
Table of Contents
Introduction
During the laser welding process, there is one high-frequency term you will hear often—“Keyhole.” Although the name sounds simple, it is actually an important factor that determines weld penetration depth, welding efficiency, and weld quality. In the keyhole laser welding process, high-energy laser beams rapidly melt and vaporize materials, creating a special cavity structure inside the molten pool. This is known as keyhole in laser welding. Whether the laser welding keyhole remains stable directly affects deep penetration performance, defect reduction, and the final welding result. We offer a wide range of high-efficiency, high-precision laser welding equipment, including handheld, bench-top, and automated models. (Learn more: Kempson Laser Welding)
So, how is a keyhole formed? Why can it improve laser welding penetration capability? And what factors can make the keyhole unstable, causing porosity, spatter, and other issues? Next, we will discuss the formation mechanism, working principle, influencing factors, common welding defects, and the differences between keyhole welding and conduction welding, helping you gain a better understanding of the “keyhole effect” in laser welding.
What is keyhole in laser welding
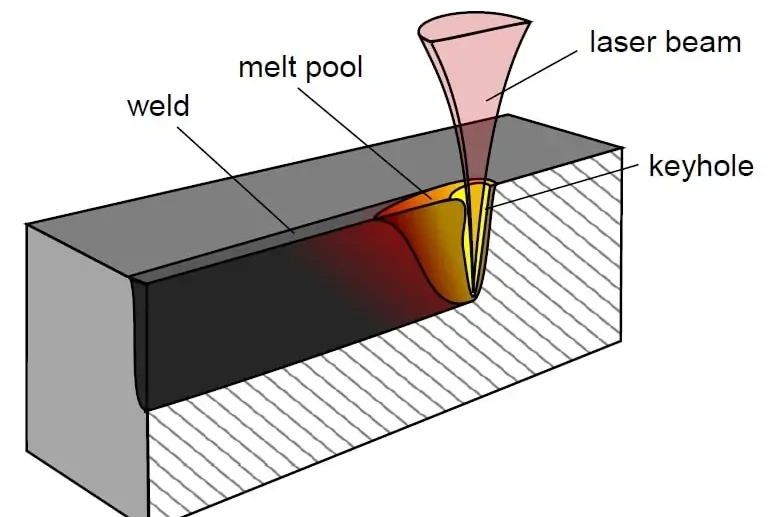
A Laser Welding Keyhole refers to a narrow, vapor-filled cavity formed inside the molten pool when the material surface rapidly melts and partially vaporizes under high-power laser irradiation. Its shape resembles a keyhole, which is why it is called a “Keyhole.”
The stability of the keyhole directly affects welding quality. When the laser welding keyhole becomes unstable, problems such as porosity, spatter, collapse, or uneven penetration may occur. Therefore, parameters such as laser power, welding speed, focal position, and shielding gas need to be properly controlled.
How it forms
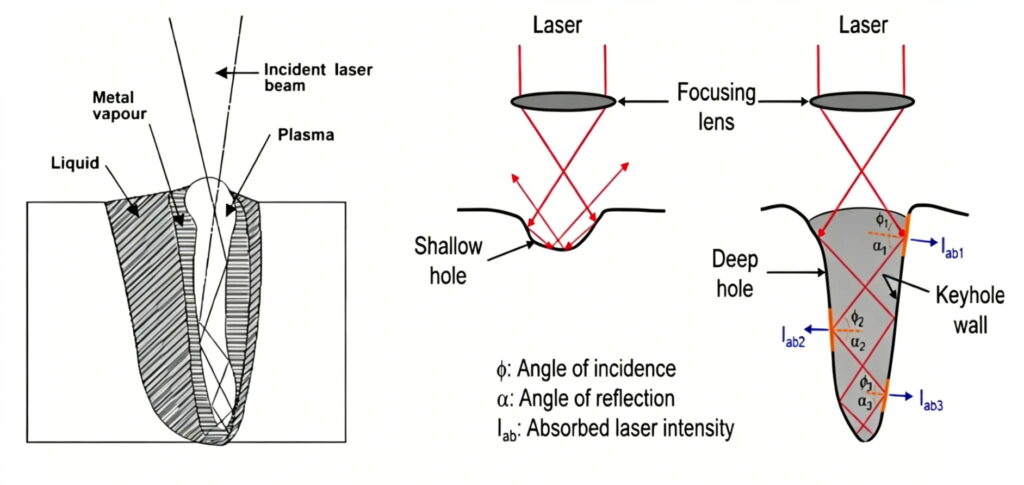
The formation of a laser welding keyhole is a dynamic process generated by the interaction between laser energy and materials. The laser beam is focused on the metal surface, where the material absorbs heat and begins melting; the local temperature then rises to the vaporization point. Recoil Pressure generated by metal vapor pushes downward on the molten pool, creating a narrow cavity structure inside the molten metal, which is the “Keyhole.”
Working mechanism
During the keyhole laser welding process, welding is not simply about heating and melting the material surface. Instead, it relies on creating a stable “Keyhole” structure inside the material using high-energy-density laser energy to achieve deep penetration joining. Once the laser welding keyhole is formed, the laser enters the cavity and reflects multiple times inside, allowing more energy to be absorbed by the material rather than remaining on the surface. This concentrated energy transfer allows heat to move quickly into deeper areas of the material, achieving greater penetration depth and higher welding efficiency.
The keyhole in laser welding acts like a channel opened for laser energy. Heat enters the material through it, and maintaining keyhole stability directly affects weld formation, penetration depth, and welding stability.
Influencing factors
Keyhole in laser welding is not a fixed structure. It continuously changes dynamically with process parameters and material conditions. Keyhole stability directly determines penetration depth, weld formation, and welding quality. Main influencing factors include:
- Laser Power: If power is too low, the material cannot vaporize sufficiently, making it difficult to form a stable keyhole in laser welding; if power is too high, it may lead to increased spatter, keyhole collapse, or even burn-through.
- Welding Speed: If the welding speed is too fast, the heat residence time becomes insufficient, and the keyhole cannot form stably; if too slow, the molten pool becomes larger, heat accumulation increases, and weld deformation occurs.
- Focal Position: If the focal point deviates from the optimal position, energy cannot concentrate sufficiently, affecting keyhole depth and stability, resulting in insufficient penetration.
- Beam Spot Size: A smaller spot size means higher energy density and easier formation of deep penetration keyholes; a larger spot size lowers energy density and reduces penetration performance.
- Material Properties: Different materials have different reflectivity, thermal conductivity, and melting points. Stainless steel more easily achieves stable deep penetration welding, while highly reflective materials are more difficult to form keyholes with.
- Shielding Gas: Shielding gas can reduce oxidation and influence molten pool flow and plasma conditions. Gas type, flow rate, and delivery method all affect keyhole stability.
- Welding Environment and Equipment Stability: Laser output fluctuations, workpiece clamping errors, surface contamination, or gap variations can all affect keyhole dynamic balance and lead to welding quality fluctuations.
Keyhole stability is influenced by multiple factors. Only by properly matching parameters can more stable and higher-quality laser welding performance be achieved.
Defects
Keyhole laser welding can achieve deep penetration and high-efficiency welding, but if the keyhole becomes unstable, welding defects can easily occur and directly affect weld quality and process stability.





- Porosity: When the laser welding keyhole fluctuates or suddenly closes, metal vapor cannot escape in time, becoming trapped in the molten pool and forming pores after cooling.
- Keyhole Collapse: If the keyhole in laser welding loses dynamic balance, cavity walls suddenly close, causing uneven penetration and abnormal weld formation.
- Spatter: When laser power is too high, or the keyhole vibrates severely, molten metal may be pushed out of the pool by vapor pressure, creating spatter and affecting weld surface quality.
- Unstable Penetration: Welding speed, focal position, or power fluctuations can continuously change keyhole depth, causing inconsistent penetration.
- Cracking: Uneven heat input or excessive cooling speed may generate thermal stress in the weld area, increasing cracking risk.
- Burn-through: When laser energy is too high, the keyhole expands excessively and material melts too deeply, directly penetrating the workpiece.
Most defects are not caused by the keyhole itself, but by insufficient laser welding keyhole stability or improper parameter matching.
Advantages
Stable keyhole laser welding improves energy utilization and makes the welding process more efficient and precise.





- Deeper weld penetration: The keyhole structure guides laser energy into the material, preventing heat from remaining only on the surface. Through a keyhole in laser welding, deep penetration welding can be achieved.
- Increased laser energy absorption: After the laser enters the keyhole, it reflects multiple times between cavity walls, reducing energy loss, increasing absorption efficiency, and improving welding utilization.
- Higher welding speed and efficiency: When energy is highly concentrated, materials melt and join in a shorter time. Therefore, keyhole laser welding offers faster welding speeds.
- Smaller heat-affected zone and less deformation: Heat is concentrated in the welding area, reducing the heat-affected zone in surrounding materials, lowering deformation risk, and improving weld quality.
- Higher weld quality: A stable laser welding keyhole helps molten metal flow evenly, creating deeper and narrower welds while improving weld strength and consistency.
Under keyhole mode, laser welding achieves deeper penetration and higher efficiency, improving weld quality and process stability, making it one of the core technologies in modern industrial laser welding.
How to improve performance
To achieve stable keyhole laser welding performance, controlling keyhole status and heat input balance is essential.
- Optimize laser power: Power that is too low cannot create a stable laser welding keyhole, while excessive power can cause spatter or burn-through. Match power according to material thickness.
- Adjust welding speed: Proper welding speed helps avoid fluctuations or collapse in the keyhole in laser welding.
- Control focal position: Maintain the optimal focal distance to create a more stable keyhole and more consistent penetration.
- Select a suitable shielding gas: Use shielding gases such as argon or nitrogen to reduce oxidation and improve molten pool stability.
- Optimize beam spot size: Appropriate spot size improves laser absorption efficiency and deep penetration capability.
- Keep material surfaces clean: Clean workpiece surfaces to avoid affecting laser absorption and improve welding stability.
Optimizing equipment, parameters, and material conditions together can achieve stable, high-quality keyhole laser welding performance.
Applications
Stable laser welding keyhole provides deeper penetration and higher-quality welding and is commonly used in the following applications:

Automotive manufacturing
Used for body structural components, battery trays, chassis parts, and high-strength steel welding to achieve high-speed mass production.
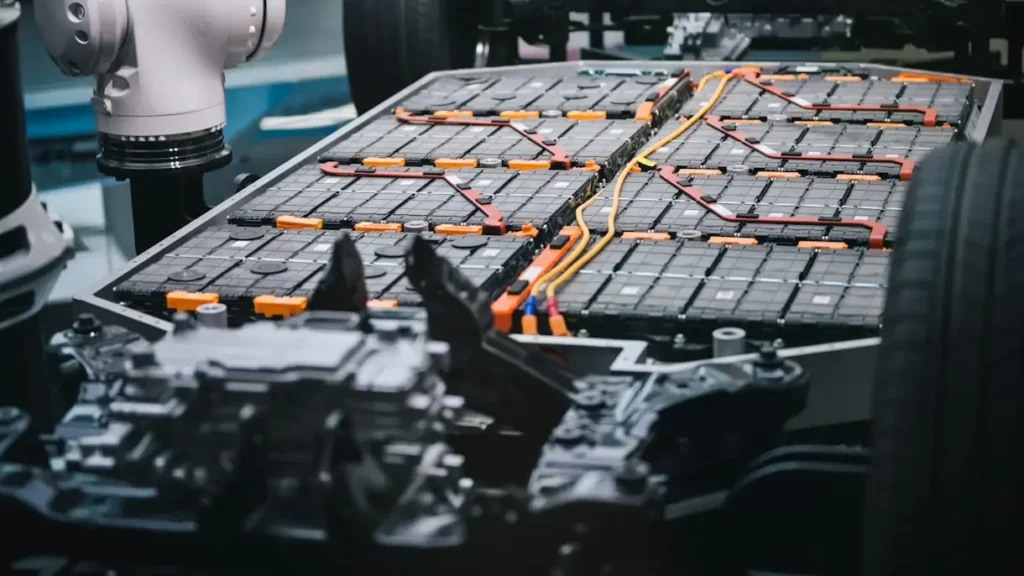
New energy batteries
Suitable for power battery housings, battery tabs, and module welding where weld consistency and precision are critical.

Aerospace
Used for welding high-strength alloys and precision structural parts to meet lightweight and high-reliability requirements.
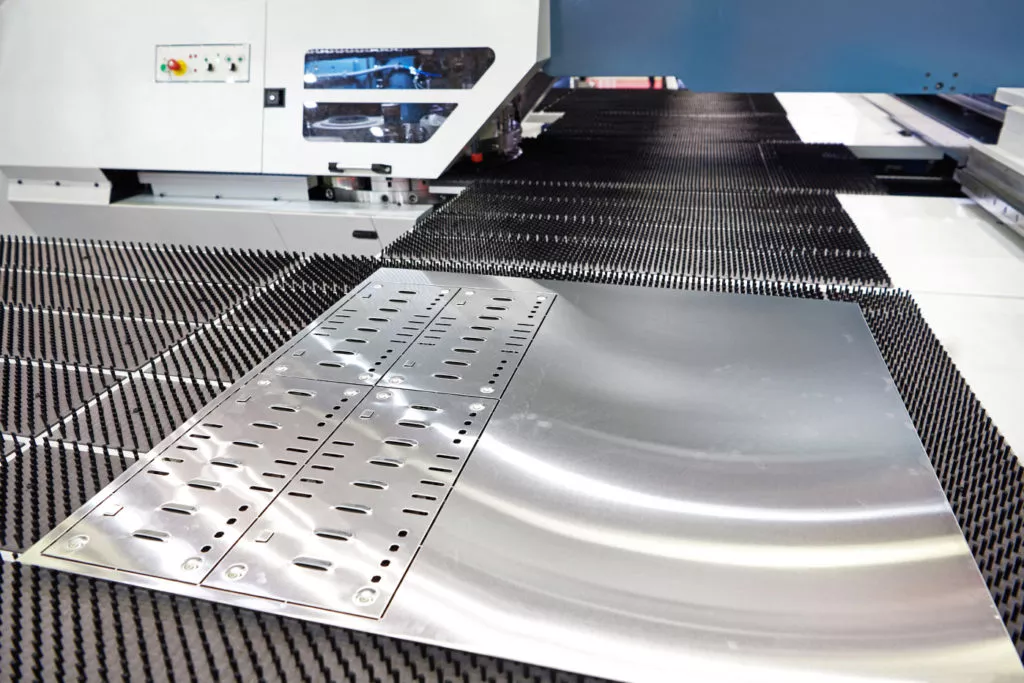
Sheet metal processing
For stainless steel, carbon steel, and metal sheet applications, keyhole in laser welding enables deep penetration and high-quality joining.

Medical devices
Suitable for precision medical components and thin-wall metal welding, reducing thermal deformation and improving welding accuracy.
Rail transportation and heavy industry
Used for thick plates and large metal assemblies where high strength and deep penetration are required.
Any industry with high demands for welding efficiency, penetration depth, and quality can benefit significantly from keyhole laser welding.
Conclusion
By understanding the formation principles, working mechanisms, influencing factors, and common defects of keyhole laser welding, companies can better optimize welding processes and improve production efficiency and product consistency. Stable laser welding keyhole determines weld penetration depth, welding quality, and equipment operating stability, making the selection of the right laser welding solution especially important.

Kempson is a professional laser equipment manufacturer dedicated to providing stable and efficient laser welding solutions. Whether it is handheld laser welding machines, automated welding systems, or customized solutions for different materials and applications, Kempson can help customers achieve higher-quality and more efficient welding production.
If you are looking for laser welding equipment suitable for your production needs, welcome to contact us for professional technical support and solutions.
FAQ
What is a keyhole in laser welding?
A keyhole in laser welding is a vapor-filled cavity created when a high-energy laser melts and vaporizes metal. It allows laser energy to penetrate deeper into the material and enables deep penetration welding.
How does keyhole laser welding work?
In keyhole laser welding, the laser beam enters the cavity and reflects multiple times along the keyhole walls, increasing energy absorption and producing deeper, more efficient welds.
What is the difference between keyhole welding and conduction welding?
Keyhole welding uses high energy density to create deep penetration, while conduction welding transfers heat mainly across the surface and typically produces shallower welds.
What causes keyhole instability in laser welding?
Unstable laser welding keyhole conditions are often caused by improper laser power, excessive welding speed, incorrect focal position, material properties, or poor shielding gas settings.
Can handheld laser welders create keyhole welding?
Yes. High-power handheld fiber laser welders can generate a keyhole in laser welding, especially when welding thicker materials or using optimized parameters
How can I improve keyhole stability during laser welding?
Keyhole stability can be improved by optimizing laser power, welding speed, focus position, beam size, and shielding gas while maintaining a clean material surface.







