
Table of Contents
Introduction
As companies upgrade their industrial laser welding systems, the choice between YAG and fiber lasers has become a key consideration in equipment selection. Although both technologies are used for metal processing, they differ in terms of efficiency, cost, and production adaptability; fiber lasers, in particular, offer significant advantages in large-scale manufacturing scenarios.
This article provides a comparative analysis of YAG vs fiber lasers, covering aspects such as operating principles, welding performance, and cost structures, to help companies make informed and efficient decisions regarding equipment selection.
YAG vs Fiber Laser: Quick Overview
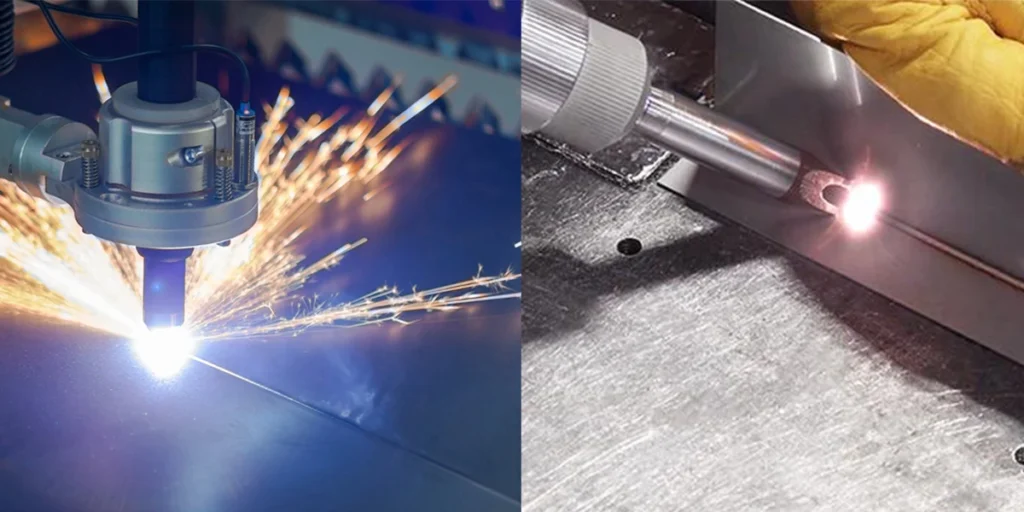
In industrial laser welding, the comparison between YAG lasers vs fiber lasers essentially pits traditional laser technology against a new generation of high-efficiency laser technology. Both are solid-state laser systems and can be used for metal processing, but they are designed for different application scenarios.
Fiber lasers are well-suited for modern mass production, while YAG lasers are more commonly used in low-volume or repair applications. In most industrial laser welding applications, fiber lasers have become the mainstream choice.
What is a YAG laser?
The Nd: YAG laser is a traditional solid-state laser technology that uses a neodymium-doped yttrium aluminum garnet crystal as the gain medium. It is optically pumped by a flash lamp or a semiconductor to excite the atoms within the crystal. When energy is released, stimulated emission occurs; this is amplified by mirrors within the resonant cavity to form a stable laser beam that is then output for welding.
Its structure relies on an optical reflection system, and energy losses occur during conversion and transmission, resulting in relatively low overall efficiency. Additionally, core components such as the lamp pump are subject to wear and tear, requiring regular maintenance and replacement.
In practical applications, the YAG laser offers a certain degree of precision welding capability and is primarily suitable for small-batch, low-frequency processing and repair scenarios. However, in continuous production and automated environments, its efficiency and stability gradually become limiting factors.
Advantages
- Mature technology with low initial investment
- Suitable for specialized applications such as precision spot welding and mold repair
- Ideal for small-batch, low-frequency processing
Limitations
- Low photoelectric conversion efficiency (approximately 3–5%), resulting in high energy consumption
- Relies on a lamp-pumped system, requiring frequent maintenance and incurring high long-term costs
- Complex structure with a bulky power supply unit; requires a dedicated optical path
- Beam stability is generally poor, and automation compatibility is limited
Typical Applications
YAG lasers are primarily used in small-batch processing and precision repair applications, where they remain practical even under low-frequency, low-throughput conditions. Common applications include:
Mold repair, such as crack repair and surface patching
Precision component welding: spot welding of electronic components and small structural parts
Jewelry and medical device processing: small workpieces requiring strict control of the heat-affected zone
What Is a Fiber Laser?
A fiber laser is a type of optical fiber laser that uses a fiber doped with rare earth elements (neodymium, ytterbium, or erbium) as its active medium. A semiconductor or diode laser pumps it, amplifies energy within the fiber, and emits laser light for welding applications.
It operates in either pulsed or continuous modes, utilizing the principle of total internal reflection for light propagation. By replacing traditional mirror-based optical paths with fiber transmission, it achieves low energy loss and improved electro-optical conversion efficiency (typically reaching 30–45%), while also offering superior beam quality and stability, making it suitable for long-term continuous operation.
In practical applications, fiber lasers offer advantages such as high efficiency and low maintenance, making them widely used in automated production lines and large-scale manufacturing scenarios. They are particularly suitable for welding medium- and thin-gauge sheets and high-precision industrial processing. (What is Fiber Laser Welding Machine? How It Works, Types, Applications & Buying Guide)

Advantages
- High electro-optical conversion efficiency (approximately 30–45%) and low energy consumption
- Excellent beam quality, high welding precision, and strong stability
- Fiber-optic transmission structure eliminates complex optical paths, resulting in low maintenance costs
- Long service life, suitable for extended continuous operation
- Easy integration with automated equipment, compatible with Industry 4.0 production lines
Limitations
- Fiber lasers are relatively expensive.
- They require more precise control of certain specific process parameters.
- They have specific requirements regarding the operating environment and operating procedures.
- High-power applications require appropriate cooling and system configurations.
Typical Applications
Fiber lasers are characterized by high efficiency, strong stability, and ease of integration into automated systems. They are widely used in modern industrial manufacturing, particularly for high-precision and large-scale production.
Automotive Manufacturing: Body structural components, power battery casings, and parts
Sheet Metal Processing: Welding of medium- and thin-gauge stainless steel, carbon steel, and aluminum alloys
New Energy Industry: Precision welding of lithium battery tabs and battery casings
Electronics and Precision Manufacturing: Precision welding of sensors and small metal components
Aerospace: High-strength processing of high-performance structural components


YAG vs Fiber Laser
Both fiber lasers and YAG lasers have a wide range of applications. However, they differ in terms of material compatibility, production modes, and operating costs. To provide a clearer understanding of the differences between YAG vs fiber lasers, the table below compares them across key industrial applications:
| Feature | Fiber Laser | Spot welding, repair welding, jewelry welding, and mold repair |
|---|---|---|
| Best Applications | Continuous welding, cutting, cleaning, marking, automated production | Continuous welding, cutting, cleaning, marking, and automated production |
| Beam Delivery | Fiber optic transmission | Crystal rod and free-space optics |
| Heat Affected Zone Control | Concentrated heat input, better distortion control | More heat diffusion |
| Beam Stability | High output stability | Affected by lamp-pumping fluctuations |
| Service Life Structure | Long laser source lifespan | Limited lifespan of key components (e.g., lamps) |
| Material Compatibility | Suitable for stainless steel, aluminum, copper, and reflective metals | Mainly for standard metals and repair materials |
| Footprint & Design | Compact, integrated structure | Larger, multi-module system |
| System Integration | Easy integration with automation and robotics | More complex integration |
| Production Throughput | Suitable for high-speed continuous production | Better for intermittent processing |
| Maintenance | Low maintenance, lower cost | Frequent maintenance, higher cost |
| Operating Cost | Lower long-term cost | Costs increase over time |
| Process Consistency | High consistency in batch production | Consistency may vary over long runs |
| Production Mode | Standardized mass production | Nd: YAG Laser |
In terms of laser generation mechanisms, Nd: YAG lasers rely on stimulated emission within a crystal medium inside the optical cavity to generate laser light, whereas fiber lasers perform laser amplification and output directly through rare-earth-doped optical fibers, resulting in a more integrated structure.
Regarding energy transmission, YAG lasers rely on free-space optical paths and mirror systems, while fiber lasers transmit energy through enclosed optical fibers, resulting in lower energy loss and greater stability.
In terms of industrial applications, fiber lasers are well-suited for continuous, high-throughput automated production lines, whereas Nd: YAG lasers are more commonly used for small-batch processing and precision repair applications.
Industrial Fiber Laser vs YAG: Which Is Better for Welding?
In industrial welding applications, the choice between an industrial fiber laser and an Nd: YAG laser depends on production modes and cost structures rather than on a single performance metric.
In terms of efficiency and energy consumption, fiber lasers achieve more stable energy output through highly efficient electro-optical conversion and fiber-optic transmission, making them suitable for continuous welding and automated production lines. In contrast, Nd: YAG lasers rely on crystals and lamp-pumped systems, resulting in higher energy consumption and maintenance costs during long-term operation.
For welding quality, fiber lasers offer superior beam quality and energy concentration, enabling more precise control of heat input and reducing distortion. They are suitable for high-volume processing of industrial materials such as stainless steel and aluminum alloys. Nd: YAG lasers, on the other hand, are better suited for spot welding or repair processes that do not require high cycle rates.
Regarding production adaptability, fiber lasers integrate easily into robotic systems and modern industrial automation lines, whereas YAG lasers are better suited for manual operation or small-scale processing environments.
Overall, in most modern industrial laser welding applications, fiber lasers are typically the superior choice, though YAG lasers still hold value in specific repair or low-frequency applications.
Fiber Laser vs YAG: Efficiency
Fiber lasers are more energy-efficient than traditional flashlamp-pumped Nd: YAG laser systems. Energy efficiency affects not only power consumption but also cooling requirements and long-term operating costs.
YAG laser efficiency is typically around 3–5%, with significant energy loss occurring during the pumping and optical transmission processes. In contrast, fiber lasers utilize semiconductor pumping coupled directly to the fiber, achieving efficiencies of 30–45%. This results in full energy utilization, enabling processing with lower power consumption while reducing heat loss and improving process stability. Consequently, fiber lasers are well-suited for continuous, high-cycle industrial welding applications.
Fiber Laser vs Nd:YAG:Suitable Materials
Material compatibility directly affects welding stability and process range.
The difference between fiber lasers and YAG lasers in terms of material compatibility is primarily reflected in their ability to process highly reflective metals. Fiber lasers offer more stable beam quality and energy control, and are well-suited for materials such as stainless steel, carbon steel, aluminum alloys, and copper. They perform particularly well when welding highly reflective materials like aluminum and copper.
In contrast, YAG lasers are commonly used for welding ordinary steel and small precision parts. When processing highly reflective materials, they rely heavily on process parameters and operator experience, resulting in relatively limited stability. They are therefore better suited for jewelry repair, mold repair, localized cladding, and heat-sensitive spot welding applications.
Fiber Laser vs YAG: Costs
Costs must be evaluated comprehensively based on three factors: initial investment, operating expenses (OPEX), and maintenance costs—not just the price of the equipment itself.
While some Nd: YAG systems are relatively inexpensive, the difference in cost between YAG lasers and fiber lasers is primarily reflected in long-term expenses. YAG lasers rely on lamp-pumped systems that require regular replacement, resulting in frequent maintenance and high energy consumption; consequently, operating costs continue to rise over time.
In contrast, fiber lasers require a higher initial investment, but their greater efficiency reduces power consumption. Additionally, their simpler design results in lower maintenance requirements and minimal consumables, making long-term operating costs more manageable.
In summary, YAG lasers have lower upfront costs but higher long-term costs; fiber lasers have higher initial costs but lower overall costs and a faster return on investment (ROI).
Kempson Case Studies
The following presents real-world case studies involving Kempson customers.
Case Study 1: A small business specializing in the production of stainless steel components originally used a YAG laser welding system, which required frequent maintenance, incurred high costs, and resulted in low production efficiency. After adopting the Kempson 1500 water-cooled handheld laser welding machine—a fiber laser welding system—the company achieved a roughly 30% increase in production efficiency, along with a significant reduction in consumables and maintenance costs.
Case 2: A company specializing in the welding of guardrails for construction projects uses the Kempson 4000 water-cooled high-power laser welding machine, which can reliably weld carbon steel profiles 10–12 mm thick and supports high-volume production with long periods of continuous, stable operation.
How to Decide Between YAG and Fiber Laser
When to Choose a YAG Laser:
- For small-batch, low-frequency processing or repair welding applications
- Commonly used in niche applications such as mold repair and precision spot welding
- For projects with limited budgets where more maintenance is acceptable
- For operations with low requirements for automation and production cycle times
When to Choose a Fiber Laser:
- For continuous production and large-scale manufacturing
- Suitable for a variety of industrial materials, including stainless steel, aluminum, and copper
- For long-term use requiring lower maintenance costs and a better long-term return on investment
- For integration with automated production lines and robotic systems
The choice between a YAG laser and a fiber laser essentially comes down to a trade-off between short-term costs and long-term efficiency.
Common Misconceptions About YAG vs Fiber Lasers
1. YAG is cheaper: Many users focus only on the initial equipment cost, but because YAG lasers require frequent maintenance and consume more energy, their long-term operating costs are higher.
2. The Difference Is Merely in Power: In reality, the difference between YAG and fiber lasers lies in their laser generation and transmission structures—they represent distinct technological approaches, not just differences in power.
3. Fiber Lasers Are Unsuitable for Precision Welding: Fiber lasers offer more stable beam quality, enabling high-precision welding with superior consistency.
4. YAG is more stable and reliable: YAG lasers rely on lamp-pumped systems, which experience performance degradation over time, whereas fiber lasers have a simpler structure and offer greater overall stability, making them better suited for continuous industrial production.
5. Fiber lasers are only suitable for high-volume production: While fiber lasers have advantages in large-scale production, they are equally suitable for small- and medium-volume processing, and their efficiency advantages remain intact.
Conclusion
Both YAG and fiber lasers have their own advantages, depending on the specific application requirements. Fiber lasers are the optimal solution for modern metal processing, offering faster processing speeds, lower energy consumption, reduced maintenance, and higher long-term production efficiency. Meanwhile, YAG lasers remain the ideal choice for precision repairs, pulsed spot welding, mold repair, and low-volume or infrequent repair applications.
Not sure which solution best fits your needs?
Contact our team today for expert guidance and a laser solution tailored to your materials, production requirements, and budget.
FAQS
Q: Can fiber lasers completely replace YAG lasers?
A: In most industrial applications, there is a clear trend toward fiber lasers replacing YAG lasers, particularly in automated production and batch welding. However, YAG lasers still have a place in niche applications such as mold repair and low-frequency maintenance.
Q: Is a fiber laser suitable for welding thick plates?
A: Yes, but it requires the right power and optical configuration. In industrial laser welding technology, fiber lasers typically perform stably on medium-thin to medium-thick plates (8–12 mm); applications involving thick plates require higher-power systems.
Q: Why is the use of YAG lasers declining in the new energy industry?
A: The primary reasons are efficiency and maintenance costs. YAG lasers consume more energy and are not suitable for continuous production, whereas the new energy industry relies heavily on high-cycle automated production lines.
Q: Does fiber laser welding require shielding gas?
A: Argon or nitrogen is typically used as a shielding gas to improve weld quality and reduce oxidation, but the specific gas flow rate is more controllable than in traditional processes.
Q: Does upgrading from YAG to fiber laser require replacing the entire production line?
A: Not necessarily. In many cases, upgrading can be achieved simply by replacing the core welding equipment, while some automation interfaces can be reused, enabling a phased upgrade.
Q: Does fiber laser welding require more skilled operators?
A: No, it does not. The overall operation relies more on parameter-based and systematic control, and with a higher degree of automation, it actually reduces reliance on human intervention, making it easier to standardize in large-scale production.
Q: What is the typical return on investment (ROI) period for fiber lasers?
A: In most industrial applications, depending on production intensity, the ROI is typically around 1–2 years, depending on capacity utilization and energy consumption patterns.







