
Лазерная сварка — это высокоэффективный процесс сварки, использующий высокоэнергетический лазерный луч для расплавления материалов и получения точных соединений. Хотя обычно используется современное оборудование для лазерной сварки, дефекты сварки все же могут возникать из-за неправильной настройки параметров, загрязнения материала или нестабильности процесса, что приводит к потерям материала, увеличению объема доработок и снижению эффективности производства.
В данной статье будет проведен систематический анализ пяти наиболее распространенных дефектов лазерной сварки и предложены четкие, практические решения, которые помогут пользователям быстро выявлять первопричины, оптимизировать параметры процесса и повышать качество сварки и эффективность производства.
Что представляют собой дефекты лазерной сварки?
Дефекты лазерной сварки — это проблемы, возникающие в процессе сварки из-за несоответствия параметров процесса, состояния материала и других факторов, что приводит к плохому формированию сварного шва или снижению качества сварки. Эти дефекты могут влиять на прочность сварного шва, герметичность и качество поверхности, представляя собой критические риски для качества, требующие строгого контроля в промышленном производстве.
В реальных производственных условиях к распространенным дефектам лазерной сварки относятся пористость, растрескивание, непроплавление, подрез и разбрызгивание металла. Каждый дефект связан с конкретными причинами, вызванными технологическим процессом, такими как нестабильная мощность, смещение фокуса или недостаточное количество защитного газа, и может быть быстро устранен путем оптимизации процесса.


5 распространенных дефектов лазерной сварки (причины и решения)
Пористость
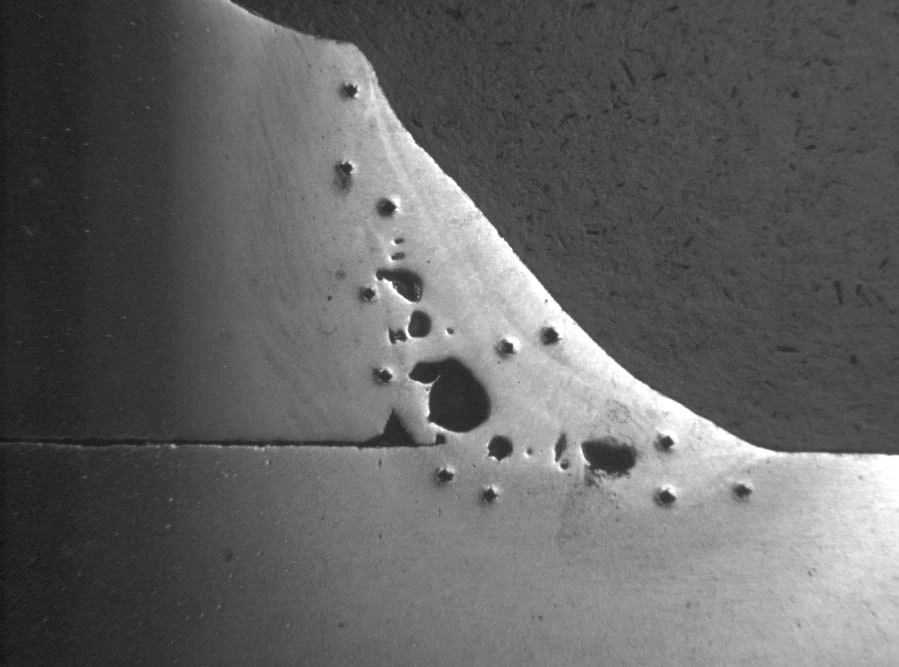
Пористость — наиболее распространенный дефект лазерной сварки. В основном это микроскопические отверстия, образующиеся внутри или на поверхности сварного шва из-за того, что газы из расплавленной ванны не успевают вовремя выйти во время процесса сварки. Эти отверстия снижают прочность, герметичность и усталостную долговечность сварного соединения.
Образование пористости обычно связано со следующими ключевыми факторами:
Недостаточный контроль за защитным газом: неправильный выбор типа газа или нестабильная скорость потока могут привести к смешиванию кислорода, азота и других газов из воздуха с расплавленным металлом, образуя пузырьки.
Влияние состояния и свойств материала: Некоторые металлы (например, алюминиевые сплавы) чувствительны к газам, а наличие оксидных слоев или примесей на поверхности материала может влиять на стабильность расплавленной ванны.
Недостаточная подготовка перед сваркой: масло, влага или остатки испаряются при высоких температурах; если газы не могут беспрепятственно выходить, они задерживаются внутри сварного шва.
Ключ к решению проблем с пористостью заключается в создании стабильной, контролируемой среды сварки. Во-первых, перед сваркой необходимо тщательно очистить материал от масла, оксидных слоев и влаги. Затем следует выбрать защитный газ, подходящий для данного материала, и поддерживать стабильную скорость потока (например, 15–25 л/мин), чтобы предотвратить турбулентность газового потока или недостаточное покрытие. Кроме того, путем соответствующей регулировки мощности лазера и скорости сварки необходимо обеспечить хорошую текучесть расплавленной ванны для облегчения выхода газа.
Растрескивание
Растрескивание — это образование трещин в сварном шве или зоне термического воздействия в процессе сварки или охлаждения. Оно значительно снижает прочность конструкции и склонно к распространению под нагрузкой или в условиях усталости. Чаще всего наблюдается при сварке алюминиевых сплавов и высокоуглеродистых сталей.
Растрескивание обычно вызывается следующими факторами:
Чрезмерное термическое напряжение: Неправильный выбор энергии сварки может вызвать локальный перегрев или концентрацию напряжений, что приводит к неравномерному усадке материала и увеличивает вероятность образования трещин. Волоконные лазеры непрерывного действия помогают контролировать процессы нагрева и охлаждения, предотвращая тем самым образование трещин.
Свойства материала: Высокоуглеродистая сталь и некоторые сплавы по своей природе чувствительны к термическому растрескиванию и склонны к образованию трещин при сварке.
Контроль образования трещин в первую очередь зависит от регулирования подводимой тепловой энергии и процесса охлаждения. Правильный предварительный нагрев материала или снижение скорости охлаждения могут минимизировать концентрацию напряжений. Ключевыми моментами являются корректировка параметров процесса для различных материалов, соответствующее соответствие мощности лазера скорости сварки, избегание чрезмерного подвода энергии и повышение стабильности сварного шва.
В реальных производственных условиях следование стандартизированным методам устранения неполадок лазерных сварочных аппаратов может снизить количество дефектов, таких как растрескивание, и повысить надежность сварки.
подрезать
Подрез — распространённый дефект лазерной сварки, характеризующийся образованием бороздки или локальным утонением по краю сварного шва. Этот дефект уменьшает эффективную площадь поперечного сечения, что приводит к концентрации напряжений в точках приложения нагрузки и ухудшает прочность и усталостную устойчивость сварной конструкции.
Подрез обычно связан с параметрами процесса и контролем формы:
Чрезмерно высокая скорость сварки: расплавленный металл не успевает растечься обратно, чтобы заполнить кромки, что приводит к образованию вмятин на кромках.
Высокая мощность или энергия воздействия: металл на кромках сварного шва чрезмерно расплавляется или разрушается, образуя «подрез».
Недостаточное заполнение и стабильность: несоответствие подачи проволоки или колебания в расплавленной ванне влияют на непрерывность профиля сварного шва.
Для уменьшения подреза необходимо поддерживать стабильность расплавленной ванны и обеспечивать ее достаточное заполнение. Соответствующее снижение скорости сварки дает время для оплавления металла, а правильная настройка параметров процесса помогает предотвратить прогорание кромки. Кроме того, своевременная подача проволоки при необходимости и поддержание стабильности улучшают переход сварного шва, что приводит к более плавной и непрерывной кромке.
Отсутствие слияния
Непроплавление — это ситуация при лазерной сварке, когда между сварочным металлом и основным материалом не образуется эффективная металлургическая связь, или когда несколько сварочных проходов не полностью сплавляются. Хотя внешний вид поверхности может быть нормальным, на самом деле внутри сварного шва остаются несплавленные участки. Это ослабляет общую прочность соединения, делая его склонным к расслоению или даже разрушению под нагрузкой, вибрацией или усталостными нагрузками.
При слишком низкой мощности лазера материал не может быть полностью расплавлен; аналогично, смещение фокуса препятствует концентрации энергии в эффективной зоне плавления, затрудняя правильное расширение расплавленной ванны. Кроме того, чрезмерная скорость сварки сокращает время термического воздействия, препятствуя адекватному смачиванию расплавленной ванны и ее сцеплению с основным металлом. Более того, зазоры при сборке или неровности поверхности заготовки могут еще больше снизить эффективность плавления, приводя к локальному плохому сцеплению.
В процессе отладки многие пользователи ошибочно связывают отсутствие термоядерного синтеза с недостаточной мощностью, но проблема часто кроется в отклонении положения фокуса.
Регулировка положения фокуса может увеличить эффективную глубину проплавления. Одновременно увеличение мощности лазера и снижение скорости сварки позволяют расплавленной ванне достаточно времени для завершения процессов растекания и смачивания. В случаях с плохими условиями сборки необходима более точная центровка или введение соответствующей подачи проволоки для обеспечения более непрерывного сварочного шва и минимизации образования несплавленных участков.
брызгать
Разбрызгивание относится к явлению, которое происходит в лазерная сварка В этом случае расплавленный металл с высокой скоростью выбрасывается из зоны сварки, образуя мелкие металлические частицы на поверхности заготовки или вокруг нее. Хотя это не обязательно напрямую влияет на внутреннюю прочность сварного шва, это ухудшает качество поверхности и увеличивает затраты на очистку и последующую обработку.
Образование брызг обычно связано со стабильностью ванны и контролем энергии:
Чрезмерное потребление мощности или энергии: резкое локальное повышение температуры вызывает интенсивное испарение металла, что повышает вероятность образования струйных брызг.
Нестабильность расплавленной ванны (колебания в зоне сварного шва): Усиленные колебания расплавленной ванны во время сварки могут привести к вытеснению металла из зоны сварки с образованием частиц.
Нарушение потока защитного газа: Неравномерный или неправильно направленный поток газа может нарушить стабильность расплавленной ванны, усилить турбулентность на поверхности и усугубить разбрызгивание.
Уменьшение разбрызгивания металла в первую очередь связано с поддержанием стабильной и контролируемой зоны расплава. Соответствующее снижение плотности энергии предотвращает чрезмерное кипение расплава и минимизирует выброс металла. Одновременно оптимизация параметров сварки помогает стабилизировать «сквозное отверстие». Что касается газовой защиты, обеспечение равномерного потока газа по всей зоне сварки снижает воздействие внешних возмущений на расплав и улучшает качество поверхности сварного шва.
Путем соответствующей корректировки процесса для устранения неполадок лазерного сварочного аппарата можно эффективно контролировать дефекты волоконно-лазерной сварки, тем самым улучшая качество внешнего вида готового изделия.
Таблица сравнения дефектов лазерной сварки
При лазерной сварке волоконным лазером различные типы сварочных дефектов часто соответствуют различным механизмам образования и чувствительным к процессу точкам. Сравнивая их местоположение, причины и влияние на качество сварки, можно быстро определить источник проблемы, тем самым повысив эффективность устранения неполадок при лазерной сварке.
| Тип дефекта | Локация | Главная причина | Влияние на качество сварки | Чувствительные материалы | Чувствительность процесса |
|---|---|---|---|---|---|
| Пористость | Вокруг поверхности сварного шва | Газ, запертый в расплавленном бассейне | Снижает прочность, герметичность и срок службы при усталостных нагрузках. | Нержавеющая сталь, алюминиевые сплавы | Защитный газ и состояние поверхности |
| Растрескивание | Металл сварного шва / зона термического воздействия | Термическое напряжение при охлаждении | Риск разрушения конструкции, распространение трещин | Высокоуглеродистая сталь, алюминиевые сплавы | Скорость охлаждения и состав материала |
| подрезать | Край сварного шва (кромка сварного шва) | Избыточная энергия или недостаточное заполнение кромок | Утончение сечения, концентрация напряжений на краях | Тонкие листы, высокоскоростная сварка | Согласование скорости и мощности сварки |
| Отсутствие слияния | Граница раздела сварного шва и основного металла | Недостаточный приток или проникновение энергии | Плохое сцепление, сниженная несущая способность | Толстые пластины, многопроходная сварка | Мощность, положение фокуса и скорость |
| брызгать | Вокруг поверхности сварного шва | Нестабильная расплавленная ванна или колебания в форме замочной скважины | Загрязнение поверхностей, более высокие затраты на уборку | Различные металлы | Внутренние поры сварного шва/поверхности |
Как выявить каждый дефект лазерной сварки
В процессе сварки различные дефекты лазерной сварки могут выглядеть похожими, но их причины и способы устранения совершенно различны. Если дефект будет выявлен неправильно, последующие попытки устранения неполадок лазерной сварки могут привести к некорректным настройкам, что вызовет повторение или даже усугубление проблем. Поэтому крайне важно точно определить тип дефекта.
Пористость: Это проявляется в виде точечных или сотообразной пустот внутри сварного шва, которые обычно трудно обнаружить непосредственно на поверхности и для подтверждения требуют резки или неразрушающего контроля. В основном это вызвано тем, что газы из расплавленной ванны не выходят вовремя, и часто связано с нестабильным защитным газом или загрязнением поверхности материала. Это типичный внутренний дефект лазерной сварки.
Растрескивание: Обычно проявляется в виде линейных трещин в сварном шве или зоне термического воздействия и может распространяться вдоль направления напряжения. Иногда сопровождается незначительным изменением цвета или микроструктурной слоистостью. Этот дефект часто связан с неравномерным снятием термических напряжений или склонностью материала к термическому растрескиванию и чаще встречается в высокоуглеродистой стали и алюминиевых сплавах.
Подрез: Проявляется в виде непрерывных вмятин или локального «утонения» по краям сварного шва, с видимыми невооруженным глазом аномалиями в зоне сварного шва. Характеризуется неполным формированием сварного шва, обычно вызванным чрезмерным подводом тепла или чрезмерной скоростью сварки, что препятствует своевременному заполнению кромочного металла.
Отсутствие слияния: Хотя поверхность может выглядеть нормально, внутри имеются участки, где сварочный металл не полностью сплавился с основным металлом; для подтверждения этого обычно требуется осмотр поперечного сечения. Этот дефект часто возникает в условиях недостаточной энергии, смещения фокуса или при сварке толстых пластин и считается дефектом лазерной сварки с высоким структурным риском.
Брызги: Характеризуется наличием мелких металлических частиц, прилипших к области вокруг сварного шва; это видимый снаружи дефект, который обычно можно обнаружить без контроля. Его образование связано с нестабильностью расплавленной ванны или локальными колебаниями энергии, которые могут быть вызваны неправильной настройкой параметров.
Сравнивая описанные выше характеристики, можно быстрее различить различные типы дефектов лазерной сварки. Это помогает избежать ошибочной диагностики при устранении неполадок, тем самым повышая эффективность корректировки процесса и улучшая стабильность сварки.
Как устранить неполадки в лазерном сварочном аппарате
В реальных производственных условиях дефекты лазерной сварки редко вызваны одним фактором; скорее, они являются результатом совокупного воздействия состояния оборудования, параметров процесса и свойств материала. Поэтому при поиске и устранении неисправностей лазерного сварочного аппарата необходимо проводить систематическое, поэтапное исследование.
Проверьте параметры лазера.
Мощность лазера, скорость сварки и положение фокуса напрямую определяют профиль подводимой энергии и являются основными факторами, влияющими на качество сварки. Недостаточная мощность может привести к неполному проплавлению, в то время как избыточная мощность может вызвать разбрызгивание или подрез. Эти параметры необходимо корректировать в соответствии с толщиной материала и требованиями процесса.
Наблюдайте за поведением расплавленной лужи.
Стабильность расплавленной ванны имеет решающее значение для предотвращения большинства дефектов лазерной сварки. Если расплавленная ванна значительно колеблется или «сквозное отверстие» нестабильно, это обычно указывает на неравномерное распределение энергии или неправильную настройку параметров, требующую одновременной регулировки мощности и скорости.
Проверьте материал и состояние поверхности.
Наличие масла, оксидных слоев или влаги на поверхности материала напрямую влияет на стабильность расплавленной ванны и увеличивает риск образования пористости или неполного сплавления. Кроме того, различные материалы по-разному реагируют на тепловое воздействие, поэтому необходимо принимать соответствующие меры для смягчения этих эффектов.
Оцените систему защитного газа.
Тип, расход и стабильность покрытия защитного газа влияют на эффективность изоляции расплавленной ванны от окружающего воздуха. Нестабильный поток газа или недостаточное покрытие могут легко привести к таким проблемам, как пористость и разбрызгивание. Поэтому необходимо улучшить качество защитного газа, используя газ высокой чистоты и поддерживая непрерывный и равномерный поток.
Проверка рабочего состояния оборудования
Стабильность лазерного излучения, чистота оптического тракта и рабочее состояние системы подачи проволоки — все это влияет на конечное качество сварки. При неисправности или значительных колебаниях параметров оборудования для волоконной лазерной сварки могут возникать периодические отключения и другие проблемы, даже при правильной настройке параметров.


Следовательно, необходимо выбрать высокопроизводительные ручные лазерные сварочные аппараты или автоматизированные лазерные сварочные аппараты а также проводить регулярные проверки и техническое обслуживание лазерного оборудования для повышения стабильности процесса. Если вы хотите узнать больше о том, как проверять и обслуживать лазерный сварочный аппарат, ознакомьтесь с этой статьей: Техническое обслуживание волоконно-лазерного сварочного аппарата: максимальное продление срока службы вашего оборудования.
Реальный практический пример
Клиент, специализирующийся на производстве изделий из нержавеющей стали, столкнулся с серьезными проблемами пористости в процессе сварки. После внедрения продукции компании Kempson's, он обнаружил, что... Аппарат лазерной сварки с воздушным охлаждением мощностью 2000 ВтКомпания оптимизировала защитный газ, скорректировала параметры сварки и использовала высокопроизводительную лазерную систему со встроенным самогенерирующимся защитным газом. В результате пористость снизилась более чем на 80%, что значительно улучшило качество сварного шва.
Часто задаваемые вопросы
1. Как узнать, правильны ли параметры лазерной сварки?
Это можно определить, наблюдая за стабильностью расплавленной ванны и формой сварочного шва. Если сварочный шов непрерывный и не содержит явных брызг или подрезов, это обычно указывает на то, что параметры хорошо подобраны. Если дефекты лазерной сварки возникают часто, необходимо будет скорректировать мощность, скорость и положение фокуса.
2. Как быстрее всего устранить неполадки в работе лазерного сварочного аппарата?
Устранение неполадок следует проводить в порядке параметров, материалов, газа и оборудования. Большинство проблем с лазерной сваркой возникают из-за несоответствия мощности или скорости, а затем из-за загрязнения материала или состояния оборудования.
3. Почему дефекты лазерной сварки возникают даже на новых аппаратах?
Даже при использовании нового оборудования дефекты лазерной сварки могут возникать, если параметры настройки неправильные, поверхность материала не чистая или защитный газ нестабилен. Производительность оборудования — это основа, но оптимизация процесса — ключ к успеху.
4. Как можно эффективно снизить пористость при лазерной сварке?
Ключевым моментом является контроль состояния газа и материала. Повышение чистоты и стабильности защитного газа при одновременном обеспечении надлежащей предварительной очистки сварного шва может повысить эффективность снижения пористости.
5. Какие материалы более подвержены образованию трещин при лазерной сварке?
Алюминиевые сплавы и высокоуглеродистая сталь более подвержены растрескиванию, что связано со свойствами теплового расширения материалов и напряжениями, возникающими при охлаждении и усадке.
6. Может ли автоматизация снизить количество дефектов при лазерной сварке волоконным лазером?
Да. Автоматизированные лазерные сварочные аппараты могут повысить стабильность и повторяемость параметров, тем самым снижая количество дефектов при лазерной сварке волоконным лазером, что особенно заметно в массовом производстве.
7. Влияет ли тип защитного газа на качество лазерной сварки?
Да. Для разных материалов требуются разные типы газов (например, аргон, азот и т. д.), и выбор газа и скорости потока напрямую влияет на стабильность расплавленной ванны.
Заключение
В процессе лазерной сварки могут возникать распространенные дефекты, такие как пористость, трещины и подрезы. Крайне важно распознавать и понимать причины этих дефектов, а также способы их устранения для повышения качества и стабильности сварки.
Если вам необходимо дополнительно оптимизировать свой производственный процесс или приобрести профессиональное оборудование для лазерной сварки, пожалуйста, свяжитесь с нами немедленно. Кемпсон Мы разработаем индивидуальное решение, адаптированное к вашим конкретным потребностям.







