
Мазмуну
тааныштыруу
Лазердик ширетүү минималдуу жылуулук киргизүү менен бекем, так ширетүүлөрдү жасоо менен белгилүү, бирок ал көп учурда катуу орнотуу талаптары менен да байланыштуу. Тетиктер кемчиликсиз дал келбегенде, көптөгөн өндүрүүчүлөр лазердик ширетүү дагы эле ишенимдүү муун түзө алабы деп ойлонушат.
Жооп боштуктун өлчөмүнө, материалдын түрүнө, ширетүүчү параметрлерге жана толтургуч зым колдонулгандыгына жараша болот. Бул макалада биз лазердик ширетүүнүн боштукка туруктуулугунун чыныгы деңгээлин, лазердик ширетүү боштуктарды качан толтура алаарын жана муундарды идеалдуу түрдө тууралоо мүмкүн болбогондо ширетүүнүн натыйжаларын жакшыртуу үчүн колдонулган практикалык ыкмаларды карап чыгабыз.
Лазердик ширетүүдөгү "боштукту толтуруу" деген эмнени билдирет?
Лазердик ширетүүдө "боштукту толтуруу" толук, кемчиликсиз ширетүүнү түзүү үчүн белгилүү бир ыкмаларды колдонуу менен ширетилип жаткан компоненттердин ортосундагы боштукту компенсациялоо же "көпүрөлөө" процессин билдирет. Ширетүү кемчиликтерин жоюу үчүн ар кандай "боштукту толтуруу" же "боштукту көпүрөлөө" технологиялары иштелип чыккан. Алардын принциптери, ыкмалары жана колдонулушу төмөнкүлөр:
| аспект | баяндоо | Common Methods | пайдасы |
|---|---|---|---|
| Негизги принцип | Ажырашууну жоюу жана толук ширетүү үчүн эритилген материалды, жылуулук менен кеңейүүнү же кошумча толтургуч материалды колдонуңуз. | Эритилген бассейнди толтуруу, толтургуч зымды кошуу, жылуулук кеңейүүнүн компенсациясы. | Толтургуч зым менен лазердик ширетүү, ысык же муздак зым менен ширетүү, нурлуу термелүү ширетүү, лазердик-догалуу гибриддик ширетүү жана лазердик ширетүү. |
| Боштуктарды толтуруу технологиялары | Чоңураак боштуктарды жабуу үчүн ширетүүчү металлдын көлөмүн көбөйтүңүз же эритилген бассейнди кеңейтиңиз. | Толтургуч зым менен лазердик ширетүү, ысык зым же муздак зым менен ширетүү, нурлуу термелүү менен ширетүү, лазердик-догалуу гибриддик ширетүү, лазердик ширетүү. | Чоңураак боштуктары бар муундарды ширетүүгө мүмкүндүк берет жана процесстин туруктуулугун жакшыртат. |
| Материалдык колдонмолор | Ар кандай материалдар боштуктарды толтуруунун ар кандай ыкмаларын талап кылат. | Дат баспас болот, көмүртек болот, алюминий эритмелери, жогорку бекемдиктеги болоттор, пластмассалар жана ар кандай материалдар. | Бышык муундарга, жакшыраак механикалык касиеттерге жана жакшыртылган ширетүүчү консистенцияга жетишет. |
| Жардамчы ыкмалар | Муундардын байланышын жакшыртыңыз жана ширетүү шарттарын оптималдаштырыңыз. | Кысуучу системалар, басым менен ширетүү, процессти симуляциялоо жана параметрлерди оптималдаштыруу. | Кемчиликтерди азайтып, боштуктарды жабуу ишин жакшыртат. |
Лазердик аралык менен ширетүү ширетүү ыкмаларын, толтургуч материалдарды, жабдуулардын параметрлерин орнотууларды жана муундарды даярдоо ыкмаларын комплекстүү колдонууну камтыйт. Максат - бөлүктөрдү идеалдуу тегиздөөгө жетишүү мүмкүн болбогон учурда да ишенимдүү ширетүүгө жетишүү.
Лазердик ширетүү боштуктарды толтура алабы?
Ооба, лазердик ширетүү боштуктарды толтура алат, бирок анын муну жасоо мүмкүнчүлүгү чектелүү жана боштуктун өлчөмүнө, процесстин конфигурациясына жана материалдарына жараша болот.
Лазердик ширетүүнүн кубаттуулугу
Лазердик ширетүү - бул кичинекей так өлчөмү менен мүнөздөлгөн жогорку энергиялуу тыгыздыктагы ширетүү процесси. Ал чогултуу боштуктарына төмөн чыдамдуулукка ээ. Салттуу бир нурлуу лазердик ширетүү, айрыкча терең кирип ширетүү, "нөлдүк боштукту" же өтө кичинекей боштукту талап кылат, анткени ал негизинен негизги материалды эритип, толтургуч металл аз же такыр жок ширетүүнү түзүүгө негизделген. Белгилүү бир процесстерди жакшыртуу жана гибриддик технологиялар аркылуу лазердик ширетүү белгилүү бир диапазондогу боштуктарды ийгиликтүү иштете алат.
Эмне үчүн лазердик ширетүү көбүнчө бекем бекитилген муундар үчүн колдонулат?
Лазердик ширетүү жогорку тактыгы менен белгилүү, бирок ал көптөгөн салттуу ширетүү ыкмаларына караганда муундардын боштуктарына сезгич келет. Бул негизинен ширетүү процессинин өзүнүн өзгөчөлүктөрүнө байланыштуу.
- Кичинекей эритилген көлмө: Лазердик ширетүү тез катып калуучу кичинекей, концентрацияланган эритилген көлмөнү түзөт. Эгерде боштук өтө чоң болсо, муунга толук көпүрө куруу үчүн эритилген металл жетишсиз болушу мүмкүн.
- Чектелген толтургуч материал: Көптөгөн лазердик ширетүү колдонмолорунда ширетүү негизинен негизги материалды эритүү менен пайда болот. Кошумча толтургуч зымсыз чоң боштуктар толук эрибей калууга, кесилбей калууга же күйүп кетүүгө алып келиши мүмкүн.
- Жогорку тегиздөө талаптары: Лазер энергиясы өтө кичинекей аймакка багытталган. Ширетүүнүн туруктуу натыйжалары үчүн, нур муун боюнча так жайгаштырылышы керек. Ашыкча боштуктар же туура эмес тегиздөө ширетүүнүн сапатын төмөндөтүп, процессти туруксуз кылышы мүмкүн.
Ушул себептерден улам, лазердик ширетүү, тетиктер тыгыз орнотулганда жана муундардын боштуктары минималдуу болгондо эң жакшы натыйжа берет.
Лазердик ширетүү боштуктарды качан чече алат?
Стандарттуу лазердик ширетүү чоң боштуктар үчүн иштелип чыккан эмес, бирок туура процесс олуттуу өзгөрүүлөрдү жасай алат. Көптөгөн колдонмолордо өндүрүүчүлөр боштукка чыдамдуулукту жогорулатуу жана ширетүүнүн сапатын сактоо үчүн кошумча ширетүү ыкмаларын колдонушат.
| ыкма | Бул кантип иштейт |
| Толтургуч зымды кошуу | Ширетүүчү бассейнге толтургуч зымды киргизүү кошумча материалды кошот, бул боштуктарды көпүрөлөөнү жана толук ширетүүнү жеңилдетет. |
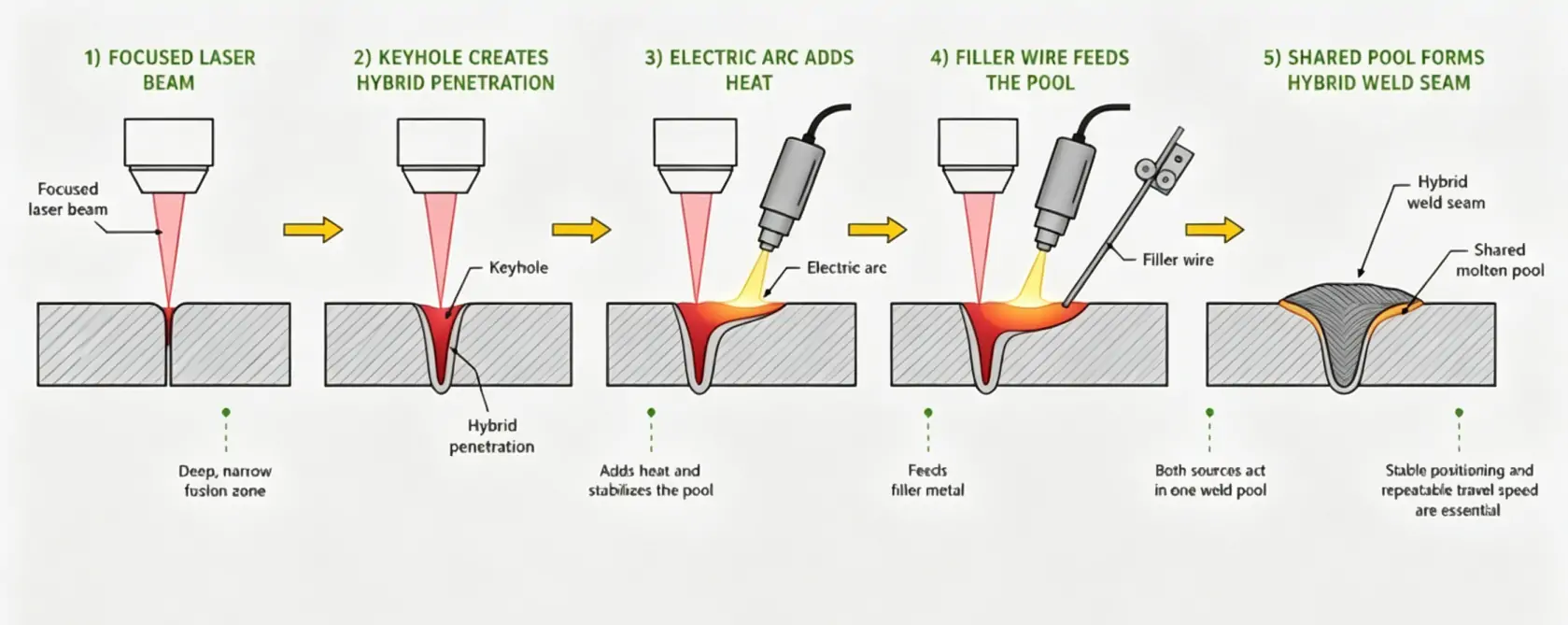
| Лазердик-аркалуу гибриддик ширетүү | Лазер терең кирүү мүмкүнчүлүгүн берет, ал эми дого кошумча жылуулукту жана толтургуч металлды берет, бул ширетүүнүн чоңураак боштуктарга туруштук беришине мүмкүндүк берет. |
| Нур термелүүсүн ширетүү | Лазер нуру башкарылуучу схема боюнча кыймылдап, кененирээк ширетүүчү бассейнди түзөт, бул эриген металлдын боштуктарды натыйжалуураак жабууга жардам берет. |
| Процесс жана биргелешкен оптималдаштыруу | Муунду туура даярдоо жана кубаттуулукту, ылдамдыкты жана фокусту тууралоо лазердик ширетүүгө кичинекей чогултуу боштуктарын жеңүүгө жардам берет. |
Лазердик ширетүү жумуш бөлүктөрү бири-бирине тыгыз жайгашканда эң жакшы иштейт. Толтургуч зымды, гибриддик ширетүүнү, нурдун термелүүсүн жана тиешелүү параметрлерди колдонуу менен, ал кеңири диапазондогу муун боштуктарын камтып, ишенимдүү ширетүүлөрдү камсыздай алат. (Оку: Лазердик ширетүү үчүн толтургуч металл керекпи? Көбүрөөк билүү)
- Лазердик ширетүүчү толтуруучу боштуктарга сереп
- Эмне үчүн лазердик ширетүү төмөнкү чыдамдуулуктагы муундар үчүн иштелип чыккан
- Лазердик ширетүү качан кичинекей боштуктарды ийгиликтүү чече алат
Лазердик ширетүү канчалык боштукту көтөрө алат?
Лазердик ширетүү жүргүзө ала турган боштук ширетүү процессине, материалына жана муундун конструкциясына жараша болот. Жалпысынан алганда, стандарттуу лазердик ширетүү өтө кичинекей боштуктарды талап кылат, ал эми толтургуч зым, нурдун термелүүсү жана гибриддик ширетүү боштукка чыдамдуулукту бир кыйла жогорулатат.
Стандарттык лазердик ширетүү (<0.1 мм)
Стандарттуу лазердик ширетүү муундарды бекем орнотууну талап кылат жана минималдуу боштуктар үчүн эң ылайыктуу.
Факторлор: Муундардын тегизделиши, нурдун фокусу жана материалдын калыңдыгы.
Колдонулушу: так металл барактары, электроника, батареялар жана автомобиль тетиктери.
Толтургуч зым менен лазердик ширетүү (0.5 мм же андан көп)
Толтургуч зым кошумча ширетүүчү металлды кошот, бул чоңураак боштуктарды жеңилдетет. (KEMPSON 4000W лазер ширетүүчү машина калыңдыгы 12 мм жана туурасы 8 мм чейинки материалдарды ширете алат.)
Факторлор: Зымдын берүү ылдамдыгы, лазердин кубаттуулугу жана зымдын диаметри.
Колдонулушу: Алюминий ширетүү, автомобиль өндүрүшү жана металл жасоо.
Термелүүчү лазердик ширетүү (материалдын калыңдыгынын 25% га чейин)
Нурдун термелүүсү кененирээк ширетүүчү бассейнди түзөт жана боштукка чыдамдуулукту жакшыртат.
Факторлор: Термелүүнүн туурасы, ширетүү ылдамдыгы жана материалдын калыңдыгы.
Колдонулушу: Алюминий эритмелери, дат баспас болоттон жасалган тетиктер жана жалпы өндүрүш.
Лазердик-догалуу гибриддик ширетүү (материалдын калыңдыгынын 15% чейин)
Лазерди жаа процесси менен айкалыштыруу боштукту башкарууну жана ширетүүнүн туруктуулугун жакшыртат.
Факторлор: Дого орнотуулары, толтургуч металлдын кириши, муундун дизайны.
Колдонулушу: Кеме куруу, оор техника, басым идиштери жана калың плиталарды ширетүү.
Жалпысынан алганда, аралык канчалык кичине болсо, жогорку сапаттагы ширетүүгө жетүү ошончолук оңой болот. Чоңураак аралыктар үчүн толтургуч зым же өркүндөтүлгөн лазердик ширетүү процесстери көп учурда талап кылынат.
Лазердик ширетүү учурунда ажырым пайда болсо эмне болот?
Лазердик ширетүүдөгү боштуктар болгондо, алар процесстин туруктуулугуна жана ширетүүнүн сапатына түздөн-түз таасир этиши мүмкүн. Ажырашуу канчалык чоң же тегиз эмес болсо, ширетүүнү туруктуу жана ырааттуу кармоо ошончолук кыйын болот.
1. Туруксуздук жана кемчиликтер
Ажырашуулардын өзгөрүшү ширетүүчү бассейнди бузуп, кесилген жеринин асты, толук эмес эриши же бирдей эмес ширетүүчү форма сыяктуу кемчиликтерге алып келиши мүмкүн.
2. Ширетүүчү жиптин формасы начар
Металлдын туруксуз агымы тайыз эрүү жана бирдей эмес мончоктор сыяктуу ыраатсыз кирүүгө жана беттин сапатына байланыштуу көйгөйлөрдү жаратат.
3. Компенсацияга муктаждык
Боштуктарды башкаруу үчүн көп учурда толтургуч зым, параметрлерди тууралоо жана тигиштерди көзөмөлдөө сыяктуу ыкмалар талап кылынат.
4. Энергия жүрүм-турумунун өзгөрүшү
Ар кандай материалдар жана ширетүү шарттары энергияны сиңирүүгө таасир этип, алюминий сыяктуу чагылдыруучу металлдардын туруктуулугун төмөндөтүшү мүмкүн.
Боштуктар лазердик ширетүүнүн туруктуулугун төмөндөтүп, кемчиликтердин коркунучун жогорулатат, андыктан сапатты камсыз кылуу үчүн, адатта, процессти башкаруу же толтуруу ыкмалары талап кылынат.
Лазердик ширетүү толтургуч зымсыз иштей алабы?
Ооба, лазердик ширетүү толтургуч зымсыз жүргүзүлүшү мүмкүн. Бул аутогендик ширетүү деп аталат. Бул процессте ширетүү негизги материалдарды эритүү жана катуулоо жолу менен гана пайда болот.
Төмөндө толтургуч зым менен жана зымсыз ширетүүнү салыштыруу келтирилген:
| нерсе | Толтургуч зымсыз (автогендик ширетүү) | Толтургуч зым менен |
| Процесс принциби | Лазер муун түзүү үчүн негизги материалды эритип жиберет | Негизги материал эрип жатканда толтургуч зым кошулат |
| Ширетүүчү түзүлүш | Негизги материал менен бирдей | Негизги материал жана толтургуч зым айкалышкан, касиеттерин тууралоого болот |
| Муун аралыгы талабы | Өтө катуу, бекем тууралоо талап кылынат (адатта ≤0.2 мм) | Көбүрөөк чыдамдуу, чоңураак боштуктарды (болжол менен 0.6 мм же андан көп) көпүрө катары колдоно алат |
| Негизги артыкчылыктары | Жөнөкөй процесс, тез ылдамдык, аз жылуулук киргизүү, аз бурмалоо | Боштуктарды толтура алат, ширетүүчү касиеттерди жакшыртат, жогорку адаптацияланат |
| Негизги кыйынчылыктар | Өтө катуу, бекем тууралоо талап кылынат (адатта ≤0.2 мм) | Татаалыраак система зымды так берүү жана параметрлерди башкарууну талап кылат |
Аутогендик ширетүү качан эң жакшы иштейт
- Электроника жана медициналык шаймандар сыяктуу так компоненттер
- Жука барак конструкциялары (адатта 1 ммден төмөн)
- Дээрлик эч кандай боштугу жок, мисалы, тизе же герметикалык ширетүү сыяктуу бекем бекитилген муундар
- Ылдамдык жана баа артыкчылыктуу болгон жогорку көлөмдөгү өндүрүш
Толтургуч зым керек болгондо
- Монтаждоодо боштуктары бар, алардан качууга мүмкүн болбогон тетиктер
- Өткөөл катмарды түзүү үчүн ар кандай материалдарды ширетүү
- Ширетүүнүн жогорку бекемдигин же жаракага туруктуулукту талап кылган колдонмолор
- Калың плита же көп өткөөлдүү ширетүү
- Айрым алюминий эритмелери сыяктуу жаракага сезгич материалдар
Толтургуч зымды колдонууну тандоо жөнөкөйлүк менен тактыктын ортосундагы тең салмактуулук болуп саналат, ийкемдүүлүк менен чыдамкайлыктын ортосундагы тең салмактуулук. Автогендик ширетүү тетиктер бекем орношкондо жана материалдар жакшы дал келгенде эң жакшы иштейт. Боштуктар болгондо же иштөө талаптары жогору болгондо, толтургуч зым адатта зарыл.
Лазердик ширетүү боштуктарды толтура албаганда
Лазердик ширетүү тетиктер бири-бирине жакын орнотулганда эң жакшы иштейт. Ажырашуу өтө чоң же тегиз эмес болгондо, ширетүүнүн сапаты тез төмөндөйт жана кемчиликтердин пайда болуу ыктымалдыгы жогорулайт.
Боштуктарды толтуруунун чектери
Лазердик ширетүүдө кичинекей, фокусталган ширетүүчү бассейн бар. Ажыратуу өзүнүн диапазонунан тышкары болгондо, эриген металл муунга толук көпүрө боло албайт, бул алсыз же толук эмес ширетүүлөргө алып келет.
Начар формада
Эгерде тетиктер туура эмес тегизделсе же четтери тегиз болбосо, ширетүү туруксуз болуп калат. Бул көбүнчө шурулардын формасынын туура эместигине же алсыз эришүүгө алып келет.
Чоң монтаждоо жол берилгендиги
Ар бир бөлүктөн экинчисине боштуктун өлчөмү өзгөргөндө, натыйжалардын ырааттуулугун сактоо кыйынга турат. Лазердик ширетүү туруктуу жана кайталануучу муун шарттарын талап кылат.
Эмне үчүн MIG/TIG колдонулат
MIG жана TIG ширетүүлөрү чоңураак ширетүүчү бассейнди жана үзгүлтүксүз толтургуч металлды колдонот. Бул чоңураак боштуктарды көпүрөлөөнү жеңилдетет, ошондуктан алар көбүнчө тууралоо так болбогондо тандалып алынат.
Лазердик ширетүү чоң же туруксуз боштуктар үчүн ылайыктуу эмес, андыктан туура келүү начар болгондо, боштуктарды жакшыраак көпүрөлөө жана туруктуулук үчүн MIG же TIG сыяктуу процесстер артыкчылыктуу. Көбүрөөк маалымат алуу үчүн караңыз: Кол менен лазер менен ширетүү жана MIG ширетүү: кайсынысы жакшыраак?
Лазердик ширетүүдөгү боштукка чыдамдуулукту кантип жакшыртуу керек
Лазердик ширетүүнүн боштукка чыдамдуулугун жогорулатуу анын өнөр жайлык колдонулушун кеңейтүүнүн ачкычы болуп саналат. Лазердик ширетүүнүн так өлчөмү кичинекей жана эриген көлмөсү кичинекей, ошондуктан ал муун боштуктарына сезгич келет. Бирок, процессти оптималдаштыруу жана колдоочу ыкмалар менен анын боштуктарды иштетүү жөндөмүн бир топ жакшыртса болот.
1. Муундарды долбоорлоо жана чогултуу сапатын жакшыртуу
Бул эң негизги кадам. Жакшыраак иштетүү жана чогултуу тактыгы булактан боштуктарды азайтууга жардам берет.
- Четтерин иштетүү: Ширетүүчү четтерин жылмакай кылуу жана бирдей эмес боштуктарды азайтуу үчүн фрезерлөө же так кесүүнү колдонуңуз
- Алдын ала тегиздөө: Кошумча туура эмес тегиздөө боштуктарын болтурбоо үчүн, ширетүү алдында тетиктердин туура тегизделгенин текшериңиз
2. Толтургуч материалдарды же гибриддик ширетүүнү колдонуңуз
Бул мейкиндикти толтуруу үчүн кошумча материал кошуу менен боштуктарга чыдамдуулукту жакшыртуунун эң түз жолдорунун бири.
- Зым/порошок менен ширетүү: Толтуруу жөндөмүн жогорулатуу жана чогултуунун тактыгына сезгичтикти азайтуу үчүн ширетүү учурунда толтургуч зымды же металл порошогун кошуңуз.
- Лазердик-жага гибриддик ширетүү: жаа толтургуч металлды камсыз кылат, ал эми лазер терең кирүү жана жогорку ылдамдыкты камсыз кылат. Бул аны чоңураак боштуктар үчүн, айрыкча калың плиталарда жана конструкциялык бөлүктөрдө жакшыраак кылат.
3. Ширетүү процессинин параметрлерин тууралаңыз
Ширетүү шарттарын өзгөртүү процесстин боштуктарын оңой жабууга жардам берет.
- Эки чекиттүү лазердик ширетүү: жылытуу аянтын кеңейтет жана эриген көлмөнү турукташтырууга жардам берет
- Фокусту жок кылуу: Кичинекей боштуктарды жоюуга жардам берүү үчүн лазердик такты бир аз чоңойтот
- Импульстук лазердик ширетүү: Жука пластиналар жана кичинекей тууралоо каталары үчүн жакшы иштейт, баасы төмөн
4. Мониторинг жана башкаруу системаларын колдонуңуз
Реалдуу убакыттагы кайтарым байланыш процесстин жүрүшүндө ширетүүдө четтөөлөрдү оңдоого жардам берет.
- Тигишти көзөмөлдөө системасы: Ширетүүнүн абалын жана боштуктун өзгөрүшүн аныктайт жана ширетүү жолун же параметрлерин тууралайт
5. Арматураларды жана колдоочу шаймандарды колдонуңуз
Сырткы шаймандар ширетүү учурундагы боштуктарды азайтууга же көзөмөлдөөгө жардам берет.
- Тактык орнотмолору: Чогултуу каталарын азайтуу үчүн тетиктерди туруктуу жана туура тегизделген абалда кармаңыз
- Электромагниттик колдоо системалары: Калың плиталуу ширетүү учурунда эриген бассейнди колдоп, кулап түшүүнүн алдын алат
Лазердик ширетүүдөгү боштуктарга чыдамдуулукту жакшыртуу үчүн бир нече ыкмаларды айкалыштыруу керек. Кичинекей боштуктар негизинен механикалык иштетүү жана чогултуу аркылуу башкарылат. Чоңураак боштуктар толтургуч материалдарга, гибриддик ширетүүгө же процессти тууралоого жараша болот. Тийиштүү мониторинг жана бекитүү менен лазердик ширетүүнү колдонуу чөйрөсүн андан ары кеңейтүүгө болот.
Лазердик ширетүү жана салттуу ширетүү ортосундагы ажырымдарды башкаруу
Лазердик ширетүү жана кадимки ширетүү боштуктарды иштетүү жөндөмү боюнча бир топ айырмаланат. Шилтеме макаласы: Лазердик ширетүү жана салттуу ширетүү: айырмачылыктары, артыкчылыктары, баалары жана колдонулушу, негизинен жылуулук булагынын концентрациясындагы жана материалды жайгаштыруу ыкмасындагы айырмачылыктарга байланыштуу.
| өзгөчөлүк | Лазердик ширетүү | Кадимки ширетүү (TIG/MIG) | Гибриддик лазердик ширетүү |
| Боштукту башкаруу жөндөмү | Төмөнкү бөлүгү абдан бекем отургузууну талап кылат | Бийик, толтургуч металл менен чоңураак боштуктарды көпүрө кыла алат | Жогорку, лазердик тактыкты жаа толтургуч мүмкүнчүлүгү менен айкалыштырат |
| Жылуулук киргизүү жана бурмалоо | Жогорку жылуулук киргизүү, кеңирээк жылуулук таасир этүүчү зона, көбүрөөк байкаларлык бурмалоо | Төмөн, абдан бекем орнотууну талап кылат | Орточо жылуулук киргизүү, бурмалоону жакшыраак көзөмөлдөө |
| Ширетүү ылдамдыгы | абдан тез | Салыштырмалуу жай | Кадимки жаа ширетүүгө караганда тез, жогорку натыйжалуулук |
| арыз | Жылуулуктун аз кириши, жылуулуктун таасир этүүчү зонасы тар, бурмалоо аз | Орточо жана калың плиталар, кеме куруу жана инженердик техника сыяктуу ар кандай жабдууга ээ болгон конструкциялык бөлүктөр | Калың плиталар, чоң боштуктагы конструкциялар жана оор болот конструкциялары сыяктуу талаа курулушу |
Ширетүү процессин тандоо, биринчи кезекте, боштуктун шарттарына жараша болот. Лазердик ширетүү кичинекей боштуктары бар жогорку тактыктагы колдонмолор үчүн ылайыктуу, ал эми салттуу ширетүү чоң боштуктар жана татаал шарттар үчүн көбүрөөк ылайыктуу. Ал эми гибриддик лазердик ширетүү натыйжалуулук менен боштуктун адаптациясынын ортосундагы тең салмактуулукту сактайт.
Өнөр жайлык колдонмолор жана реалдуу колдонуу учурлары
Лазердик ширетүү тактыкты, таза ширетүүнү жана тез иштетүүнү талап кылган көптөгөн тармактарда колдонулат. Ал өзгөчө кичинекей боштуктар жана жакшы көзөмөлдөнгөн чогултуу шарттары үчүн ылайыктуу.
Металл барактарды жасоо жана так ширетүү өндүрүшү:
Электр шкафтары, металл корпустар, башкаруу кутучалары, тактык кронштейндери ж.б. үчүн колдонулат.
Автоунаа лазердик ширетүүчү түзүлүштөр:
Автоунаанын кузов панелдери, аккумулятор корпустары, отургучтардын рамалары, эшик конструкциялары ж.б. үчүн колдонулат.
Көктү оңдоо жана майда компоненттер:
Инъекциялык калыптарда, калып беттеринде, тактыктагы шаймандарда, кичинекей механикалык тетиктерде ж.б. колдонулат.
Дат баспас болоттон жана жука материалдан жасалган ширетүү:
Дат баспас болоттон жасалган түтүктөр, ашкана жабдуулары, медициналык шаймандардын корпустары, жука дат баспас болоттон жасалган панелдер ж.б. үчүн колдонулат.
Лазердик ширетүү металл барактары, автомобиль тетиктери, калыпты оңдоо жана дат баспас болоттон жасалган буюмдарды иштетүү сыяктуу так өндүрүш тармактарында кеңири колдонулат. Ал жогорку тактыкты, таза ширетүүлөрдү жана бекем чогултууну талап кылган колдонмолордо эң натыйжалуу.
жыйынтыктоо
Лазердик ширетүү тетиктер бири-бирине тыгыз жайгашканда эң жакшы иштейт. Кээде кичинекей боштуктарды чечүүгө болот, бирок чоңураак же бирдей эмес боштуктар ширетүүнүн сапатына жана туруктуулугуна таасир этет. Көпчүлүк учурларда, процессти ишенимдүүрөөк кылуу үчүн толтургуч зымды кошуу же гибриддик ширетүүнү колдонуу керек.
КЕМПСОН Так өндүрүш жана металл иштетүү үчүн лазердик ширетүү жабдууларына жана өнөр жайлык ширетүү чечимдерине басым жасайт. Долбоорду колдоо же жекече ширетүү чечимдери үчүн, Биз менен байланыш колдонмоңузга туура келген системаны табуу үчүн.

Көп берилүүчү суроолор
Лазердик ширетүү менен толтурула турган максималдуу боштук канча?
Бул процесстен көз каранды. Стандарттуу лазердик ширетүү үчүн адатта 0.1 ммден аз боштуктар талап кылынат, ал эми толтургуч зым же гибриддик ширетүү үчүн 0.5 мм же андан көп боштуктар болушу мүмкүн.
була лазердик ширетүү бирдей эмес муундарды көпүрө кыла алабы?
Кичинекей тегиз эместиктерди оңдоого болот, бирок чоң же туруксуз боштуктар ширетүүнүн туруктуулугуна таасир этет жана кемчиликтерди жаратышы мүмкүн.
Лазердик ширетүү үчүн толтургуч зым дайыма керекпи?
Жок. Тыгыз бекитилген муундар үчүн лазердик ширетүү толтургуч зымсыз жасалышы мүмкүн. Бул негизинен боштуктар болгондо же муундун жогорку бекемдиги талап кылынганда керек.
Эгерде аралык өтө чоң болсо, эмне болот?
Ширетүүчү жер туруксуз болуп, алсыз эрүүгө, күйүп кетүүгө же толук эмес муундарга алып келиши мүмкүн.
Кичинекей боштуктар үчүн лазердик ширетүү TIGге караганда жакшыраакпы?
Ооба, так жана кичинекей аралыктагы ширетүү үчүн лазердик ширетүү TIGге караганда тезирээк жана азыраак жылуулук бурмалоосун пайда кылат.
Лазердик ширетүү алдында ширетүүчү боштуктарды кантип азайтууга болот?
Ширетүүдөн мурун иштетүүнүн тактыгын жогорулатыңыз, тийиштүү арматураларды колдонуңуз жана тетиктердин жакшы тегизделгенин текшериңиз.
Лазердик ширетүү начар иштетилген тетиктерди оңдой алабы?
Чектелген көлөмдө гана. Кичинекей кемчиликтерди оңдоого болот, бирок чоң боштуктар же начар орнотуулар, адатта, башка ширетүү ыкмаларын талап кылат.
Ширетүүчү боштуктарга кайсы материалдар эң сезгич?
Алюминий жана жогорку деңгээлде чагылдыруучу металлдар жылуулук киргизүүнү жана муундардын туураланышын катуу көзөмөлдөөнү талап кылгандыктан, алар сезгичтиги жогору.







