
- Elementy komory spalania silnika lotniczego: wykonane z materiałów odpornych na wysokie temperatury, wymagania dotyczące połączeń o dużej wytrzymałości.
- Obszary naprawy łopatek turbin: lokalne precyzyjne ponowne spawanie w celu przywrócenia wydajności strukturalnej.
- Elementy konstrukcyjne zbiorników paliwa lotniczego o ultracienkich ścianach: spawanie całkowicie pozbawione odkształceń i zachowujące integralność strukturalną.
- Precyzyjne czujniki i elementy obudów mikroelektronicznych: kontrolują dokładność połączeń na poziomie mikronów i poprawiają stabilność spawania.
Obszar ten charakteryzuje się: niezwykle precyzyjną kontrolą + ultracienką obróbką materiałów + niezwykle niskimi wymaganiami dotyczącymi odkształceń.
Zaawansowane połączenie materiałów kompozytowych
Dotyczy ona głównie wymagań dotyczących łączenia metali i materiałów kompozytowych w projektowaniu lekkich konstrukcji.


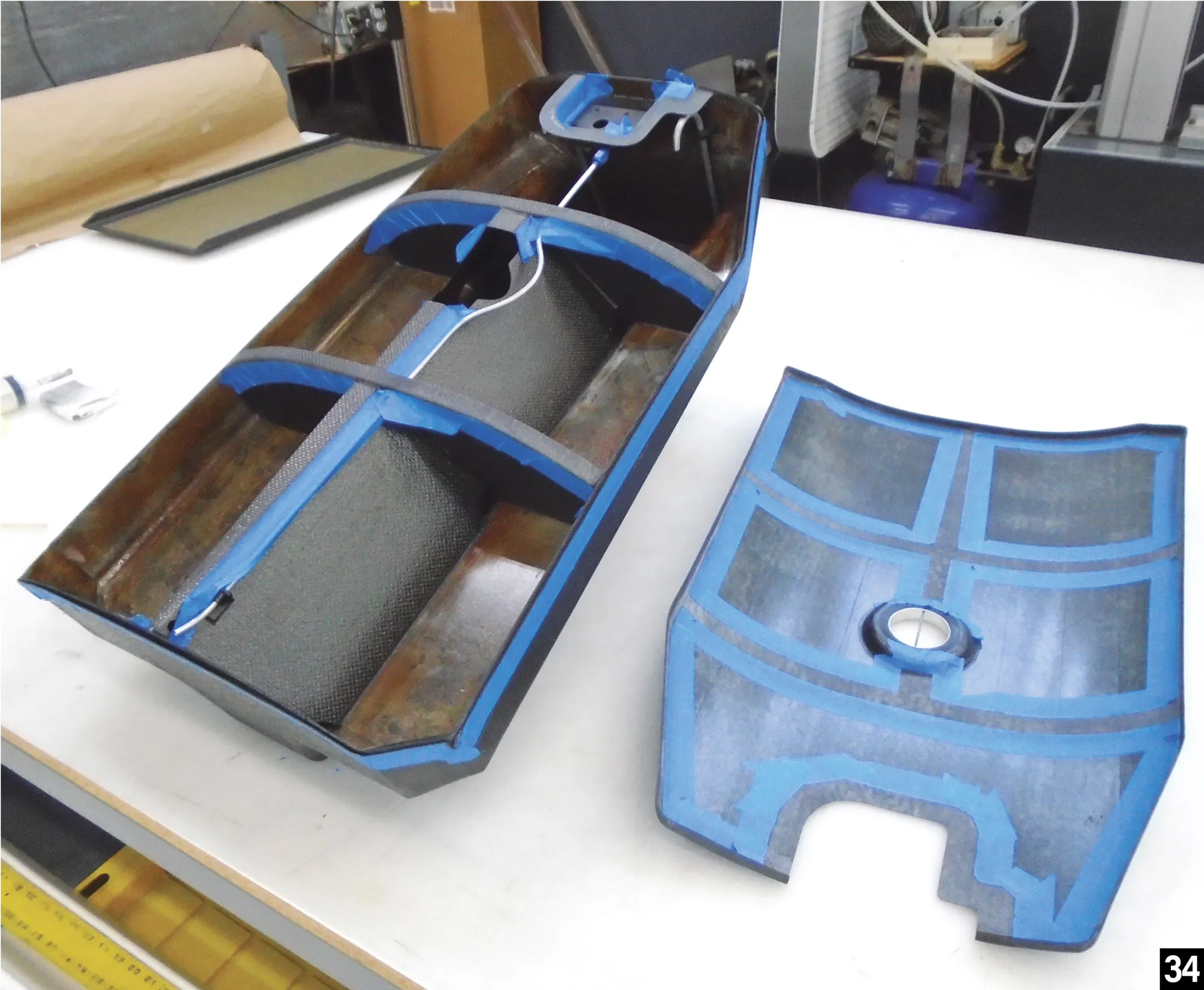
- Elementy łączące wykonane z kompozytu termoplastycznego wzmocnionego włóknem węglowym (CFRTP): topienie się powierzchni styku żywicy i utworzenie stabilnej, mechanicznie połączonej struktury.
- Elementy konstrukcyjne ze stopu aluminium zapewniające przejścia międzyfazowe: optymalizują rozkład energii i zwiększają wytrzymałość wiązania międzyfazowego.
Cechy tej dziedziny: niejednorodne łączenie materiałów + wymagania dotyczące lekkiej konstrukcji + wymagania dotyczące ścisłej kontroli struktury interfejsu.
Zastosowania spawania laserowego w nowych sektorach energetycznym, transporcie kolejowym, przemyśle lotniczym i materiałach kompozytowych koncentrują się na trzech obszarach: precyzyjnego łączenia, możliwości adaptacji wielu materiałów oraz wysokiej powtarzalności produkcji. Wraz z rozwojem automatyzacji i inteligentnej produkcji, zakres zastosowań stale się rozszerza i stopniowo staje się ważnym elementem procesu produkcji wysokiej klasy.
Pytania techniczne dotyczące spawania laserowego
Spawanie laserowe jest coraz częściej wykorzystywane w produkcji wysokiej klasy, ale jego praktyczne wdrożenie wciąż wiąże się z szeregiem kluczowych wyzwań technicznych. Wyzwania te dotyczą przede wszystkim stabilności procesu, optymalizacji parametrów i kontroli jakości spawania różnych materiałów.
Kontrola stabilności procesu spawania laserowego dużej mocy
W przypadku stosowania lasera światłowodowego o mocy 10 kW do spawania średnich i grubych blach stalowych, stabilność procesu ogranicza zastosowanie inżynieryjne:
| Opis projektu | Wpływ na spawanie | Kierunek optymalizacji |
|---|---|---|
| Zakłócenia pióropusza plazmowego | Zmniejsza efektywną energię lasera i wpływa na stabilność spoiny | Przedmuch gazem bocznym, ekstrakcja podciśnieniowa, spawanie próżniowe |
| Wady formowania tylnej strony | Powoduje zapadnięcie się spoiny i złe uformowanie tylnej strony | Regulacja pozycji spawania, wsparcie elektromagnetyczne i kontrola przeciwciśnienia |
| Wady o wąskich szczelinach i grubych przekrojach | Prowadzi do porowatości, braku fuzji i pęknięć podczas krzepnięcia | Podwójna wiązka technologia spawania laserowego i kontrola roztopionego basenu |
Wpływ parametrów procesu i dopasowania
Jakość spawania zależy od dopasowania parametrów:
| Określa zachowanie się podczas topnienia i penetracji | Wpływ na spawanie | Kluczowe rozważania |
|---|---|---|
| Gęstość mocy | Chroni obszar spawania i stabilizuje proces | Spawanie kondukcyjne jest zazwyczaj kontrolowane w zakresie 10⁴–10⁶ W/cm² |
| Kształt fali impulsu i szerokość impulsu | Wpływa na absorpcję energii i dopływ ciepła | Materiały o wysokim współczynniku odbicia wymagają dostosowania kształtu fali; dłuższa szerokość impulsu zwiększa strefę HAZ |
| Rozogniskow | Zmienia rozkład energii i głębokość penetracji | Negatywne rozogniskowanie zazwyczaj zapewnia głębszą penetrację |
| Prędkość spawania | Kontroluje całkowite doprowadzenie ciepła | Niska prędkość może spowodować przepalenie, wysoka prędkość może zmniejszyć penetrację |
| Gaz osłonowy (Rola gazu osłonowego) | Hel zapewnia najlepszą ochronę, argon równoważy koszty, a azot jest ekonomiczny, ale może zwiększać porowatość | Hel zapewnia najlepszą ochronę, argon równoważy koszty, a azot jest ekonomiczny, ale może zwiększać porowatość |
Kontrola jakości spawania oparta na materiale
Różne materiały wymagają różnych strategii kontroli:
| Rodzaj materiału | Główne wyzwanie | Koncentracja na procesie |
|---|---|---|
| Ze stali nierdzewnej | Przegrzanie może spowodować wzrost ziarna i ryzyko korozji | Kontrola dopływu ciepła, szybkości chłodzenia, gazu osłonowego, dopasowania spoin i grubości |
| Średnie i grube blachy stalowe | Stabilne wtopienie i formowanie spoiny | Optymalizacja procesów, wsparcie pomocnicze, kontrola stabilności produkcji |
Kluczowymi wyzwaniami w technologii spawania laserowego są stabilność procesu przy dużej mocy, precyzyjna kontrola parametrów procesu oraz stała jakość dla różnych materiałów. Czynniki te bezpośrednio wpływają na formowanie spoiny, zachowanie przetopu i kontrolę wad w warunkach przemysłowych. Wraz ze wzrostem wymagań w produkcji wysokiej klasy, poprawa stabilności i kontroli procesu pozostaje kluczowa dla niezawodnej i powtarzalnej wydajności spawania.
Zalety zastosowań spawania laserowego
Spawanie laserowe to technologia spawania o wysokiej precyzji, wykorzystująca wiązkę laserową o wysokiej gęstości energii jako źródło ciepła. W zastosowaniach przemysłowych, w porównaniu z tradycyjnymi metodami spawania, wykazuje ona znaczące zalety, głównie w następujących aspektach:
1. Wysoka precyzja i mała strefa wpływu ciepła
Energia lasera jest skoncentrowana na bardzo małym obszarze. Strefa wpływu ciepła jest zmniejszona o około 60% w porównaniu z tradycyjnym spawaniem łukowym, a odkształcenia spawalnicze i uszkodzenia otaczającego materiału są znacznie zredukowane. Metoda ta nadaje się do spawania ultracienkich elementów i mikroprecyzyjnych komponentów.
2. Wysoka jakość spawania i wytrzymałość połączeń
Można wykonać wąską i głęboką spoinę o dużym wydłużeniu, a porowatość można kontrolować poniżej 0.3%. W porównaniu ze spawaniem tradycyjnym, zmniejsza się porowatość, pęknięcia i wady spawania na zimno, a wytrzymałość i żywotność złącza ulegają poprawie.
3. Wysoka wydajność i szybkość spawania
Prędkość spawania jest znacznie wyższa niż w przypadku spawania oporowego i łukowego. Przykładowo, prędkość spawania z użyciem akumulatora może sięgać około 5 m/min, spełniając wymagania szybkich linii produkcyjnych.
4. Szeroka kompatybilność materiałowa
Urządzenie może spawać stal nierdzewną, aluminium, miedź i inne metale pospolite, a także metale różnej wielkości oraz niektóre materiały niemetaliczne, takie jak tworzywa termoplastyczne i materiały kompozytowe. Zastosowanie technologii niebieskiego lasera znacznie poprawia współczynnik absorpcji materiałów o wysokim współczynniku odbicia.
5. Silna automatyzacja i inteligentne możliwości integracji
Można go zintegrować z ramionami robotów, systemami wizyjnymi i platformami danych, co umożliwia kontrolę online, zdalne sterowanie i śledzenie danych. Jest odpowiedni do inteligentnej produkcji i produkcji masowej.
6. Przetwarzanie bezkontaktowe i możliwość adaptacji do złożonych struktur
Nie wymaga nacisku mechanicznego i nie pozostawia wgnieceń na powierzchni. Może być stosowany do spawania złożonych konstrukcji i trudno dostępnych miejsc, nadaje się do spawania elementów o zakrzywionych powierzchniach 3D.
7. Kompleksowa przewaga w zakresie kosztów produkcji
Mimo że inwestycje w sprzęt są wysokie, prędkość spawania jest duża, częstotliwość przeróbek niska, a obróbka końcowa ograniczona, dzięki czemu całkowite koszty produkcji ulegają znacznemu obniżeniu, co czyni technologię odpowiednią do produkcji na dużą skalę.
Zalety spawania laserowego koncentrują się na wysokiej precyzji, niskich odkształceniach, wysokiej wydajności i szerokiej kompatybilności materiałowej, a także na możliwościach integracji z automatyzacją. W produkcji zaawansowanej i masowej, cechy te stopniowo zastępują tradycyjne procesy spawalnicze i stają się ważnym technicznym sposobem na poprawę jakości i wydajności produkcji.
Ograniczenia i wyzwania
Na podstawie badań przemysłowych i praktyki technicznej główne wady spawania laserowego i najważniejsze wyzwania w zastosowaniach przemysłowych podsumowano poniżej:
Wady technologii spawania laserowego
Mimo że spawanie laserowe zapewnia znaczne korzyści pod względem precyzji i wydajności, w zastosowaniach przemysłowych nadal występują pewne ograniczenia i wyzwania techniczne.
| Niekorzyść | Specyficzne parametry wydajnościowe |
| Wysokie koszty sprzętu i procesu | Sprzęt do spawania laserowego o dużej mocy, podstawowe komponenty, takie jak światłowody i soczewki skupiające, są drogie, a początkowe nakłady inwestycyjne na budowę linii produkcyjnej są duże, co stanowi duże obciążenie finansowe dla małych i średnich przedsiębiorstw. |
| Wysokie wymagania dotyczące dokładności montażu detali | Wiązki laserowe charakteryzują się skoncentrowaną energią i małą średnicą plamki. Zasadniczo szczelina montażowa musi być kontrolowana w zakresie 0.1-0.5 grubości blachy. Zbyt duże szczeliny prowadzą do niepełnej penetracji lub przepaleń, co utrudnia wczesną obróbkę i pozycjonowanie przedmiotu obrabianego. |
| Ograniczenia w spawaniu materiałów o wysokim współczynniku odbicia i grubych | W przypadku materiałów o wysokim współczynniku odbicia, takich jak miedź, aluminium i stopy, współczynnik odbicia lasera może osiągnąć ponad 90% w początkowej fazie spawania, co łatwo może spowodować utratę energii i uszkodzenie układu ścieżki optycznej lasera. W przypadku elementów obrabianych o grubości ponad 100 mm istniejące spawanie pojedynczym laserem nadal wiąże się z problemami niewystarczającej głębokości penetracji, niestabilnego tworzenia spoiny oraz dużego prawdopodobieństwa wystąpienia porowatości i pęknięć. |
| Duże naprężenia szczątkowe i odkształcenia po spawaniu w określonych scenariuszach | Mimo że strefa wpływu ciepła w przypadku spawania laserowego jest mniejsza niż w przypadku tradycyjnego spawania łukowego, w przypadku spawania cienkich płyt wielkopowierzchniowych lub spawania złożonych konstrukcji nadal łatwo powstają naprężenia szczątkowe, co wymaga późniejszych procesów odprężania, takich jak starzenie wibracyjne lub obróbka cieplna, co zwiększa przepływ procesu. |
Główne wyzwania w zastosowaniach przemysłowych
Pomimo zalet spawania laserowego, na stabilność produkcji i zastosowania na dużą skalę wciąż wpływają pewne ograniczenia techniczne i przemysłowe.
- Stabilność procesu i kontrola jakościW produkcji masowej technologia spawania laserowego wciąż boryka się z problemami ze stabilnością. Podczas spawania blach o średniej i dużej grubości z głębokim wtopieniem, strumień plazmy zmniejsza efektywną energię, co wpływa na stabilność spawania. Wady takie jak porowatość, brak przetopu i zapadnięcie się spoiny nadal pojawiają się w produkcji i często wymagają ręcznej kontroli i poprawek. Boczny nadmuch gazu, ekstrakcja podciśnieniowa i metody dwuwiązkowe redukują wady, ale stabilna kontrola nadal nie jest w pełni osiągnięta.
- Spawanie materiałów różnych: Popyt na spawanie miedzi z aluminium, aluminium ze stalą nierdzewną oraz kompozytów z metalem stale rośnie. Jednak różnice w temperaturze topnienia i właściwościach termicznych prowadzą do powstawania kruchych faz i naprężeń szczątkowych, co pogarsza wydajność połączeń. Metody takie jak podgrzewanie wstępne, sterowanie impulsowe i spawanie wahadłowe poprawiają wyniki, ale nie istnieje uniwersalny proces, co prowadzi do konieczności powtarzania testów i wyższych kosztów.
- Ograniczenia inteligentnego sterowaniaChociaż technologia spawania laserowego wspiera automatyzację, pełna kontrola jakości w pętli zamkniętej jest nadal ograniczona. Obecne systemy kontroli wykrywają widoczne wady, ale mikrowady i zmiany wydajności spowodowane zmianami parametrów są nadal trudne do zidentyfikowania. Sterowanie adaptacyjne w czasie rzeczywistym nie jest jeszcze powszechnie stosowane w produkcji.
- Luka w umiejętnościach technicznychSystemy spawania laserowego wymagają wykwalifikowanych operatorów do konfiguracji, konserwacji i rozwiązywania problemów. Brak specjalistów łączących wiedzę z zakresu laserów i produkcji ogranicza szersze zastosowanie technologii spawania laserowego, szczególnie w małych i średnich przedsiębiorstwach.
Ograniczenia technologii spawania laserowego wynikają ze stabilności procesu, odmiennego zachowania materiałów, możliwości inteligentnego sterowania oraz dostępności wykwalifikowanej siły roboczej. Czynniki te wpływają na spójność, kontrolę defektów i skalowalność w produkcji przemysłowej. Dalsza poprawa kontroli procesu i integracji systemów pozostaje niezbędna dla szerszego wdrożenia w przemyśle.
Jak wybrać odpowiednią spawarkę laserową
Wybór odpowiedniego spawarka laserowa Zależy to od wymagań aplikacji, rodzaju materiału, skali produkcji i poziomu automatyzacji. Różne branże wymagają różnych konfiguracji, dlatego wybór powinien być oparty na wydajności spawania, stabilności procesu i długoterminowych potrzebach produkcyjnych.
Wybór mocy lasera
Moc lasera decyduje o głębokości penetracji i wydajności spawania.
- 1000W–1500W: cienkie blachy i precyzyjne części
- 2000W–3000W: metale o średniej grubości, ogólne zastosowanie przemysłowe
- 4000W+: gruba płyta i szybka produkcja
Wyższa moc poprawia penetrację, ale wymaga ściślejszej kontroli procesu.
Rodzaj materiału i kompatybilność
Rodzaj materiału ma duży wpływ na wybór maszyny.
- Stal nierdzewna: stabilna wydajność w całym zakresie mocy
- Aluminium: wymaga większej mocy i zoptymalizowanych parametrów
- Miedź: wymaga dużej gęstości energii i silnej kontroli absorpcji
- Materiały różne: wymagają dokładniejszej regulacji procesu
Tryb spawania: ręczny czy automatyczny
Systemy przenośne zapewniają elastyczną obsługę w przypadku napraw i małych serii.
Zautomatyzowane systemy zapewniają większą spójność w produkcji masowej i liniach produkcyjnych.
Wybór zależy od skali produkcji i standaryzacji procesu.
Układ chłodzenia i stabilność
Układ chłodzenia ma wpływ na stabilność i żywotność maszyny.
- Chłodzenie wodne: odpowiednie do urządzeń o średniej i dużej mocy
- Chłodzenie powietrzem: stosowane w systemach o niskim poborze mocy lub przenośnych
Stabilne chłodzenie zapewnia stałą wydajność spawania.
Poziom automatyzacji i kontroli
Wyższy poziom automatyzacji obejmuje systemy CNC, ramiona robotyczne i monitorowanie w czasie rzeczywistym.
Poprawia powtarzalność i zmniejsza odchylenia od instrukcji, zwłaszcza w przypadku produkcji na dużą skalę.
Wybór spawarki laserowej wymaga znalezienia równowagi między mocą, kompatybilnością materiałową, trybem spawania, wydajnością chłodzenia i poziomem automatyzacji. Dobrze dobrany system poprawia wydajność, jakość spoin i długoterminową stabilność produkcji.
Aby uzyskać bardziej szczegółowy przewodnik, zapoznaj się z „Jak wybrać spawarkę laserową dla swojej firmy” w celu uzyskania dalszych informacji.
Wniosek
Spawanie laserowe jest szeroko stosowane w motoryzacji, magazynowaniu energii, transporcie kolejowym, lotnictwie i produkcji precyzyjnej. Zapewnia wysoką precyzję, szybkość obróbki i wysoką kompatybilność materiałową. Od elementów konstrukcyjnych, przez systemy akumulatorów, po komponenty mikroskalowe, zastępuje tradycyjne metody spawania w procesach wymagających stabilnej jakości i wysokiej wydajności produkcji.
Kempson Oferuje przemysłowe rozwiązania do spawania laserowego, dostosowane do zróżnicowanych potrzeb produkcyjnych. Dzięki doświadczeniu w wielu obszarach zastosowań, Kempson wspiera dobór sprzętu i dopasowanie procesu do konkretnych wymagań. W zakresie sprzętu do spawania laserowego lub wsparcia technicznego, skontaktuj się z nami dla odpowiednich rozwiązań.

FAQ
W jakich branżach wykorzystuje się spawanie laserowe?
Spawanie laserowe jest stosowane w motoryzacji, magazynowaniu energii, lotnictwie i kosmonautyce, transporcie kolejowym, elektronice i produkcji urządzeń medycznych.
Czy spawanie laserowe umożliwia łączenie różnych metali?
Tak, ale metale o odmiennych właściwościach, takie jak aluminium i stal lub miedź i aluminium, wymagają ścisłej kontroli procesu ze względu na różnice w temperaturze topnienia i właściwościach termicznych.
Jaka jest głębokość penetracji spawania laserowego?
Głębokość penetracji zależy od mocy lasera i trybu procesu. Zakres ten waha się od spawania cienkich blach przy niskiej mocy do spawania z głębokim wtopieniem przy mocy 3000 W i wyższej w przypadku grubszych materiałów.
Czym jest strefa wpływu ciepła (HAZ)?
Strefa HAZ to obszar materiału, który zmienia strukturę pod wpływem ciepła, nie topiąc się. Spawanie laserowe zapewnia mniejszą strefę HAZ w porównaniu ze spawaniem tradycyjnym, co zmniejsza odkształcenia i uszkodzenia materiału.
Czy spawanie laserowe powoduje porowatość?
Porowatość może wystąpić z powodu zanieczyszczenia powierzchni, uwięzienia gazu lub niestabilnych parametrów. Prawidłowy gaz osłonowy i kontrola parametrów pomagają ograniczyć ten problem.
Jakiego rodzaju lasera używa się do spawania?
Laser światłowodowy jest najpopularniejszym typem lasera w zastosowaniach przemysłowych. Lasery CO2 są rzadziej używane do obróbki metali, natomiast lasery Nd:YAG są najczęściej stosowane w systemach tradycyjnych.







