
Sommario
Introduzione
La saldatura laser è nota per la produzione di saldature resistenti e precise con un apporto termico minimo, ma è anche spesso associata a rigidi requisiti di accoppiamento. Quando i componenti non sono perfettamente allineati, molti produttori si chiedono se la saldatura laser possa comunque creare una giunzione affidabile.
La risposta dipende dalle dimensioni dell'intercapedine, dal tipo di materiale, dai parametri di saldatura e dall'eventuale utilizzo di filo d'apporto. In questo articolo, analizzeremo la reale tolleranza di spaziatura nella saldatura laser, i casi in cui la saldatura laser può riempire le intercapedini e i metodi pratici per migliorare i risultati di saldatura quando non è possibile ottenere un perfetto accoppiamento del giunto.
Che cosa significa "riempimento degli spazi vuoti" nella saldatura laser?
Nella saldatura laser, il termine "riempimento del gap" si riferisce al processo di compensazione o "colmatura" dello spazio tra i componenti da saldare, utilizzando tecniche specifiche per formare una saldatura completa e priva di difetti. Per superare i difetti di saldatura, sono state sviluppate diverse tecnologie di "riempimento" o "colmatura del gap". I loro principi, metodi e applicazioni sono i seguenti:
| Aspetto | Descrizione | Metodi comuni | Vantaggi |
|---|---|---|---|
| Criterio basilare | Utilizzare materiale fuso, dilatazione termica o materiale di riempimento aggiuntivo per colmare lo spazio e creare una saldatura completa. | Riempimento della vasca di fusione, aggiunta del filo d'apporto, compensazione della dilatazione termica. | Saldatura laser con filo d'apporto, saldatura a filo caldo o a filo freddo, saldatura a oscillazione di fascio, saldatura ibrida laser-arco e brasatura laser. |
| Tecnologie per colmare le lacune | Aumentare il volume del metallo di saldatura o espandere il bagno fuso per gestire fessure più grandi. | Saldatura laser con filo d'apporto, saldatura a filo caldo o a filo freddo, saldatura a oscillazione di fascio, saldatura ibrida laser-arco, brasatura laser. | Consente la saldatura di giunti con spazi più ampi e migliora la stabilità del processo. |
| Applicazioni materiali | Materiali diversi richiedono approcci diversi per il riempimento delle fessure. | Acciaio inossidabile, acciaio al carbonio, leghe di alluminio, acciai ad alta resistenza, materie plastiche e materiali dissimili. | Consente di ottenere giunzioni più resistenti, migliori proprietà meccaniche e una maggiore uniformità della saldatura. |
| Tecniche ausiliarie | Migliorare il contatto tra i giunti e ottimizzare le condizioni di saldatura. | Sistemi di serraggio, saldatura assistita da pressione, simulazione di processo e ottimizzazione dei parametri. | Riduce i difetti e migliora le prestazioni di colmatura delle lacune. |
La saldatura laser a gap prevede l'applicazione integrata di metodi di saldatura, materiali d'apporto, impostazioni dei parametri delle apparecchiature e tecniche di preparazione del giunto. L'obiettivo è ottenere una saldatura affidabile anche quando non è possibile raggiungere un perfetto allineamento dei pezzi.
La saldatura laser può riempire le fessure?
Sì, la saldatura laser può riempire le fessure, ma la sua capacità di farlo è limitata e dipende dalle dimensioni della fessura, dalla configurazione del processo e dai materiali.
Capacità di deposizione per saldatura laser
La saldatura laser è un processo di saldatura ad alta densità di energia caratterizzato da una piccola dimensione del punto. Presenta una bassa tolleranza per le fessure di assemblaggio. La saldatura laser tradizionale a singolo raggio, in particolare la saldatura a penetrazione profonda, richiede "zero fessure" o fessure estremamente piccole, poiché si basa principalmente sulla fusione del materiale di base per formare la saldatura, con poco o nessun materiale d'apporto. Grazie a specifici miglioramenti del processo e tecnologie ibride, la saldatura laser può gestire con successo fessure entro un certo intervallo.
Perché la saldatura laser viene tipicamente utilizzata per giunzioni a tenuta stagna?
La saldatura laser è nota per la sua elevata precisione, ma è anche più sensibile alle fessure di giunzione rispetto a molti metodi di saldatura tradizionali. Ciò è dovuto principalmente alle caratteristiche del processo di saldatura stesso.
- Piccola pozza di metallo fuso: la saldatura laser crea una piccola pozza di metallo fuso concentrata che si solidifica rapidamente. Quando lo spazio è troppo ampio, potrebbe non esserci abbastanza metallo fuso per colmare completamente la giunzione.
- Materiale d'apporto limitato: in molte applicazioni di saldatura laser, la saldatura si forma principalmente fondendo il materiale di base. Senza un filo d'apporto aggiuntivo, spazi più ampi possono portare a fusione incompleta, sottosquadri o perforazione.
- Requisiti di allineamento elevati: l'energia laser è focalizzata su un'area molto piccola. Per ottenere risultati di saldatura stabili, il raggio deve essere posizionato con precisione lungo il giunto. Spazi eccessivi o disallineamenti possono ridurre la qualità della saldatura e rendere instabile il processo.
Per questi motivi, la saldatura laser generalmente offre prestazioni migliori quando i pezzi sono accoppiati con precisione e gli spazi tra le giunzioni sono ridotti al minimo.
Quando la saldatura laser può gestire le fessure?
La saldatura laser standard non è progettata per grandi fessure, ma il processo corretto può fare una differenza significativa. In molte applicazioni, i produttori utilizzano tecniche di saldatura aggiuntive per aumentare la tolleranza delle fessure e mantenere la qualità della saldatura.
| Metodo | Come funziona |
| Aggiunta di filo di riempimento | L'inserimento di filo d'apporto nel bagno di saldatura aggiunge materiale extra, facilitando la colmatura delle lacune e la formazione di una saldatura completa. |
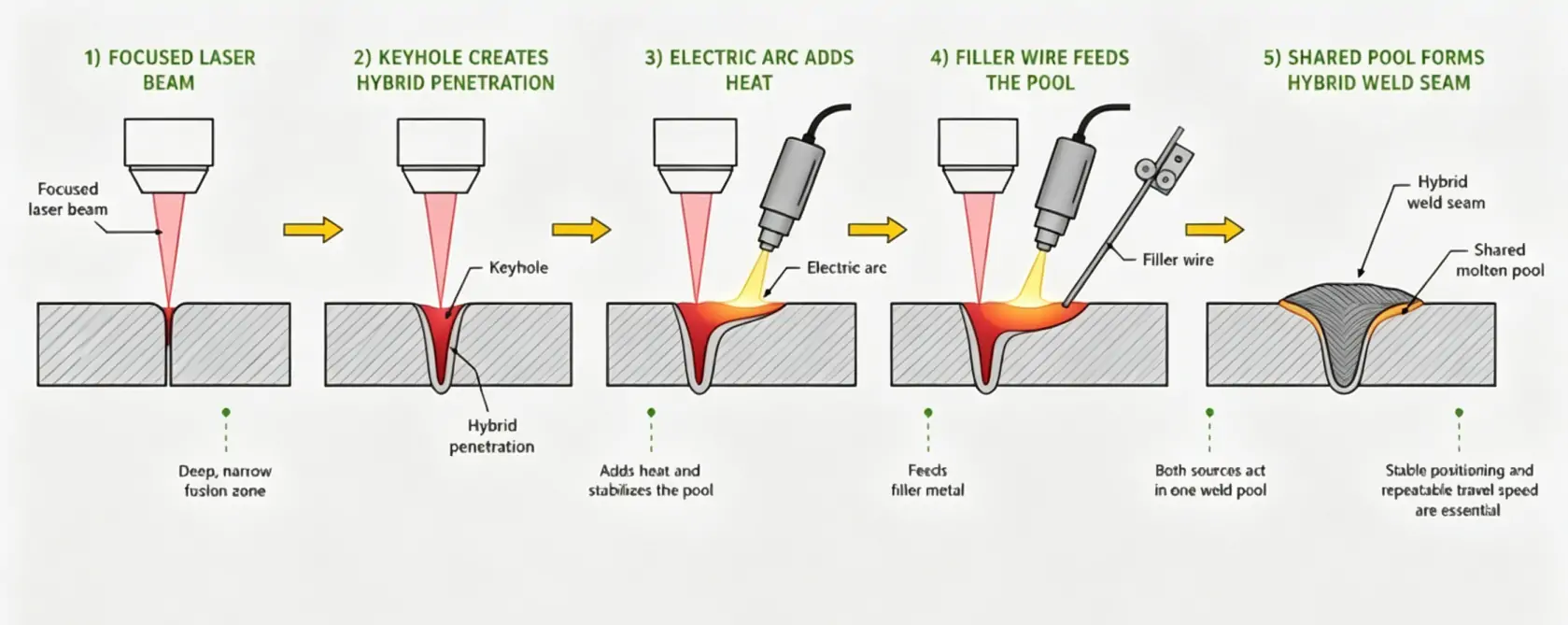
| Saldatura ibrida laser-arco | Il laser garantisce una penetrazione profonda, mentre l'arco fornisce calore aggiuntivo e materiale d'apporto, consentendo alla saldatura di tollerare spazi più ampi. |
| Saldatura a oscillazione di fascio | Il raggio laser si muove secondo uno schema controllato per creare un bagno di saldatura più ampio, aiutando il metallo fuso a coprire le fessure in modo più efficace. |
| Ottimizzazione dei processi e delle giunzioni | Una corretta preparazione dei giunti e la regolazione di potenza, velocità e messa a fuoco possono aiutare la saldatura laser a gestire piccoli spazi di assemblaggio. |
La saldatura laser funziona al meglio quando i pezzi si incastrano perfettamente. Utilizzando filo d'apporto, saldatura ibrida, oscillazione del fascio e impostazioni di parametri appropriate, può adattarsi a una gamma più ampia di spazi tra i giunti e produrre saldature più affidabili. (Leggi: La saldatura laser richiede materiale d'apporto? Saperne di più)
- Panoramica sulla saldatura laser per riempire le fessure
- Perché la saldatura laser è progettata per giunzioni a bassa tolleranza?
- Quando la saldatura laser può gestire con successo piccole fessure?
Qual è la distanza massima che la saldatura laser può gestire?
La tolleranza di tolleranza per le fessure nella saldatura laser dipende dal processo di saldatura, dal materiale e dalla configurazione del giunto. In generale, la saldatura laser standard richiede fessure molto piccole, mentre la saldatura con filo d'apporto, la saldatura a oscillazione del fascio e la saldatura ibrida possono aumentare significativamente la tolleranza.
Saldatura laser standard (<0.1 mm)
La saldatura laser standard richiede un accoppiamento preciso dei giunti ed è più adatta per spazi minimi.
Fattori: allineamento delle giunzioni, messa a fuoco del fascio e spessore del materiale.
Applicazioni: lavorazione di precisione della lamiera, elettronica, batterie e componenti automobilistici.
Saldatura laser con filo d'apporto (fino a 0.5 mm o più)
Il filo di riempimento aggiunge ulteriore metallo di saldatura, facilitando la saldatura di fessure più grandi.La saldatrice laser KEMPSON 4000W (È in grado di saldare materiali fino a 12 mm di spessore e 8 mm di larghezza.)
Fattori: velocità di avanzamento del filo, potenza del laser e diametro del filo.
Applicazioni: saldatura dell'alluminio, produzione automobilistica e lavorazione dei metalli.
Saldatura laser oscillante (fino al 25% dello spessore del materiale)
L'oscillazione del fascio crea un bagno di saldatura più ampio e migliora la tolleranza dello spazio vuoto.
Fattori: ampiezza di oscillazione, velocità di saldatura e spessore del materiale.
Applicazioni: leghe di alluminio, componenti in acciaio inossidabile e produzione industriale in generale.
Saldatura ibrida laser-arco (fino al 15% dello spessore del materiale)
La combinazione di un laser con un processo ad arco migliora la gestione degli spazi vuoti e la stabilità della saldatura.
Fattori: impostazioni dell'arco, quantità di materiale d'apporto, progettazione del giunto.
Applicazioni: Cantieristica navale, macchinari pesanti, recipienti a pressione e saldatura di lamiere spesse.
In generale, minore è la distanza, più facile è ottenere una saldatura di alta qualità. Per distanze maggiori, spesso sono necessari filo d'apporto o processi di saldatura laser avanzati.
Cosa succede se si verifica un'interruzione nella saldatura laser?
Quando si formano delle lacune nella saldatura laser, queste possono influire direttamente sulla stabilità del processo e sulla qualità della saldatura. Più ampia o irregolare è la lacuna, più difficile sarà mantenere una saldatura stabile e uniforme.
1. Instabilità e difetti
Le variazioni di distanza possono disturbare il bagno di saldatura e causare difetti come sottosquadri, fusione incompleta o forma irregolare della saldatura.
2. Forma della saldatura scadente
Il flusso instabile del metallo provoca una penetrazione non uniforme e problemi di qualità superficiale, tra cui fusione superficiale e cordoni di saldatura irregolari.
3. Necessità di un risarcimento
Per gestire gli spazi vuoti, spesso sono necessari metodi come il filo di riempimento, la regolazione dei parametri e il tracciamento della giunzione.
4. Cambiamenti nel comportamento energetico
Materiali e condizioni di saldatura differenti possono influenzare l'assorbimento di energia, riducendo la stabilità nei metalli riflettenti come l'alluminio.
Le lacune possono ridurre la stabilità della saldatura laser e aumentare il rischio di difetti, pertanto in genere sono necessari il controllo del processo o metodi di riempimento per garantire la qualità.
È possibile saldare a laser senza filo d'apporto?
Sì, la saldatura laser può essere eseguita senza filo d'apporto. Questa tecnica è nota come saldatura autogena. In questo processo, la saldatura si forma unicamente mediante la fusione e la solidificazione dei materiali di base.
Di seguito viene riportato un confronto tra la saldatura con e senza filo d'apporto:
| Articolo | Senza filo d'apporto (saldatura autogena) | Con filo di riempimento |
| Principio di processo | Il laser fonde il materiale di base per formare il giunto | Il filo di riempimento viene aggiunto mentre il materiale di base è fuso |
| Composizione della saldatura | Uguale al materiale di base | Combinando materiale di base e filo di riempimento, è possibile regolare le proprietà. |
| requisito di spazio tra le giunzioni | È richiesto un accoppiamento molto preciso e aderente (di solito ≤0.2 mm). | Più tollerante, può colmare spazi più ampi (circa 0.6 mm o più) |
| I principali vantaggi | Processo semplice, velocità elevata, basso apporto di calore, bassa distorsione | Può colmare le lacune, migliorare le proprietà di saldatura, maggiore adattabilità |
| Sfide principali | È richiesto un accoppiamento molto preciso e aderente (di solito ≤0.2 mm). | Un sistema più complesso richiede un'alimentazione precisa dei fili e un controllo preciso dei parametri. |
Quando la saldatura autogena funziona meglio
- Componenti di precisione come dispositivi elettronici e medicali
- Strutture a foglio sottile (generalmente inferiori a 1 mm)
- Giunzioni a tenuta stagna con quasi nessun spazio, come saldature a sovrapposizione o di tenuta.
- Produzione ad alto volume in cui velocità e costi sono prioritari
Quando è necessario il filo di riempimento
- Parti con spazi di montaggio inevitabili
- Saldatura di materiali dissimili per formare uno strato di transizione
- Applicazioni che richiedono una maggiore resistenza alla saldatura o alla fessurazione
- Saldatura di lamiere spesse o a passaggi multipli
- Materiali sensibili alle crepe come certe leghe di alluminio
La scelta tra l'utilizzo di un filo d'apporto e la necessità di un supporto risiede nel trovare un equilibrio tra semplicità e precisione da un lato, e flessibilità e tolleranza dall'altro. La saldatura autogena funziona al meglio quando i componenti si adattano perfettamente e i materiali sono compatibili. In presenza di spazi vuoti o quando i requisiti prestazionali sono più elevati, l'utilizzo di un filo d'apporto è solitamente necessario.
Quando la saldatura laser non riesce a riempire gli spazi vuoti
La saldatura laser funziona al meglio quando i pezzi sono molto vicini tra loro. Quando lo spazio tra i pezzi diventa troppo ampio o irregolare, la qualità della saldatura diminuisce rapidamente e aumenta la probabilità che si verifichino difetti.
Limiti del riempimento delle lacune
La saldatura laser crea un bagno di fusione piccolo e concentrato. Quando la distanza è al di fuori del suo raggio d'azione, il metallo fuso non riesce a colmare completamente la giunzione, con conseguenti saldature deboli o incomplete.
Montaggio scadente
Se le parti non sono allineate o i bordi sono irregolari, la saldatura diventa instabile. Ciò spesso causa una forma irregolare del cordone o una fusione debole.
Ampie tolleranze di assemblaggio
Quando la dimensione dello spazio varia da un pezzo all'altro, diventa difficile mantenere risultati costanti. La saldatura laser richiede condizioni di giunzione stabili e ripetibili.
Perché si usa MIG/TIG invece
La saldatura MIG e TIG utilizza un bagno di fusione più ampio e un materiale d'apporto continuo. Questo facilita la saldatura di fessure più grandi, pertanto viene spesso scelta quando l'accoppiamento non è preciso.
La saldatura laser non è adatta per fessure ampie o irregolari, quindi quando l'accoppiamento è scarso, si preferiscono generalmente processi come MIG o TIG per una migliore fusione delle fessure e una maggiore stabilità. Per maggiori dettagli, vedere: Saldatura laser portatile o saldatura MIG: quale è la migliore?
Come migliorare la tolleranza di spazio nella saldatura laser
Migliorare la tolleranza alle fessure nella saldatura laser è fondamentale per espandere il suo utilizzo industriale. La saldatura laser ha una dimensione del punto e un bagno di fusione ridotti, quindi è sensibile alle fessure di giunzione. Tuttavia, con l'ottimizzazione del processo e metodi di supporto, la sua capacità di gestire le fessure può essere notevolmente migliorata.
1. Migliorare la progettazione dei giunti e la qualità dell'assemblaggio
Questo è il passaggio più elementare. Una migliore precisione nella lavorazione e nell'assemblaggio contribuisce a ridurre le lacune fin dall'origine.
- Lavorazione dei bordi: utilizzare la fresatura o il taglio di precisione per ottenere bordi di saldatura più lisci e ridurre le fessure irregolari.
- Pre-allineamento: assicurarsi che i pezzi siano correttamente allineati prima della saldatura per evitare ulteriori spazi di disallineamento.
2. Utilizzare materiali di riempimento o saldatura ibrida
Questo è uno dei modi più diretti per migliorare la tolleranza degli spazi vuoti, aggiungendo materiale extra per riempire lo spazio.
- Saldatura laser con alimentazione a filo/polvere: aggiungere filo d'apporto o polvere metallica durante la saldatura per aumentare la capacità di riempimento e ridurre la sensibilità alla precisione di assemblaggio.
- Saldatura ibrida laser-arco: l'arco fornisce il materiale d'apporto, mentre il laser garantisce una penetrazione profonda e un'elevata velocità. Questo la rende ideale per la saldatura di grandi fessure, soprattutto in lamiere spesse e componenti strutturali.
3. Regolare i parametri del processo di saldatura
Modificando le condizioni di saldatura, è possibile facilitare la copertura delle fessure.
- Saldatura laser a doppio punto: amplia l'area di riscaldamento e contribuisce a stabilizzare il bagno di fusione.
- Regolazione della sfocatura: allarga leggermente il punto laser per aiutare a colmare piccole lacune
- Saldatura laser pulsata: funziona bene per lamiere sottili e piccoli errori di accoppiamento, con costi inferiori
4. Utilizzare sistemi di monitoraggio e controllo
Il feedback in tempo reale aiuta a correggere le deviazioni di saldatura durante il processo.
- Sistema di tracciamento della saldatura: rileva le variazioni di posizione e di spazio della saldatura e regola il percorso o i parametri di saldatura.
5. Utilizzare dispositivi di fissaggio e strumenti di supporto
Gli strumenti esterni aiutano a ridurre o controllare gli spazi vuoti durante la saldatura.
- Dispositivi di precisione: mantengono i componenti stabili e ben allineati per ridurre gli errori di assemblaggio.
- Sistemi di supporto elettromagnetici: sostengono il bagno di fusione nella saldatura di lamiere spesse e contribuiscono a prevenire il collasso.
Il miglioramento della tolleranza delle fessure nella saldatura laser richiede una combinazione di metodi. Le fessure di piccole dimensioni vengono controllate principalmente tramite lavorazione meccanica e assemblaggio. Le fessure più grandi si controllano con materiali d'apporto, saldatura ibrida o regolazioni del processo. Con un monitoraggio e un fissaggio adeguati, il campo di applicazione della saldatura laser può essere ulteriormente ampliato.
Saldatura laser contro saldatura tradizionale nella gestione degli spazi vuoti
La saldatura laser e la saldatura convenzionale differiscono significativamente nella loro capacità di gestire le fessure. Articolo di riferimento: Saldatura laser contro saldatura tradizionale: differenze, vantaggi, costi e applicazioni. principalmente a causa delle differenze nella concentrazione della fonte di calore e nel metodo di deposizione del materiale.
| Caratteristica | Saldatura laser | Saldatura convenzionale (TIG/MIG) | Saldatura laser ibrida |
| Capacità di gestione delle lacune | Il basso richiede un montaggio molto aderente | Elevata, può colmare spazi più ampi con materiale di riempimento | Elevata precisione, combina la precisione del laser con la capacità di riempimento dell'arco. |
| apporto di calore e distorsione | Maggiore apporto di calore, zona termicamente alterata più ampia, distorsione più evidente | Basso, richiede un montaggio molto aderente | Apporto di calore medio, migliore controllo della distorsione |
| Velocità di saldatura | Molto veloce | Relativamente lento | Veloce e più efficiente rispetto alla saldatura ad arco tradizionale. |
| Applicazione | Basso apporto di calore, zona termicamente alterata ristretta, bassa distorsione | Lamiere di medio-spessore, componenti strutturali con variazioni di accoppiamento, come ad esempio macchinari per la costruzione navale e l'ingegneria meccanica. | Lastre spesse, strutture con ampi spazi vuoti e costruzioni in loco, come ad esempio strutture in acciaio pesante. |
La scelta del processo di saldatura dipende principalmente dalle condizioni dell'intercapedine. La saldatura laser è adatta per applicazioni di alta precisione con intercapedini ridotte, mentre la saldatura tradizionale è più indicata per intercapedini ampie e condizioni complesse. La saldatura laser ibrida, d'altro canto, rappresenta un buon compromesso tra efficienza e adattabilità all'intercapedine.
Applicazioni industriali e casi d'uso reali
La saldatura laser è utilizzata in molti settori che richiedono precisione, saldature pulite e tempi di lavorazione rapidi. È particolarmente adatta per piccole fessure e condizioni di assemblaggio ben controllate.
Lavorazione della lamiera e saldatura di precisione:
Utilizzato per armadi elettrici, custodie metalliche, quadri di controllo, staffe di precisione, ecc.
Strutture per la saldatura laser in ambito automobilistico:
Utilizzato per pannelli della carrozzeria, alloggiamenti delle batterie, telai dei sedili, strutture delle portiere, ecc.
Riparazione di stampi e componenti di precisione:
Utilizzato per stampi a iniezione, superfici di stampi, utensili di precisione, piccole parti meccaniche, ecc.
Saldatura di acciaio inossidabile e materiali sottili:
Utilizzato per tubi in acciaio inossidabile, attrezzature da cucina, involucri per dispositivi medici, pannelli sottili in acciaio inossidabile, ecc.
La saldatura laser è ampiamente utilizzata in settori della produzione di precisione come la lavorazione della lamiera, la produzione di componenti automobilistici, la riparazione di stampi e la lavorazione dell'acciaio inossidabile. È particolarmente efficace nelle applicazioni che richiedono elevata precisione, saldature pulite e un controllo rigoroso dell'assemblaggio.
Conclusione
La saldatura laser funziona al meglio quando i pezzi combaciano perfettamente. Piccoli spazi possono talvolta essere gestiti, ma spazi più ampi o irregolari influiranno sulla qualità e sulla stabilità della saldatura. In molti casi, è necessario aggiungere filo d'apporto o utilizzare la saldatura ibrida per rendere il processo più affidabile.
KEMPSON si concentra su apparecchiature per la saldatura laser e soluzioni di saldatura industriale per la produzione di precisione e la lavorazione dei metalli. Per supporto al progetto o soluzioni di saldatura personalizzate, Contattaci per trovare il sistema giusto per la tua applicazione.

Domande Frequenti
Qual è la distanza massima che la saldatura laser può colmare?
Dipende dal processo. La saldatura laser standard richiede in genere spazi inferiori a 0.1 mm, mentre la saldatura con filo d'apporto o ibrida può gestire spazi di circa 0.5 mm o più.
È possibile saldare con laser a fibra ottica per colmare giunzioni irregolari?
Piccole irregolarità possono essere gestite, ma spazi ampi o irregolari comprometteranno la stabilità della saldatura e potrebbero causare difetti.
Ho sempre bisogno di filo d'apporto per la saldatura laser?
No. Per giunzioni a stretto contatto, la saldatura laser può essere eseguita senza filo d'apporto. È necessaria principalmente quando sono presenti spazi vuoti o quando è richiesta una maggiore resistenza della giunzione.
Cosa succede se lo spazio è troppo ampio?
La saldatura potrebbe diventare instabile, causando una fusione debole, perforazioni o giunzioni incomplete.
La saldatura laser è migliore della saldatura TIG per le piccole fessure?
Sì, per saldature precise e di piccole dimensioni, la saldatura laser è più veloce e produce meno distorsioni termiche rispetto alla saldatura TIG.
Come ridurre le fessure di saldatura prima della saldatura laser?
Migliorare la precisione della lavorazione, utilizzare dispositivi di fissaggio adeguati e assicurarsi che i pezzi siano ben allineati prima della saldatura.
La saldatura laser può riparare pezzi lavorati in modo impreciso?
Solo in misura limitata. I piccoli difetti possono essere corretti, ma ampi spazi vuoti o un accoppiamento non perfetto richiedono solitamente altri metodi di saldatura.
Quali materiali sono più sensibili alle fessure di saldatura?
L'alluminio e i metalli altamente riflettenti sono più sensibili, poiché richiedono un controllo più preciso dell'apporto di calore e dell'accoppiamento dei giunti.







