
Mục lục
Giới thiệu
Hàn laser nổi tiếng với khả năng tạo ra các mối hàn chắc chắn, chính xác với lượng nhiệt đầu vào tối thiểu, nhưng nó cũng thường đi kèm với các yêu cầu lắp ghép khắt khe. Khi các bộ phận không khớp hoàn hảo, nhiều nhà sản xuất tự hỏi liệu hàn laser có còn tạo ra được mối nối đáng tin cậy hay không.
Câu trả lời phụ thuộc vào kích thước khe hở, loại vật liệu, thông số hàn và việc có sử dụng dây hàn phụ hay không. Trong bài viết này, chúng ta sẽ tìm hiểu về dung sai khe hở thực tế khi hàn laser, khi nào hàn laser có thể lấp đầy khe hở và các phương pháp thực tiễn được sử dụng để cải thiện kết quả hàn khi không thể đạt được mối nối hoàn hảo.
“Lấp đầy khe hở” trong hàn laser có nghĩa là gì?
Trong hàn laser, “lấp đầy khe hở” đề cập đến quá trình bù đắp hoặc “nối liền” khe hở giữa các bộ phận được hàn bằng các kỹ thuật cụ thể để tạo thành mối hàn hoàn chỉnh, không có khuyết tật. Để khắc phục các khuyết tật hàn, nhiều công nghệ “lấp đầy khe hở” hoặc “nối liền khe hở” đã được phát triển. Nguyên tắc, phương pháp và ứng dụng của chúng như sau:
| Yếu tố | Mô tả Chi tiết | Các phương pháp phổ biến | Các lợi ích |
|---|---|---|---|
| Nguyên tắc cơ bản | Sử dụng vật liệu nóng chảy, sự giãn nở nhiệt hoặc vật liệu phụ bổ sung để lấp đầy khoảng trống và tạo ra mối hàn hoàn chỉnh. | Đổ đầy bể nóng chảy, thêm dây hàn, bù giãn nở nhiệt. | Hàn laser với dây phụ, hàn dây nóng hoặc dây nguội, hàn dao động chùm tia, hàn lai laser-hồ quang và hàn đồng bằng laser. |
| Công nghệ lấp đầy khoảng trống | Tăng thể tích kim loại hàn hoặc mở rộng vũng chảy để xử lý các khe hở lớn hơn. | Hàn laser với dây phụ, hàn dây nóng hoặc dây nguội, hàn dao động chùm tia, hàn lai laser-hồ quang, hàn đồng thau bằng laser. | Cho phép hàn các mối nối có khe hở lớn hơn và cải thiện độ ổn định của quy trình. |
| Ứng dụng vật liệu | Các loại vật liệu khác nhau đòi hỏi các phương pháp lấp đầy khe hở khác nhau. | Thép không gỉ, thép cacbon, hợp kim nhôm, thép cường độ cao, nhựa và các vật liệu khác nhau. | Đạt được các mối nối chắc chắn hơn, tính chất cơ học tốt hơn và độ đồng nhất của mối hàn được cải thiện. |
| Kỹ thuật phụ trợ | Cải thiện sự tiếp xúc giữa các mối hàn và tối ưu hóa điều kiện hàn. | Hệ thống kẹp, hàn hỗ trợ áp suất, mô phỏng quy trình và tối ưu hóa thông số. | Giảm thiểu khuyết điểm và cải thiện khả năng hàn gắn khe hở. |
Hàn khe hở bằng laser bao gồm việc tích hợp các phương pháp hàn, vật liệu hàn, cài đặt thông số thiết bị và kỹ thuật chuẩn bị mối hàn. Mục tiêu là đạt được mối hàn đáng tin cậy ngay cả khi không thể đạt được sự căn chỉnh hoàn hảo của phôi.
Hàn laser có thể lấp đầy các khe hở không?
Đúng vậy, hàn laser có thể lấp đầy các khe hở, nhưng khả năng này bị hạn chế và phụ thuộc vào kích thước khe hở, cấu hình quy trình và vật liệu.
Khả năng lắng đọng hàn laser
Hàn laser là một quy trình hàn có mật độ năng lượng cao, đặc trưng bởi kích thước điểm hàn nhỏ. Nó có dung sai thấp đối với các khe hở lắp ráp. Hàn laser đơn tia truyền thống, đặc biệt là hàn xuyên sâu, yêu cầu "khe hở bằng không" hoặc khe hở cực nhỏ, vì nó chủ yếu dựa vào việc làm nóng chảy vật liệu nền để tạo thành mối hàn, với rất ít hoặc không có kim loại phụ. Thông qua các cải tiến quy trình cụ thể và các công nghệ lai, hàn laser có thể xử lý thành công các khe hở trong một phạm vi nhất định.
Tại sao hàn laser thường được sử dụng cho các mối nối có độ khít cao?
Hàn laser nổi tiếng với độ chính xác cao, nhưng cũng nhạy cảm hơn với các khe hở mối hàn so với nhiều phương pháp hàn truyền thống. Điều này chủ yếu là do đặc điểm của chính quá trình hàn.
- Vũng kim loại nóng chảy nhỏ: Hàn laser tạo ra một vũng kim loại nóng chảy nhỏ, tập trung và đông đặc nhanh chóng. Khi khe hở quá lớn, có thể không đủ kim loại nóng chảy để lấp đầy hoàn toàn mối nối.
- Vật liệu hàn bổ sung hạn chế: Trong nhiều ứng dụng hàn laser, mối hàn được hình thành chủ yếu bằng cách làm nóng chảy vật liệu nền. Nếu không có dây hàn bổ sung, các khe hở lớn hơn có thể dẫn đến sự kết dính không hoàn toàn, vết lõm hoặc cháy xuyên.
- Yêu cầu căn chỉnh cao: Năng lượng laser được tập trung vào một khu vực rất nhỏ. Để có kết quả hàn ổn định, chùm tia phải được định vị chính xác dọc theo mối nối. Khoảng cách quá lớn hoặc sai lệch có thể làm giảm chất lượng mối hàn và khiến quá trình không ổn định.
Vì những lý do này, hàn laser thường cho hiệu quả tốt nhất khi các bộ phận được lắp ghép khít nhau và khe hở giữa các mối hàn được giữ ở mức tối thiểu.
Hàn laser có thể xử lý các khe hở trong những trường hợp nào?
Hàn laser tiêu chuẩn không được thiết kế cho các khe hở lớn, nhưng quy trình phù hợp có thể tạo ra sự khác biệt đáng kể. Trong nhiều ứng dụng, các nhà sản xuất sử dụng các kỹ thuật hàn bổ sung để tăng khả năng chịu đựng khe hở và duy trì chất lượng mối hàn.
| Phương pháp | Quy trình triển khai |
| Thêm dây hàn | Việc đưa dây hàn phụ vào vũng hàn sẽ bổ sung thêm vật liệu, giúp dễ dàng lấp đầy các khe hở và tạo thành mối hàn hoàn chỉnh. |
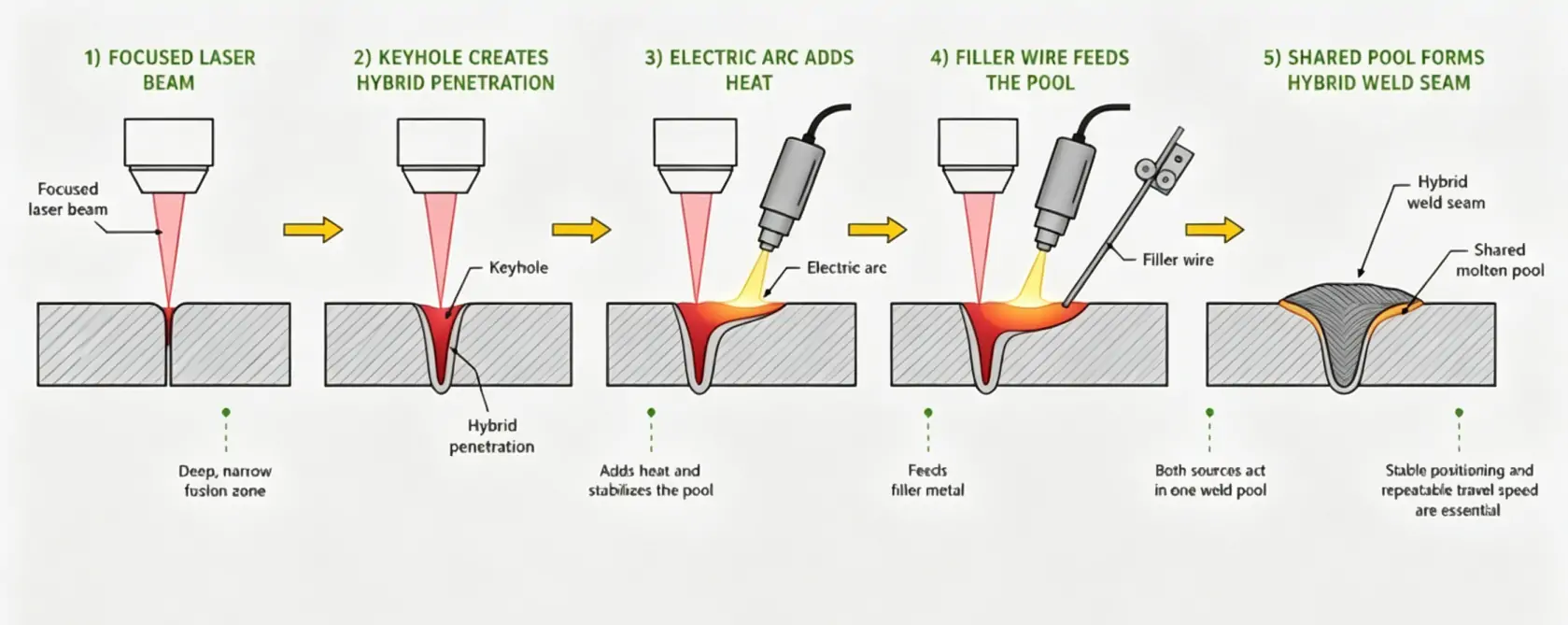
| Hàn lai Laser-Hồ quang | Tia laser tạo ra độ xuyên sâu, trong khi hồ quang cung cấp thêm nhiệt và kim loại phụ, cho phép mối hàn chịu được các khe hở lớn hơn. |
| Hàn dao động chùm tia | Tia laser di chuyển theo một mô hình được kiểm soát để tạo ra vũng hàn rộng hơn, giúp kim loại nóng chảy lấp đầy các khe hở hiệu quả hơn. |
| Tối ưu hóa quy trình và liên kết | Việc chuẩn bị mối nối đúng cách và điều chỉnh công suất, tốc độ và tiêu điểm có thể giúp hàn laser xử lý các khe hở nhỏ trong quá trình lắp ráp. |
Hàn laser hoạt động tốt nhất khi các chi tiết cần hàn khít chặt với nhau. Bằng cách sử dụng dây hàn phụ, hàn lai, dao động chùm tia và cài đặt thông số phù hợp, nó có thể đáp ứng được nhiều khe hở mối nối hơn và tạo ra các mối hàn đáng tin cậy hơn. (Đọc thêm: Hàn laser có cần kim loại phụ không? Tìm hiểu thêm)
- Tổng quan về hàn laser có thể lấp đầy các khe hở
- Tại sao hàn laser được thiết kế cho các mối nối có dung sai thấp?
- Khi nào thì hàn laser có thể xử lý thành công các khe hở nhỏ?
Hàn laser có thể xử lý khe hở tối đa là bao nhiêu?
Khả năng xử lý khe hở của hàn laser phụ thuộc vào quy trình hàn, vật liệu và thiết kế mối hàn. Nhìn chung, hàn laser tiêu chuẩn yêu cầu khe hở rất nhỏ, trong khi hàn bằng dây phụ, dao động chùm tia và hàn lai có thể làm tăng đáng kể khả năng chịu đựng khe hở.
Hàn laser tiêu chuẩn (<0.1 mm)
Hàn laser tiêu chuẩn yêu cầu mối nối khít chặt và phù hợp nhất với các khe hở tối thiểu.
Các yếu tố: Sự thẳng hàng của khớp nối, tiêu điểm chùm tia và độ dày vật liệu.
Ứng dụng: Gia công kim loại tấm chính xác, linh kiện điện tử, pin và linh kiện ô tô.
Hàn laser với dây hàn phụ (đường kính lên đến 0.5 mm hoặc hơn)
Dây hàn bổ sung thêm kim loại hàn, giúp dễ dàng hàn kín các khe hở lớn hơn.Máy hàn laser KEMPSON 4000W (Có thể hàn các vật liệu dày tới 12 mm và rộng tới 8 mm.)
Các yếu tố ảnh hưởng: Tốc độ cấp dây, công suất laser và đường kính dây.
Ứng dụng: Hàn nhôm, sản xuất ô tô và gia công kim loại.
Hàn laser dao động (Độ dày vật liệu tối đa 25%)
Dao động chùm tia tạo ra vũng hàn rộng hơn và cải thiện dung sai khe hở.
Các yếu tố ảnh hưởng: Biên độ dao động, tốc độ hàn và độ dày vật liệu.
Ứng dụng: Hợp kim nhôm, các bộ phận bằng thép không gỉ và sản xuất nói chung.
Hàn lai laser-hồ quang (Độ dày vật liệu lên đến 15%)
Việc kết hợp laser với quy trình hàn hồ quang giúp cải thiện khả năng xử lý khe hở và độ ổn định của mối hàn.
Các yếu tố: Cài đặt hồ quang, lượng kim loại phụ, thiết kế mối hàn.
Ứng dụng: Đóng tàu, thiết bị hạng nặng, bình chịu áp lực và hàn tấm dày.
Nhìn chung, khe hở càng nhỏ thì càng dễ đạt được mối hàn chất lượng cao. Đối với khe hở lớn hơn, thường cần đến dây hàn phụ hoặc các quy trình hàn laser tiên tiến.
Điều gì sẽ xảy ra nếu có khoảng trống trong quá trình hàn laser?
Khi có các khe hở trong quá trình hàn laser, chúng có thể ảnh hưởng trực tiếp đến độ ổn định của quy trình và chất lượng mối hàn. Khe hở càng lớn hoặc càng không đều, việc duy trì mối hàn ổn định và đồng nhất càng khó khăn.
1. Sự không ổn định và các khuyết điểm
Sự thay đổi khe hở có thể làm xáo trộn vũng hàn và dẫn đến các khuyết tật như lõm đáy, sự kết dính không hoàn toàn hoặc hình dạng mối hàn không đều.
2. Hình dạng mối hàn kém
Dòng chảy kim loại không ổn định gây ra hiện tượng thâm nhập không đồng đều và các vấn đề về chất lượng bề mặt, bao gồm cả hiện tượng nóng chảy nông và các mối hàn không đều.
3. Nhu cầu bồi thường
Để xử lý các khe hở, thường cần đến các phương pháp như dùng dây hàn phụ, điều chỉnh thông số và theo dõi đường nối.
4. Thay đổi hành vi năng lượng
Các vật liệu khác nhau và điều kiện hàn có thể ảnh hưởng đến khả năng hấp thụ năng lượng, làm giảm độ ổn định ở các kim loại phản xạ như nhôm.
Các khe hở có thể làm giảm độ ổn định của hàn laser và tăng nguy cơ lỗi, do đó, việc kiểm soát quy trình hoặc các phương pháp bổ sung vật liệu thường được yêu cầu để đảm bảo chất lượng.
Hàn laser có thể hoạt động mà không cần dây hàn phụ không?
Đúng vậy, hàn laser có thể được thực hiện mà không cần dây hàn phụ. Quá trình này được gọi là hàn tự sinh. Trong quy trình này, mối hàn được hình thành chỉ bằng cách làm nóng chảy và đông đặc các vật liệu cơ bản.
Dưới đây là bảng so sánh giữa hàn có và không có dây hàn phụ:
| Mục | Không cần dây hàn phụ (Hàn tự sinh) | Với dây hàn |
| Nguyên tắc quy trình | Tia laser làm tan chảy vật liệu cơ bản để tạo thành mối nối. | Dây hàn được thêm vào trong khi vật liệu cơ bản đang được nung chảy. |
| Thành phần mối hàn | Giống như vật liệu cơ bản | Kết hợp vật liệu nền và dây hàn, các đặc tính có thể được điều chỉnh. |
| Yêu cầu khe hở khớp | Yêu cầu độ khít rất chính xác (thường ≤0.2 mm) | Khả năng chịu đựng tốt hơn, có thể lấp đầy các khe hở lớn hơn (khoảng 0.6 mm trở lên). |
| chính lợi thế | Quy trình đơn giản, tốc độ nhanh, lượng nhiệt tiêu thụ thấp, độ biến dạng thấp. | Có thể lấp đầy các khe hở, cải thiện đặc tính mối hàn, khả năng thích ứng cao hơn |
| Những thách thức chính | Cần độ khít rất chặt (thường ≤0.2 mm). | Hệ thống phức tạp hơn đòi hỏi việc cấp dây chính xác và kiểm soát thông số. |
Khi nào phương pháp tự hàn đạt hiệu quả tốt nhất
- Các linh kiện chính xác như thiết bị điện tử và thiết bị y tế.
- Cấu trúc dạng tấm mỏng (thường dưới 1 mm)
- Các mối nối khít chặt, hầu như không có khe hở, chẳng hạn như mối hàn chồng hoặc mối hàn kín.
- Sản xuất số lượng lớn, trong đó tốc độ và chi phí là những yếu tố ưu tiên hàng đầu.
Khi cần dây hàn bổ sung
- Các bộ phận có khe hở lắp ráp không thể tránh khỏi.
- Hàn các vật liệu khác nhau để tạo thành lớp chuyển tiếp
- Các ứng dụng yêu cầu độ bền mối hàn hoặc khả năng chống nứt cao hơn.
- Hàn tấm dày hoặc hàn nhiều lớp
- Các vật liệu dễ bị nứt, chẳng hạn như một số hợp kim nhôm.
Việc lựa chọn sử dụng dây hàn phụ hay không là sự cân bằng giữa tính đơn giản và độ chính xác với tính linh hoạt và dung sai. Hàn tự sinh hoạt động tốt nhất khi các bộ phận khớp khít và vật liệu phù hợp. Khi có khe hở hoặc yêu cầu về hiệu suất cao hơn, dây hàn phụ thường là cần thiết.
Khi hàn laser không thể lấp đầy các khe hở
Hàn laser cho kết quả tốt nhất khi các bộ phận được ghép sát nhau. Khi khe hở quá lớn hoặc không đều, chất lượng mối hàn sẽ giảm nhanh chóng và khả năng xuất hiện lỗi sẽ cao hơn.
Giới hạn của việc lấp đầy khoảng trống
Hàn laser tạo ra một vũng hàn nhỏ và tập trung. Khi khoảng cách vượt quá phạm vi này, kim loại nóng chảy không thể lấp đầy hoàn toàn mối nối, dẫn đến mối hàn yếu hoặc không hoàn chỉnh.
Lắp ráp kém
Nếu các bộ phận không thẳng hàng hoặc các cạnh không đều, mối hàn sẽ trở nên không ổn định. Điều này thường gây ra hình dạng mối hàn không đều hoặc sự kết dính yếu.
Dung sai lắp ráp lớn
Khi kích thước khe hở thay đổi giữa các chi tiết, việc duy trì kết quả nhất quán trở nên khó khăn. Hàn laser cần điều kiện mối nối ổn định và có thể lặp lại.
Tại sao lại sử dụng phương pháp hàn MIG/TIG thay thế?
Hàn MIG và TIG sử dụng vũng hàn lớn hơn và kim loại phụ liên tục. Điều này giúp dễ dàng hàn nối các khe hở lớn hơn, vì vậy chúng thường được lựa chọn khi việc lắp ghép không cần độ chính xác cao.
Hàn laser không phù hợp với các khe hở lớn hoặc không đồng đều, vì vậy khi độ khít sát kém, các quy trình như MIG hoặc TIG thường được ưu tiên hơn để lấp đầy khe hở tốt hơn và đảm bảo độ ổn định. Để biết thêm chi tiết, xem: Hàn laser cầm tay so với hàn MIG: Loại nào tốt hơn?
Làm thế nào để cải thiện dung sai khe hở trong hàn laser?
Việc cải thiện khả năng chịu đựng khe hở của hàn laser là chìa khóa để mở rộng ứng dụng công nghiệp của nó. Hàn laser có kích thước điểm nhỏ và vũng nóng chảy nhỏ, do đó nó rất nhạy cảm với khe hở mối hàn. Tuy nhiên, với việc tối ưu hóa quy trình và các phương pháp hỗ trợ, khả năng xử lý khe hở của nó có thể được cải thiện đáng kể.
1. Cải thiện thiết kế mối nối và chất lượng lắp ráp
Đây là bước cơ bản nhất. Độ chính xác gia công và lắp ráp tốt hơn giúp giảm thiểu sai sót ngay từ đầu.
- Gia công cạnh: Sử dụng phương pháp phay hoặc cắt chính xác để làm cho các cạnh hàn mịn hơn và giảm các khe hở không đều.
- Kiểm tra trước khi hàn: Đảm bảo các bộ phận được căn chỉnh chính xác trước khi hàn để tránh các khe hở do sai lệch.
2. Sử dụng vật liệu phụ hoặc hàn hỗn hợp
Đây là một trong những cách trực tiếp nhất để cải thiện khả năng chịu đựng khe hở bằng cách thêm vật liệu bổ sung để lấp đầy khoảng trống.
- Hàn laser cấp dây/bột: Thêm dây hàn hoặc bột kim loại trong quá trình hàn để tăng khả năng lấp đầy và giảm độ nhạy cảm với độ chính xác lắp ráp.
- Hàn lai laser-hồ quang: Hồ quang cung cấp kim loại phụ, trong khi laser đảm bảo độ xuyên sâu và tốc độ cao. Điều này làm cho phương pháp này phù hợp hơn cho các khe hở lớn, đặc biệt là trên các tấm dày và các bộ phận kết cấu.
3. Điều chỉnh các thông số quy trình hàn
Việc thay đổi các điều kiện hàn có thể giúp quá trình này lấp đầy các khe hở dễ dàng hơn.
- Hàn laser hai điểm: Mở rộng diện tích gia nhiệt và giúp ổn định vũng chảy kim loại.
- Điều chỉnh độ mờ: Phóng to nhẹ điểm laser để giúp thu hẹp các khoảng trống nhỏ.
- Hàn laser xung: Hiệu quả tốt đối với các tấm mỏng và sai sót nhỏ trong quá trình lắp ghép, với chi phí thấp hơn.
4. Sử dụng hệ thống giám sát và điều khiển
Phản hồi theo thời gian thực giúp điều chỉnh các sai lệch trong quá trình hàn.
- Hệ thống theo dõi đường hàn: Phát hiện vị trí hàn và sự thay đổi khe hở, đồng thời điều chỉnh đường hàn hoặc các thông số.
5. Sử dụng các dụng cụ cố định và hỗ trợ.
Các dụng cụ hỗ trợ bên ngoài giúp giảm thiểu hoặc kiểm soát khe hở trong quá trình hàn.
- Đồ gá chính xác: Giữ các bộ phận ổn định và thẳng hàng để giảm thiểu sai sót trong lắp ráp.
- Hệ thống hỗ trợ điện từ: Hỗ trợ vũng chảy trong quá trình hàn tấm dày và giúp ngăn ngừa sự sụp đổ.
Việc cải thiện dung sai khe hở hàn laser đòi hỏi sự kết hợp của nhiều phương pháp. Các khe hở nhỏ chủ yếu được kiểm soát thông qua gia công và lắp ráp. Các khe hở lớn hơn phụ thuộc vào vật liệu phụ, hàn lai hoặc điều chỉnh quy trình. Với việc giám sát và cố định đúng cách, phạm vi ứng dụng của hàn laser có thể được mở rộng hơn nữa.
So sánh hàn laser và hàn truyền thống trong việc xử lý khe hở
Hàn laser và hàn thông thường có sự khác biệt đáng kể về khả năng xử lý các khe hở. Bài viết tham khảo: Hàn laser so với hàn truyền thống: Sự khác biệt, ưu điểm, chi phí và ứng dụng. chủ yếu là do sự khác biệt về nồng độ nguồn nhiệt và phương pháp lắng đọng vật liệu.
| Tính năng | Hàn laser | Hàn thông thường (TIG/MIG) | Hàn Laser lai |
| Khả năng xử lý khoảng trống | Low đòi hỏi sự vừa khít rất chặt. | Cao, có thể lấp đầy các khe hở lớn hơn bằng kim loại hàn. | Cao cấp, kết hợp độ chính xác của laser với khả năng hàn hồ quang. |
| Lượng nhiệt đầu vào & sự biến dạng | Lượng nhiệt đầu vào cao hơn, vùng ảnh hưởng nhiệt rộng hơn, biến dạng dễ nhận thấy hơn. | Thấp, đòi hỏi sự vừa khít tuyệt đối. | Mức tiêu thụ nhiệt trung bình, khả năng kiểm soát méo tiếng tốt hơn. |
| Tốc độ hàn | Rất nhanh | Tương đối chậm | Nhanh hơn, hiệu quả cao hơn so với hàn hồ quang truyền thống. |
| Các Ứng Dụng | Lượng nhiệt đầu vào thấp, vùng ảnh hưởng nhiệt hẹp, độ biến dạng thấp. | Tấm có độ dày trung bình đến dày, các bộ phận kết cấu có sự thay đổi về độ khớp, chẳng hạn như trong ngành đóng tàu và máy móc kỹ thuật. | Tấm dày, cấu trúc có khe hở lớn và thi công tại công trường, chẳng hạn như các kết cấu thép nặng. |
Việc lựa chọn quy trình hàn chủ yếu phụ thuộc vào điều kiện khe hở. Hàn laser phù hợp cho các ứng dụng đòi hỏi độ chính xác cao với khe hở nhỏ, trong khi hàn truyền thống phù hợp hơn cho các khe hở lớn và điều kiện phức tạp. Mặt khác, hàn laser lai (hybrid laser welding) cân bằng giữa hiệu quả và khả năng thích ứng với khe hở.
Ứng dụng công nghiệp và các trường hợp sử dụng thực tế
Hàn laser được sử dụng trong nhiều ngành công nghiệp đòi hỏi độ chính xác, mối hàn sạch và tốc độ xử lý nhanh. Phương pháp này đặc biệt phù hợp với các khe hở nhỏ và điều kiện lắp ráp được kiểm soát chặt chẽ.
Gia công tấm kim loại và sản xuất hàn chính xác:
Được sử dụng cho tủ điện, vỏ kim loại, hộp điều khiển, giá đỡ chính xác, v.v.
Các cấu trúc hàn laser trong ngành ô tô:
Được sử dụng cho các tấm thân xe, vỏ pin, khung ghế, cấu trúc cửa, v.v.
Sửa chữa khuôn mẫu và linh kiện tinh xảo:
Được sử dụng cho khuôn ép phun, bề mặt khuôn dập, dụng cụ chính xác, các chi tiết cơ khí nhỏ, v.v.
Hàn thép không gỉ và vật liệu mỏng:
Được sử dụng cho ống thép không gỉ, thiết bị nhà bếp, vỏ thiết bị y tế, tấm thép không gỉ mỏng, v.v.
Hàn laser được sử dụng rộng rãi trong các lĩnh vực sản xuất chính xác như gia công kim loại tấm, phụ tùng ô tô, sửa chữa khuôn mẫu và gia công thép không gỉ. Phương pháp này hiệu quả nhất trong các ứng dụng đòi hỏi độ chính xác cao, mối hàn sạch và kiểm soát lắp ráp chặt chẽ.
Kết luận
Hàn laser hoạt động tốt nhất khi các chi tiết khớp khít với nhau. Khe hở nhỏ đôi khi có thể xử lý được, nhưng khe hở lớn hơn hoặc không đều sẽ ảnh hưởng đến chất lượng và độ ổn định của mối hàn. Trong nhiều trường hợp, cần thêm dây hàn phụ hoặc sử dụng phương pháp hàn lai để làm cho quy trình đáng tin cậy hơn.
KEMPSON Tập trung vào thiết bị hàn laser và các giải pháp hàn công nghiệp cho sản xuất chính xác và gia công kim loại. Để được hỗ trợ dự án hoặc các giải pháp hàn tùy chỉnh, vui lòng liên hệ. liên hệ với chúng tôi Để tìm ra hệ thống phù hợp cho ứng dụng của bạn.

Câu Hỏi Thường Gặp
Khoảng cách tối đa mà hàn laser có thể lấp đầy là bao nhiêu?
Điều đó phụ thuộc vào quy trình. Hàn laser tiêu chuẩn thường yêu cầu khe hở dưới 0.1 mm, trong khi hàn dây hoặc hàn hỗn hợp có thể xử lý khe hở khoảng 0.5 mm trở lên.
Hàn laser sợi quang có thể khắc phục các mối nối không đều không?
Những chỗ không đều nhỏ có thể chấp nhận được, nhưng những khe hở lớn hoặc không đồng nhất sẽ ảnh hưởng đến độ ổn định của mối hàn và có thể gây ra khuyết tật.
Tôi có luôn cần dây phụ khi hàn laser không?
Không. Đối với các mối nối khít chặt, hàn laser có thể được thực hiện mà không cần dây hàn phụ. Điều này chủ yếu cần thiết khi có khe hở hoặc khi yêu cầu độ bền mối nối cao hơn.
Điều gì sẽ xảy ra nếu khoảng cách quá lớn?
Mối hàn có thể trở nên không ổn định, dẫn đến sự kết dính yếu, cháy xuyên hoặc mối nối không hoàn chỉnh.
Hàn laser có tốt hơn hàn TIG đối với các khe hở nhỏ không?
Đúng vậy, đối với các mối hàn chính xác và có khe hở nhỏ, hàn laser nhanh hơn và tạo ra ít biến dạng nhiệt hơn so với hàn TIG.
Làm thế nào để giảm khe hở mối hàn trước khi hàn laser?
Nâng cao độ chính xác gia công, sử dụng đồ gá phù hợp và đảm bảo các chi tiết được căn chỉnh tốt trước khi hàn.
Hàn laser có thể sửa chữa các chi tiết gia công kém chất lượng không?
Chỉ ở mức độ hạn chế. Các khuyết tật nhỏ có thể được khắc phục, nhưng các khe hở lớn hoặc sự lắp ghép kém thường đòi hỏi các phương pháp hàn khác.
Những vật liệu nào nhạy cảm nhất với các khe hở khi hàn?
Nhôm và các kim loại có độ phản chiếu cao nhạy cảm hơn, vì chúng đòi hỏi sự kiểm soát chặt chẽ hơn về lượng nhiệt đầu vào và độ khít của các mối nối.







