
Índice
Introducción
La soldadura láser se utiliza ampliamente en industrias que requieren alta precisión, bajo aporte de calor y una apariencia de soldadura limpia. Una de las preguntas más comunes que hacen los ingenieros, fabricantes y operarios es: "¿La soldadura láser necesita metal de aporte?". ¿Puede la soldadura láser rellenar huecos?La respuesta es no siempre. En muchas aplicaciones de soldadura de precisión, el láser puede fusionar directamente los materiales base sin añadir material adicional. Sin embargo, el alambre de aporte cobra importancia al trabajar con grandes espacios entre juntas, materiales más gruesos, aleaciones propensas a agrietarse o metales diferentes.
En este artículo, explicaremos cómo funciona la soldadura láser autógena, cuándo es necesario el material de aporte, si la soldadura por oscilación puede compensar las holguras en las juntas y cómo elegir el material de aporte y la configuración de soldadura adecuados para diferentes aplicaciones.
¿La soldadura láser requiere material de aporte?
La soldadura láser no siempre requiere material de aporte. En muchas aplicaciones de soldadura de precisión, los materiales base se pueden fusionar directamente sin aporte adicional. Sin embargo, a menudo se utiliza material de aporte para compensar mayores holguras en la junta, mejorar la resistencia de la soldadura, reducir el agrietamiento o reforzar la soldadura de metales diferentes. La necesidad de material de aporte depende del material, el ajuste de la junta, el diseño de la soldadura y los requisitos de rendimiento.
| Categoría | Aplicaciones principales | Por qué se utiliza o no se utiliza metal de relleno |
|---|---|---|
| Normalmente no se requiere material de relleno. | • Soldadura de chapa fina con ajuste preciso de las juntas. • Componentes electrónicos de precisión • Soldadura láser autógena de alta precisión | El láser funde y fusiona directamente los materiales base, eliminando la necesidad de material de relleno adicional. Este método ofrece alta velocidad de soldadura, bajo aporte térmico y un acabado de soldadura impecable. |
| Generalmente se requiere material de relleno. | • Soldadura de metales diferentes • Aleaciones de aluminio, aleaciones de magnesio y otros materiales sensibles al agrietamiento. • Uniones con mayores holguras de montaje • Soldadura de secciones gruesas • Aplicaciones que requieren un rendimiento mecánico mejorado | El material de aporte ayuda a rellenar los huecos de la junta, mejora la formación del cordón de soldadura, reduce el agrietamiento y la porosidad, controla la metalurgia de la soldadura y mejora la resistencia y la tenacidad de la junta terminada. |
Los casos en los que no se requiere material de aporte suelen depender de una precisión de ensamblaje extremadamente alta y se utilizan principalmente para la soldadura de chapa fina, donde se priorizan la eficiencia y la simplicidad. Por el contrario, las aplicaciones donde sí se requiere material de aporte son más comunes, y su función es compensar las limitaciones inherentes de los materiales o procesos. En su aplicación específica, ¿se centra más en la velocidad y el coste de la soldadura, o en el rendimiento y la fiabilidad finales del material? Esto determinará si debe utilizar material de aporte.
¿Cómo funciona la soldadura láser autógena?
La soldadura láser autógena utiliza un haz láser enfocado para fundir y fusionar directamente los materiales base sin necesidad de material de aporte. Se aplica ampliamente en la fabricación de alta precisión, donde la calidad de la unión depende de un ajuste preciso y un aporte térmico controlado.
¿Qué es la soldadura láser autógena?
La soldadura láser autógena, también conocida como ALW, es un proceso de soldadura láser que no requiere material de aporte. Forma una soldadura fundiendo directamente el metal base en la zona de unión con un haz láser focalizado.
Principio básico para la formación de una junta soldada
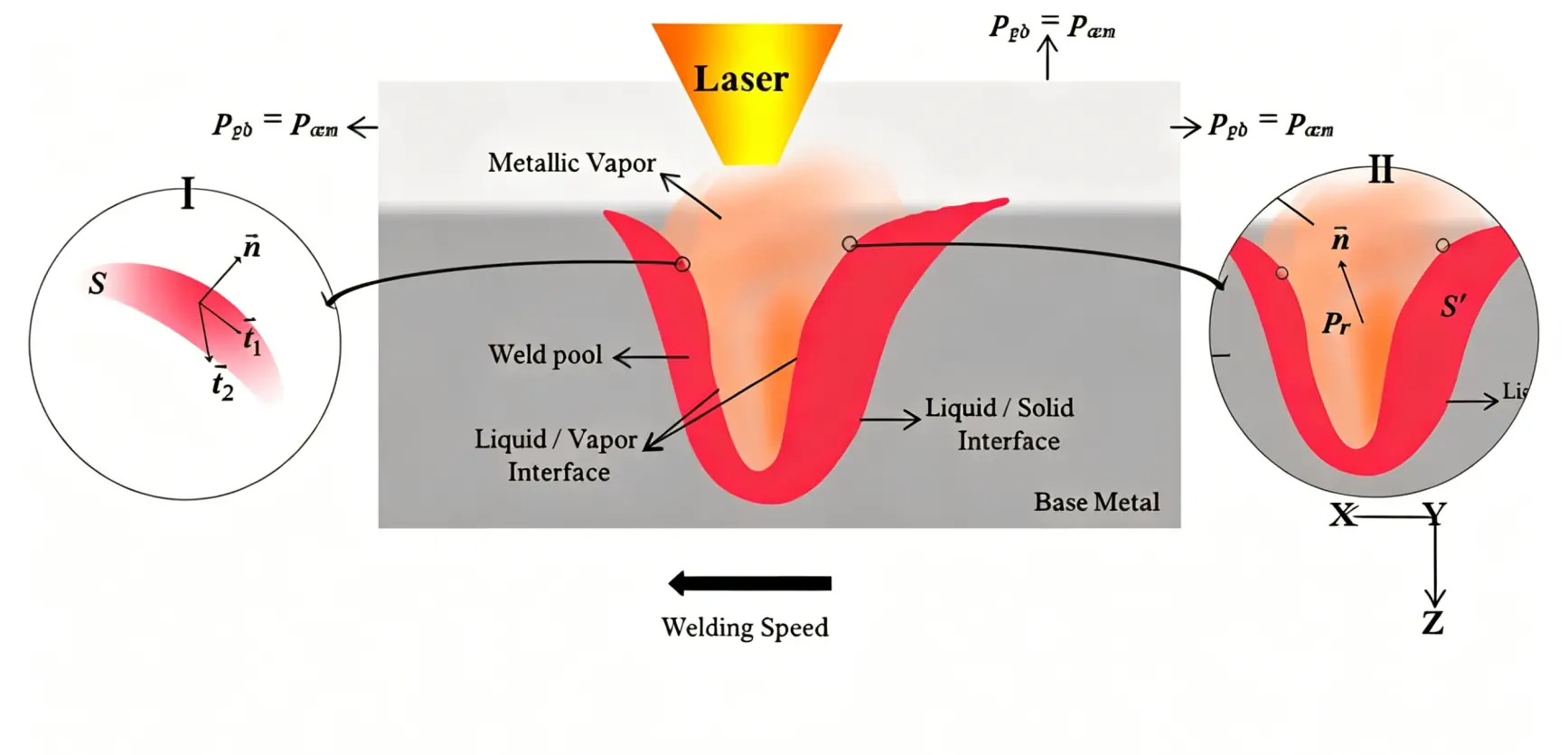
La soldadura láser autógena utiliza un haz láser de alta energía y focalizado para fundir el metal base en la unión. Una vez que se forma un orificio, el metal fundido fluye a su alrededor y se solidifica a medida que el láser se mueve, creando una soldadura continua sin material de aporte.
Modos de procesamiento basados en el espesor del material
Según el espesor de la pieza y los parámetros de soldadura, la soldadura láser autógena se suele dividir en dos modos de trabajo:
Modo de conducción
Se utiliza para la soldadura de chapas finas. La energía se absorbe en la superficie y se transfiere por conducción térmica para formar un baño de fusión poco profundo, adecuado para soldaduras de baja penetración.
Modo ojo de cerradura (penetración profunda)
Se utiliza para materiales de espesor medio y grueso. El láser crea un orificio de vapor que permite una penetración profunda. El metal fundido fluye alrededor del orificio y se solidifica en una soldadura de penetración completa en una sola pasada. Más información: ¿Qué es un ojo de cerradura en la soldadura láser?
¿Por qué la soldadura láser autógena es más compleja?
La soldadura láser autógena (soldadura láser sin material de aporte) presenta más desafíos que la soldadura no autógena con material de aporte, principalmente en aspectos de control de defectos, limitación de materiales y estabilidad del proceso:
- Requisitos de ajuste preciso: Requiere una alineación de juntas muy precisa, especialmente en la soldadura de chapa delgada. Incluso pequeñas desviaciones en el montaje pueden afectar la calidad de la soldadura.
- Tolerancia limitada a las holguras: El proceso no permite muchas holguras en las juntas, lo que a menudo provoca defectos como una fusión incompleta o protuberancias en la raíz cuando existen holguras.
- Sensible al posicionamiento de las piezas: pequeños errores de posicionamiento pueden desviar el enfoque del láser de la línea de unión, lo que da como resultado una formación de soldadura inestable.
- Alta sensibilidad a los parámetros del proceso: La calidad de la soldadura se ve muy afectada por la posición de enfoque, la velocidad de soldadura y los ajustes de desenfoque, lo que hace que el control del proceso sea fundamental en la soldadura de secciones gruesas.
- Formación de defectos en secciones gruesas: En materiales gruesos, unos parámetros inadecuados pueden provocar protuberancias en la raíz, socavaduras, salpicaduras o incluso una penetración excesiva, lo que reduce la estabilidad de la soldadura.
- Control limitado de la microestructura: Sin material de aporte, la composición de la soldadura depende totalmente del material base, lo que limita la capacidad de optimizar la estructura del grano y las propiedades mecánicas.
¿Qué holgura de unión puede tolerar la soldadura láser?
La separación máxima permitida en la soldadura láser varía según el proceso de soldadura, el espesor de la pieza y el tipo de material. Los rangos de separación tolerables específicos se muestran en la tabla a continuación:
| Proceso de soldadura | Condición de la pieza de trabajo | Espacio máximo tolerable en la junta |
|---|---|---|
| Soldadura láser de un solo punto sin alambre de aporte. | Lámina de aluminio A5182 de 1.1 mm de espesor | 0.2 mm |
| Soldadura láser de un solo punto con alimentación de hilo frío. | Lámina de aluminio A5182 de 1.1 mm de espesor | 0.6 mm |
| Soldadura híbrida láser/GMA | Lámina de aluminio A5182 de 2.1 mm de espesor | 1.0 mm |
| Soldadura láser de fibra portátil | Chapa metálica general | ≤ 0.5 mm |
| Soldadura híbrida TIG inducida por láser de baja potencia | Lámina delgada de aleación de titanio | 0 – 0.5 mm |
| Soldadura híbrida láser-arco | Perfil de aleación de aluminio de 3 mm para transporte ferroviario | ≤ 0.5 mm |
| Soldadura láser de CO₂ autógena | Placa de acero C-Mn de 8 mm de espesor | Tolerancia de separación muy limitada, mucho menor que en los procesos de relleno o híbridos. |
| Láser de CO₂ con hilo de relleno frío | Placa de acero C-Mn de 8 mm de espesor | Tolerancia a la separación mejorada en comparación con la soldadura autógena. |
| Soldadura híbrida láser de CO₂-MAG | Placa de acero C-Mn de 8 mm de espesor | Excelente tolerancia a la separación para diferentes condiciones de unión. |
| Soldadura láser por solape (acero galvanizado) | Láminas de acero superpuestas | Espacio total entre láminas ≤ 15 % del espesor total |
Mejores aplicaciones para la soldadura láser sin relleno
La soldadura láser sin material de aporte se utiliza ampliamente en la fabricación de precisión, donde se requieren uniones ajustadas, soldaduras limpias y una mínima distorsión térmica.
Fabricación de electrónica
Carcasas de sensores, conectores y microcomponentes metálicos.

Producción de baterías
Terminales de baterías de litio, barras conductoras y soldadura de láminas.

Dispositivos médicos
Instrumentos quirúrgicos, implantes, carcasas selladas.
Piezas de acero inoxidable de precisión
Cajas de paredes delgadas, filtros y componentes pequeños.

Piezas de chapa fina para la industria automotriz
Soportes, paneles de carrocería, estructuras ligeras.
La soldadura láser autógena proporciona uniones limpias y eficientes, pero requiere una precisión de montaje estricta y una tolerancia de separación limitada. Es ideal para aplicaciones de precisión como la electrónica, los dispositivos médicos y la fabricación de baterías.
¿Cuándo es necesario el material de aporte en la soldadura láser?
El material de aporte no es obligatorio en todos los procesos de soldadura láser, pero es necesario en la mayoría de los escenarios industriales comunes para eliminar defectos de soldadura, mejorar la formación de la soldadura y optimizar el rendimiento de la unión.
1. Soldadura de metales diferentes
Al unir metales diferentes, se utiliza material de aporte para reducir el agrietamiento y la formación de fases frágiles causadas por la incompatibilidad de materiales, como ocurre en la soldadura de aluminio y cobre.
2. Piezas de trabajo con huecos o gruesas
En uniones con huecos de montaje o secciones gruesas, el metal de aportación ayuda a rellenar el hueco y a estabilizar la formación de la soldadura, y se utiliza habitualmente en la soldadura de placas gruesas y con huecos estrechos.
3. Materiales propensos a defectos
Materiales como el aluminio, el titanio y ciertos aceros son propensos a la porosidad, el agrietamiento o la pérdida de elementos durante la soldadura láser, lo que requiere el uso de material de aporte.
4. Microestructura y optimización de propiedades
El material de aporte puede refinar la estructura del grano y ajustar la composición de la soldadura en aplicaciones con mayores requisitos de rendimiento mecánico.
5. Estabilidad del proceso y calidad de la soldadura
La adición de material de aporte mejora la estabilidad del baño de fusión y la uniformidad del cordón de soldadura en la soldadura de producción.
6. Aplicaciones de soldadura fuerte por láser
En la soldadura fuerte por láser, el material de relleno es esencial para unir componentes, y se utiliza comúnmente en estructuras de acero para automóviles.
En muchas aplicaciones de soldadura láser, cuando las condiciones de la unión no son ideales o los materiales son difíciles de soldar, se necesita material de aporte para ayudar a resolver el problema. Se utiliza principalmente para tratar huecos, grietas y desajustes de materiales, haciendo que el proceso de soldadura sea más estable y la formación de la soldadura más fiable. Sistemas de soldadura láser Kempsen Puede equiparse con alimentadores de alambre para afrontar una amplia gama de desafíos de soldadura.
¿Puede la soldadura láser oscilante sustituir al metal de aporte?
La soldadura láser oscilante (también conocida como soldadura láser de giro) no puede reemplazar por completo el material de aporte. Si bien el proceso oscilante puede mejorar la calidad de la soldadura en algunos aspectos, sus efectos son diferentes a los del material de aporte.
¿Qué es la soldadura láser oscilante?
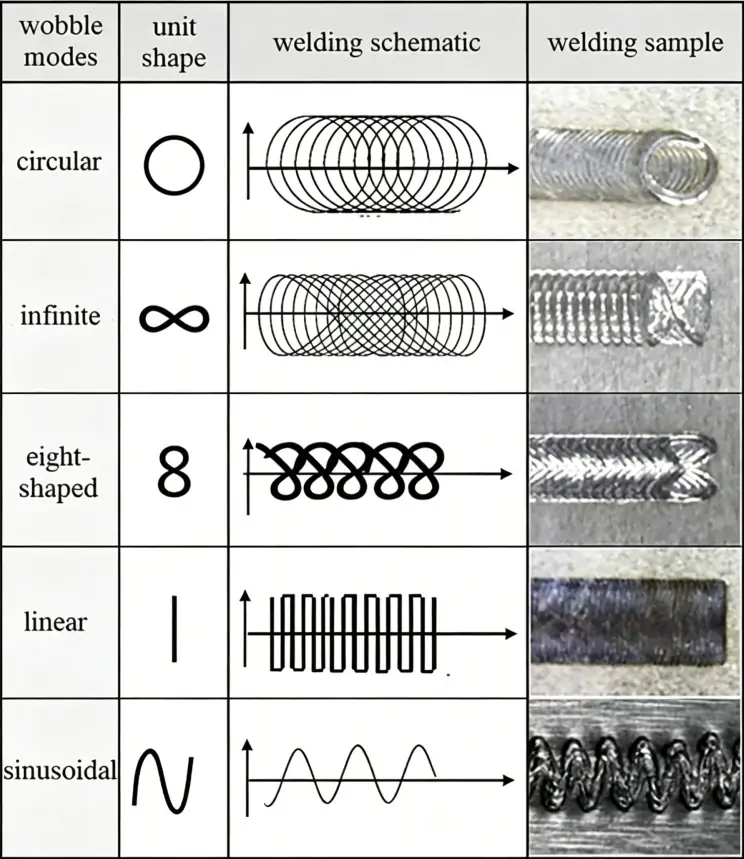
La soldadura láser oscilante, también conocida como soldadura láser de oscilación, es un proceso que incorpora un pequeño módulo oscilante al cabezal de soldadura, permitiendo que el haz láser oscile en patrones circulares o espirales durante la soldadura. Esta técnica se caracteriza por la oscilación del cabezal láser, una soldadura más ancha y una mayor tolerancia del proceso, lo que contribuye a mejorar la formación y la estabilidad de la unión. Este movimiento del haz aumenta el ancho de la soldadura y reduce los requisitos de precisión en la unión.
Cómo la soldadura por oscilación mejora el relleno de huecos
La soldadura láser oscilante añade oscilación del haz durante el proceso para mejorar la forma en que se gestionan las separaciones de las juntas y la formación de la soldadura.
1. Amplía el rango de soldadura y mejora la unión de huecos.
La soldadura por oscilación amplía la zona de acción efectiva del láser, reduciendo la pérdida de energía y permitiendo que el proceso cubra con mayor facilidad huecos de unión más grandes.
2. Mejora la fusión y la formación de juntas.
El haz oscilante funde ambos lados de la junta de forma más completa, lo que ayuda a rellenar huecos y a reducir defectos como la fusión incompleta y la mala forma del cordón.
3. Estabiliza el comportamiento del baño de fusión.
El movimiento del haz suaviza el flujo del baño de fusión, reduce las salpicaduras y los poros, y mantiene una calidad de soldadura más estable en condiciones de separación variables.
4. Reduce los requisitos de precisión de montaje y utillaje.
Una mejor tolerancia a las holguras reduce las exigencias en cuanto a la alineación de las piezas y los dispositivos de fijación, lo que permite un montaje más flexible y mejora la eficiencia de la producción.
Aumenta el rango efectivo de soldadura y estabiliza el baño de fusión, lo que hace que el proceso sea menos sensible a la precisión del ensamblaje y más consistente en la producción.
¿Puede la soldadura por oscilación eliminar el alambre de relleno?
En ocasiones, la soldadura por oscilación puede reducir o incluso eliminar la necesidad de alambre de aporte, pero no siempre. Su eficacia depende del tamaño de la junta, el espesor del material y las condiciones de soldadura.
| Estado del producto | Solo oscilación (sin relleno) | Relleno necesario (oscilación + alambre) |
| Uniones ajustadas (espacio < 0.1 mm) | ✅ sí | ❌No |
| Juntas con separación pequeña (0.1–0.5 mm) | ✅ Sí (con parámetros optimizados) | ❌No |
| Juntas con grandes espacios (> 0.5 mm) | ❌No | ✅ sí |
| Espesor del material ≤ 3 mm | ✅ sí | ❌No |
| Espesor del material > 3 mm | ❌No | ✅ sí |
| Metales diferentes (por ejemplo, aluminio y acero) | ❌No | ✅ sí |
La soldadura por oscilación puede reducir o eliminar la necesidad de alambre de aporte en condiciones de espacio reducido o huecos pequeños, pero el material de aporte sigue siendo necesario para huecos más grandes, materiales más gruesos y soldadura de metales diferentes.
Relleno de alambre vs. relleno en polvo: ¿Cuál es mejor?
El alambre y el polvo son las dos principales opciones de material de relleno en la soldadura láser, cada una utilizada para diferentes necesidades de proceso y escenarios de aplicación.

Relleno de alambre
El relleno de alambre es la opción más común en la soldadura láser. Ofrece una alimentación estable, menor costo y un soporte de automatización avanzado. Se utiliza ampliamente en sistemas de soldadura láser portátiles y robótica.

Relleno de polvo
El relleno en polvo ofrece mayor flexibilidad y se utiliza con frecuencia en aplicaciones de reparación y procesamiento de superficies. Es adecuado para la reparación de moldes, revestimientos y restauración de superficies donde se requiere la acumulación de material.
Comparación entre alambre y polvo
| Factor | Cable | Polvos |
|---|---|---|
| Costo | Más Bajo | Más alto |
| Eficiencia | Más alto | Media |
| Exactitud | Alto | Alto |
| Automatización | Excelente | Bueno |
| Trabajo de reparación | Limitada | Excelente |
El aporte de alambre es más común en la soldadura de producción debido a su estabilidad y eficiencia, mientras que el aporte de polvo se utiliza principalmente para reparaciones y procesamiento de superficies donde se requiere flexibilidad.
¿Merece la pena invertir en un alimentador de hilo láser?
En la mayoría de las aplicaciones de soldadura láser industrial, invertir en un alimentador de hilo láser suele ser una buena decisión. Puede mejorar la calidad de la soldadura, ampliar el rango de aplicación del equipo y aumentar la eficiencia de la producción y el índice de aprobación del producto.
Ventajas de un sistema de alimentación de alambre
La alimentación de alambre se utiliza ampliamente en la soldadura láser para mejorar la calidad de la soldadura, adaptarse a diferentes condiciones de unión y mantener una producción más uniforme.
Mejor compensación por brecha salarial
El alambre ayuda a cubrir las juntas y reduce el riesgo de una fusión deficiente o de defectos en la soldadura.
Soldaduras más fuertes
El alambre de relleno añade material a la soldadura, mejorando la resistencia y la durabilidad de la unión.
Mayor estabilidad del proceso
Un suministro constante de alambre mantiene el baño de fusión más estable durante la soldadura.
Chatarra reducida
Una soldadura más estable da como resultado menos defectos y menos retrabajo o desperdicio de material.
En aplicaciones prácticas, un sistema de alimentación de alambre mejora la uniformidad de la soldadura, la resistencia y la eficiencia general de la producción.
¿Cuándo invertir en un alimentador de alambre?
No todos los sistemas de soldadura láser requieren un alimentador de alambre, pero cuando la producción exige mayores niveles de resistencia, estabilidad o una gama más amplia de aplicaciones, un alimentador de alambre es necesario.
¿Cuándo deberías comprar un alimentador de alambre?
- Talleres de fabricación: Adecuados para tareas de producción mixtas donde se manipulan con frecuencia diferentes materiales y condiciones de unión.
- Productos de acero inoxidable: Ayudan a lograr una mejor apariencia y resistencia de la soldadura en la fabricación de acero inoxidable.
- Soldadura de materiales gruesos: Proporciona el material de relleno adicional necesario para una soldadura estable de secciones más gruesas.
- Fabricación por contrato: Mejora la flexibilidad del proceso y satisface las diversas necesidades de los clientes en la producción por lotes.
Cuando quizás no necesites uno
- Chapa metálica fina: Las uniones ajustadas y el bajo aporte de calor suelen hacer innecesario el uso de alambre de relleno.
- Componentes de precisión: Las piezas de alta precisión suelen recurrir a la soldadura autógena para obtener resultados más limpios.
- Fabricación de productos electrónicos: Los componentes pequeños generalmente requieren una mínima adición de material y una alta consistencia.
Un alimentador de alambre es de gran utilidad en la fabricación en general y en la soldadura de alta resistencia, mientras que a menudo se puede prescindir de él en aplicaciones de precisión o con materiales delgados.
Conclusión
La soldadura láser no siempre requiere material de aporte, pero en muchos entornos de producción reales, el alambre de aporte desempeña un papel importante para rellenar huecos, mejorar la resistencia de la soldadura y garantizar una calidad estable. La elección entre soldadura autógena y soldadura con aporte depende de las condiciones de la junta, el tipo de material y los requisitos de rendimiento.
KEMPSON Se especializa en equipos de soldadura láser y soluciones de soldadura integradas, incluyendo sistemas de soldadura láser portátiles y máquinas de soldadura láser con alimentación de alambre para diferentes aplicaciones industriales. Si busca una solución de soldadura láser más adecuada para su producción, no dude en contactarnos. Contactar con KEMPSON para asistencia técnica y orientación en la selección.ns y soluciones a medida.

Preguntas Frecuentes
¿La soldadura láser requiere material de aporte?
La soldadura láser no siempre requiere material de aporte. Depende del ajuste de la junta, el tipo de material y los requisitos de soldadura.
¿Cuándo se puede realizar la soldadura láser sin alambre de aporte?
Se puede realizar sin alambre de relleno cuando las uniones están bien ajustadas, los huecos son mínimos y se requiere una soldadura de alta precisión.
¿Cuándo es necesario el material de aporte en la soldadura láser?
Se necesita material de relleno cuando hay huecos grandes, materiales gruesos, metales diferentes o requisitos de mayor resistencia.
¿Puede la soldadura láser oscilante sustituir al alambre de relleno?
En algunas aplicaciones con espacios reducidos, la soldadura oscilante puede disminuir la necesidad de alambre de aporte, pero no puede reemplazarlo por completo en todas las condiciones.
¿Qué es la soldadura láser autógena?
Se trata de un proceso de soldadura en el que los materiales base se funden y fusionan directamente sin añadir material de aporte.
¿Cuál es la diferencia entre el relleno de alambre y el relleno en polvo?
El relleno de alambre es más estable y se utiliza ampliamente en la producción, mientras que el relleno en polvo es más flexible y se utiliza principalmente para reparaciones y procesamiento de superficies.
¿Es necesario un alimentador de alambre para la soldadura láser?
No siempre es necesario, pero se recomienda para materiales más gruesos, trabajos de fabricación en general y aplicaciones que requieren soldaduras más resistentes.
¿Qué materiales requieren material de aporte en la soldadura láser?
Las aleaciones de aluminio, los metales diferentes, los materiales propensos a agrietarse y las secciones gruesas de acero a menudo requieren metal de aporte para garantizar una calidad de soldadura estable.







