
Spis treści
Wprowadzenie
Spawanie laserowe to zaawansowany proces łączenia metali, który wykorzystuje wiązkę lasera o wysokiej gęstości energii do miejscowego nagrzewania materiałów, umożliwiając szybkie i precyzyjne spawanie. We współczesnym przemyśle spawanie laserowe jest szeroko stosowane w takich branżach jak produkcja blach, produkcja samochodów, produkcja wyrobów ze stali nierdzewnej, produkcja podzespołów elektronicznych i urządzeń mechanicznych.
W porównaniu z tradycyjnymi metodami spawania (takimi jak spawanie TIG i MIG), spawanie laserowe oferuje wyższe prędkości spawania i lepszą jakość spoin, jednocześnie redukując odkształcenia termiczne i liczbę etapów obróbki końcowej, co przekłada się na poprawę ogólnej wydajności produkcji. Coraz częściej staje się ono preferowanym rozwiązaniem produkcyjnym dla wielu firm.
W tym artykule kompleksowo przeanalizujemy zalety i wady spawania laserowego, przyjrzymy się jego wydajności w różnych zastosowaniach przemysłowych oraz porównamy jego szybkość, precyzję i zwrot z inwestycji ze spawaniem TIG/MIG, aby pomóc Ci dokonać najlepszego wyboru dla Twojej fabryki. Zachęcamy do dalszego czytania.
Czym jest spawanie laserowe?
Spawanie laserowe to technologia bezkontaktowego łączenia metali, która wykorzystuje wysokoenergetyczną wiązkę laserową do natychmiastowego nagrzania powierzchni materiału, powodując jego lokalne stopienie i tworząc mocne połączenie. Jako wysoce precyzyjny przemysłowy system spawania laserowego, umożliwia on przeprowadzenie procesu spawania z niezwykle małą strefą wpływu ciepła (HAZ), skutecznie redukując odkształcenia materiału i poprawiając jakość spoiny.
System, wykorzystujący technologię lasera światłowodowego, wykorzystuje ciągły lub impulsowy strumień lasera, aby precyzyjnie skupić energię na strefie spawania, zapewniając wydajne i stabilne rezultaty spawania. W zależności od zastosowania, urządzenia do spawania laserowego można podzielić na: ręczne spawarki laserowe do metalu oraz automatyczne spawarki laserowe, spełniając zróżnicowane potrzeby, od elastycznego przetwarzania po produkcję masową.
Zasada działania spawania laserowego opiera się przede wszystkim na efekcie fototermicznym, który szybko topi materiał, tworząc gęstą spoinę. Umożliwia ono wysokiej jakości spawanie różnych materiałów metalowych, w tym stali nierdzewnej, stali węglowej i aluminium. Typowe zastosowania obejmują spawanie cienkich blach, precyzyjne łączenie elementów, produkcję elementów konstrukcyjnych oraz spawanie na zautomatyzowanych liniach produkcyjnych. W związku z tym, spawanie laserowe jest szeroko stosowane w sektorze produkcyjnym, przemyśle motoryzacyjnym, przemyśle metalowym oraz w produkcji sprzętu wysokiej klasy.

Zalety spawania laserowego
1. Proces spawania bezkontaktowego
Spawanie laserowe łączy materiały za pomocą wysokoenergetycznej wiązki laserowej bez kontaktu fizycznego, co pozwala uniknąć problemów z naprężeniami mechanicznymi związanymi z tradycyjnym spawaniem. Zmniejsza również zużycie narzędzi i poprawia stabilność spawania.
2. Wysoka precyzja dla precyzyjnych komponentów
Wiązka laserowa zapewnia wysoki stopień kontroli, umożliwiając precyzyjną regulację mocy, rozmiaru plamki i ścieżki spawania. Dzięki temu idealnie nadaje się do spawania precyzyjnych elementów, cienkich blach oraz wymagających zastosowań spawalniczych, zapewniając równomierne i estetyczne spoiny.
3. Mała strefa wpływu ciepła (HAZ) i minimalne zniekształcenia
Spawanie laserowe koncentruje energię, co pozwala uzyskać szerokość spoiny wynoszącą około 0.2–1 mm i niską ilość wprowadzanego ciepła. Minimalizuje to strefę wpływu ciepła (HAZ), skutecznie zapobiegając odkształceniom materiału lub pogorszeniu jego parametrów, dzięki czemu spawanie laserowe nadaje się do produkcji precyzyjnych elementów i cienkich blach (0.5–3 mm).
4. Wysokiej jakości spoiny
Proces spawania zapewnia wysoką stabilność, co przekłada się na gęste, wytrzymałe spoiny z minimalną liczbą defektów, takich jak porowatość i pęknięcia. Gwarantuje również wysoką powtarzalność w produkcji masowej, podnosząc tym samym jakość produktu.
5. Szybkie i wydajne spawanie
W porównaniu do tradycyjnego spawania metodą TIG lub MIG, spawanie laserowe jest znacznie szybsze — nawet 2–5 razy szybsze — co może znacznie skrócić cykle produkcyjne i zwiększyć wydajność produkcji, dzięki czemu idealnie nadaje się do masowej produkcji przemysłowej.
Zredukowana liczba etapów postprodukcji
Spawane laserowo szwy są płaskie i gładkie, co pozwala na ich formowanie w jednym kroku. Eliminuje to potrzebę wtórnego szlifowania lub wymaga jedynie minimalnej obróbki wykańczającej, obniżając tym samym koszty obróbki po spawaniu i poprawiając ogólną wydajność produkcji.
Prosta obsługa, mniejsze zapotrzebowanie na siłę roboczą
Przenośne lub platformowe spawarki laserowe są łatwe w obsłudze i wymagają krótkiego szkolenia (1–3 dni). Mogą z nich korzystać operatorzy bez wysoko wykwalifikowanych lub doświadczonych spawaczy, co łagodzi niedobory siły roboczej i rosnące koszty pracy w firmach.
Łatwa integracja z automatyzacją i inteligentną produkcją
Urządzenia do spawania laserowego można zintegrować z robotami, zautomatyzowanymi liniami produkcyjnymi i systemami CNC, co pozwala na precyzyjne zautomatyzowane spawanie, zwiększające wydajność produkcji i usprawniające inteligentne wytwarzanie.
Szeroki zakres zastosowań
Spawanie laserowe stosowane do stal nierdzewna, stal węglowa, aluminium i niektóre stopy, powszechnie stosowane w obróbce blach, przemyśle motoryzacyjnym, elektronice i inżynierii mechanicznej.
Niskie długoterminowe koszty operacyjne
Spawanie laserowe wymaga użycia niewielkiej ilości materiałów eksploatacyjnych (takich jak pręty i druty spawalnicze) i wiąże się ze stosunkowo prostą konserwacją sprzętu, co pomaga obniżyć długoterminowe koszty operacyjne i ogólne wydatki produkcyjne.
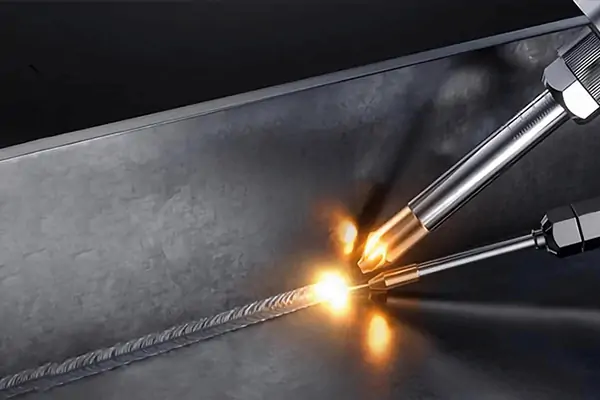
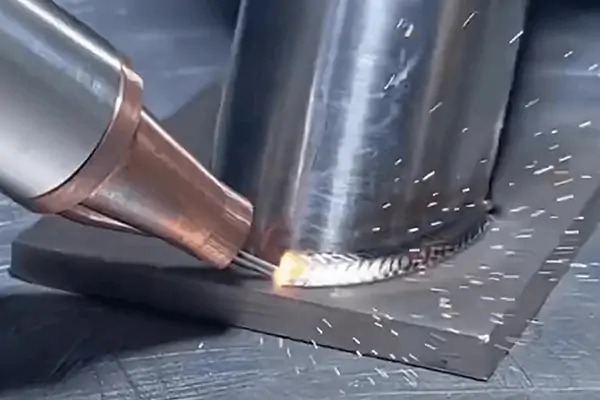
Pokaz efektów spawania




Wady spawania laserowego
1. Wyższe początkowe koszty inwestycyjne
Koszt spawarek laserowych i systemów wspomagających (cena spawarki laserowej 2026) jest zazwyczaj wyższy niż koszt tradycyjnego sprzętu TIG lub MIG, szczególnie w przypadku systemów dużej mocy i systemów zautomatyzowanych, które stawiają większe wymagania w zakresie początkowych nakładów inwestycyjnych (CAPEX) firmy. Ponadto, wysokiej klasy lasery światłowodowe i komponenty rdzeniowe dodatkowo zwiększają całkowity koszt inwestycji.
2. Surowe wymagania bezpieczeństwa lasera
Wiązki laserowe to źródła promieniowania o wysokiej energii, a spawanie laserowe to metoda obróbki o wysokiej gęstości energii, która stwarza pewne zagrożenia dla bezpieczeństwa. Wymagane jest ścisłe przestrzeganie procedur operacyjnych:
- Ochrona oczu: Operatorzy muszą nosić profesjonalne okulary ochronne do laserów, aby zapobiec urazom oczu spowodowanym bezpośrednim narażeniem na promieniowanie laserowe lub odbiciami. Firma Kempson bezpłatnie zapewnia wysokiej jakości okulary ochronne do laserów i powiązane narzędzia każdemu klientowi, który zakupi sprzęt do spawania laserowego.
- Procedury operacyjne: Sprzęt musi być obsługiwany w bezpiecznym i kontrolowanym środowisku, a procedury operacyjne muszą być ściśle przestrzegane, aby zapobiec wypadkom związanym z bezpieczeństwem, spowodowanym błędami operatora lub jego refleksem.
- Środki bezpieczeństwa: Zalecamy montaż osłon ochronnych lub systemów blokad bezpieczeństwa w celu ochrony personelu i zwiększenia bezpieczeństwa operacyjnego.
3. Wysokie wymagania materiałowe i procesowe
Spawanie laserowe stawia wysokie wymagania dotyczące stanu materiału i kontroli procesu, co bezpośrednio wpływa na jakość i stabilność spoiny:
- Czystość powierzchni: Powierzchnie obrabianego przedmiotu muszą być wolne od oleju, rdzy i warstw tlenków; w przeciwnym razie absorpcja energii lasera będzie zaburzona, co doprowadzi do porowatości, niepełnego zespolenia lub niestabilności spoin. Zazwyczaj wymagane jest czyszczenie przed spawaniem (takie jak szlifowanie lub czyszczenie laserowe).
- Precyzyjna precyzja montażu: Jeziorko stopu spawalniczego jest małe i wrażliwe na kontrolę szczeliny; zazwyczaj szczelina musi mieścić się w granicach 0.1–0.5 mm. W przeciwnym razie nadmierne szczeliny spoin będą słabej jakości, co będzie wiązać się z wysokimi wymaganiami dotyczącymi narzędzi, osprzętu i montażu.
- Spawanie materiałów o wysokim współczynniku odbicia światła jest trudne: materiały takie jak aluminium i miedź charakteryzują się wysokim współczynnikiem odbicia światła laserowego, co wymaga stosowania urządzeń o większej mocy lub zoptymalizowanych procesów (takich jak spawanie drutem) w celu zapewnienia stabilności spoiny.
- Wysokie wymagania dotyczące dopasowania parametrów: Parametry takie jak moc lasera, prędkość spawania i położenie ogniska muszą zostać zoptymalizowane na podstawie materiału i grubości; w przeciwnym razie jakość spoiny może być obniżona.
4. Ograniczenia grubości spawania
Spawanie laserowe nadaje się do spawania blach o średniej i cienkiej grubości, a jego możliwości spawalnicze są ograniczone przede wszystkim mocą sprzętu i metodami obróbki:
- Ręczne spawanie laserowe: Zazwyczaj odpowiednie do metali o grubości od 0.5 do 8 mm (takich jak stal nierdzewna i stal węglowa). W tym zakresie możliwe jest spawanie jednowarstwowe z estetycznym wykończeniem i wysoką wydajnością.
- Spawanie laserowe dużej mocy: urządzenia spawalnicze o mocy 3000 W–4000 W mogą obrabiać materiały o grubości do około 10–12 mm; jednak w miarę zbliżania się do górnej granicy, w celu zapewnienia jakości spoiny konieczne jest zastosowanie spawania oscylacyjnego lub podawania drutu.
- Połączenie z tradycyjnymi metodami spawania: Jeśli grubość przekracza zakres spawania laserowego (np. >12 mm), zazwyczaj konieczne jest zastosowanie tradycyjnych metod spawania, takich jak MIG, w celu uzyskania równowagi między jakością i kosztami.
5. Wysokie wymagania dotyczące stabilności urządzeń i niezawodności procesów
Spawanie laserowe to proces spawania o wysokiej precyzji, który stawia wysokie wymagania co do stanu urządzeń i stabilności procesu:
- Proces spawania opiera się na stabilnej mocy wyjściowej: wahania mocy lasera bezpośrednio wpływają na formowanie ściegu i jakość spoiny, dlatego sprzęt musi pracować stabilnie. W porównaniu z tradycyjnym sprzętem spawalniczym, spawanie laserowe nie wymaga częstej wymiany materiałów eksploatacyjnych; konieczna jest jedynie okresowa kontrola soczewek ochronnych i czyszczenie elementów optycznych, co przekłada się na niższe wymagania konserwacyjne.
- Wysokie wymagania dotyczące stabilności sprzętu: Systemy laserowe obejmują lasery i układy chłodzenia, które muszą być utrzymywane w dobrym stanie technicznym, aby zapobiec wpływowi temperatury lub czynników środowiskowych na wyniki spawania.
- Pewne uzależnienie od wsparcia technicznego: W złożonych warunkach operacyjnych lub w zautomatyzowanych aplikacjach może być konieczne profesjonalne wsparcie w zakresie debugowania i optymalizacji procesów.
6. Wysokie wymagania produkcyjne
Spawanie laserowe jest wrażliwe na dostrajanie procesu i warunki środowiskowe; w fazie wdrażania nowego projektu wymagana jest optymalizacja parametrów, testowanie materiałów i walidacja. Stabilne zasilanie, odpowiednia temperatura i bezpyłowe środowisko pomagają zapewnić jakość spawania i ciągłość produkcji.
Jeśli możesz przedstawić nam konkretne wymagania dotyczące spawania lub scenariusze operacyjne, możemy zlecić firmie Kempson przeprowadzenie profesjonalnych testów spawalniczych i przedstawić Ci rozwiązania dostosowane do Twoich potrzeb.
Spawanie laserowe a spawanie tradycyjne
Wybierając metodę spawania, firmy powinny wziąć pod uwagę takie kluczowe czynniki, jak prędkość spawania, precyzja, kompatybilność materiałów i ogólny zwrot z inwestycji.
Poniższa tabela porównuje spawanie laserowe z dwiema powszechnie stosowanymi metodami tradycyjnymi, TIG i MIG, pod względem głównych wskaźników wydajności. Aby uzyskać bardziej szczegółowe zestawienie różnic w wydajności i zastosowaniach MIG, można również zapoznać się z naszym poradnikiem. Spawanie laserowe ręczne a spawanie metodą MIG.
| Wymiar porównawczy | Spawanie laserowe | Spawanie TIG (wolfram w gazie obojętnym) | Spawanie metodą MIG (spawanie metodą MIG w osłonie gazów obojętnych) |
|---|---|---|---|
| Szybkość spawania | Spawanie punktowe, spawanie liniowe, spawanie pachwinowe i spawanie zakładkowe | Wolniejszy, odpowiedni do produkcji precyzyjnej i małoseryjnej | Prędkość متوسط, odpowiednia do produkcji małych i średnich partii |
| Precyzja spawania | Mały roztopiony staw, wąski i estetyczny szew spawalniczy | Spawy o wysokiej precyzji, odpowiednie do cienkich płyt i precyzyjnych części | Szerszy szew spawalniczy wymaga obróbki końcowej |
| Kompatybilność materiałowa | Nadaje się do płyt o średniej grubości, materiałów o wysokim współczynniku odbicia światła i precyzyjnych elementów | Cienkie płyty i stopy specjalne | Nadaje się do stali węglowej, stali nierdzewnej i grubych płyt |
| Strefa wpływu ciepła | Małe, niskie odkształcenie | Relatywnie małe, niskie odkształcenie | Duża strefa wpływu ciepła, podatna na naprężenia i odkształcenia |
| Typy połączeń | Łatwa integracja z automatycznymi liniami produkcyjnymi, wysoka powtarzalność | Połączenia pachwinowe i cienkie blachy | Spawanie pachwinowe, spawanie płaskie |
| Automatyzacja i powtarzalność | Generalnie nie ma potrzeby szlifowania, spoiny są czyste | Trudne do zautomatyzowania, w dużym stopniu zależne od umiejętności operatora | Możliwa jest półautomatyzacja, ale powtarzalność zależy od operatora |
| Poziom trudności operacji | Stosunkowo prosty, łatwy do wyszkolenia | Wysokie wymagania kwalifikacyjne, jakość spoin zależy od doświadczenia | Łatwiejsza obsługa, krótki cykl szkoleniowy |
| Wymagania dotyczące postprodukcji | Niskie zużycie energii, wydajność zależy od operatora | Dobry wygląd spoiny, zazwyczaj minimalna obróbka końcowa | Wymaga szlifowania lub wykańczania, co wpływa na wydajność |
| Zużycie energii i efektywność energetyczna | Niskie zużycie energii na spaw, wysoka wydajność | Niskie zużycie energii, ale niska wydajność | Niskie zużycie energii, wydajność zależy od operatora |
| Inwestycja i koszty długoterminowe | Wysoka początkowa inwestycja, ale szybki zwrot z inwestycji | Niskie inwestycje, niska wydajność, wysokie koszty pracy, niski zwrot z inwestycji | Umiarkowana inwestycja, odpowiednia do produkcji na średnią skalę, niższy zwrot z inwestycji |
| Bezpieczeństwo i wpływ na środowisko | Brak oparów, niskie zanieczyszczenie | Mało oparów, ale obecne promieniowanie UV | Spawanie z dużą prędkością nadaje się do produkcji ciągłej |
W porównaniu do tradycyjnego spawania metodami TIG i MIG, spawanie laserowe oferuje znaczące korzyści pod względem szybkości, precyzji, kontroli strefy wpływu ciepła, zwrotu z inwestycji i zrównoważonego rozwoju dla środowiska, dzięki czemu idealnie nadaje się do spawania blach o średniej i cienkiej grubości oraz do precyzyjnej produkcji przemysłowej.
Jeśli nie masz pewności, która metoda spawania będzie odpowiednia dla Twojego projektu, skontaktuj się z nami, a otrzymasz fachową poradę i dostosowane rozwiązania od firmy Kempson.
Przewodnik po wyborze i studia przypadków
Zalety spawania laserowego to kluczowe czynniki, które użytkownicy powinni wziąć pod uwagę przy wyborze. Spawanie laserowe sprawdza się w następujących zastosowaniach:
- Dążenie do zwiększenia wydajności spawania: Doskonale nadaje się do zautomatyzowanej produkcji wielkoseryjnej. Zapewnia dużą prędkość spawania i poprawia ogólną wydajność produkcji.
- Poprawiona jakość spoin: Spawane laserowo szwy są gładkie i cienkie, mają estetyczny wygląd i zapewniają większą precyzję i powtarzalność spawania.
- Zredukowana liczba kroków przetwarzania końcowego: Obsługa jest prosta, czas szkolenia krótki, a spawanie odbywa się w jednym przejściu, co eliminuje potrzebę wtórnego szlifowania i zmniejsza konieczność ręcznej obróbki końcowej.
- Dążenie do uzyskania długoterminowego zwrotu z inwestycji: Spawanie laserowe jest niezwykle wydajne i stabilne; w normalnych warunkach sprzęt charakteryzuje się długą żywotnością, co przekłada się na wysoki, długoterminowy zwrot z inwestycji.
- Kompatybilność z materiałami elastycznymi: Obsługuje szeroką gamę materiałów, w tym arkusze o średniej i cienkiej grubości, grube płyty i materiały o wysokim współczynniku odbicia, umożliwiając szybkie spawanie z minimalnymi odkształceniami i estetycznymi spoinami.
Pokaz spraw Kempsona
Producent specjalizujący się w elementach ze stali nierdzewnej początkowo stosował tradycyjne spawanie metodą MIG, co wiązało się z licznymi wyzwaniami, takimi jak wysokie koszty ręcznego szlifowania (około 120 juanów miesięcznie), wysokie koszty materiałów (około 50 juanów miesięcznie) oraz niska wydajność spawania. Co więcej, wykonanie każdego zespawanego elementu zajmowało średnio 45 minut, podczas gdy dzienny efektywny czas pracy wynosił zaledwie 6 godzin. Po wprowadzeniu spawania laserowego problemy te zostały łatwo rozwiązane: wydajność spawania znacznie wzrosła, koszty pracy uległy znacznemu obniżeniu, a jakość spawania uległa poprawie. [Zobacz studium przypadku]
O Kempsonie
Kempson jest wiodącym globalnym producentem przemysłowych rozwiązań do spawania laserowego. Dostarczamy nie tylko sprzęt, ale również precyzyjne rozwiązania w zakresie obróbki powierzchni. Poznaj historię naszej marki: Historia marki Kempson „EverLens Weld 1 + n”.
- Możliwości wewnętrznych prac badawczo-rozwojowych: Dzięki naszemu zaangażowanemu zespołowi badawczo-rozwojowemu posiadamy dogłębną wiedzę specjalistyczną w zakresie zastosowań laserowych. Do tej pory Kempson uzyskał ponad 30 patentów na kluczowe technologie, utrzymując pozycję lidera w branży w zakresie sterowania wiązką, systemów zarządzania temperaturą i inteligentnego oprogramowania operacyjnego.
- Wiele certyfikatów międzynarodowych: Nasze procesy produkcyjne ściśle przestrzegają międzynarodowych standardów jakości. Cała nasza linia produktów posiada certyfikaty CE (Unia Europejska), ISO 9001 (System Zarządzania Jakością) oraz FDA (Amerykańska Agencja Żywności i Leków).
- Zalety usługi: Kempson Laboratories oferuje bezpłatne badania próbek z wykorzystaniem dostarczonych przez klienta podłoży i próbek spawalniczych, dostosowując optymalne współczynniki mocy i konfiguracje parametrów do Twoich konkretnych potrzeb.
- Globalne wsparcie posprzedażowe: Wszystkie systemy objęte są 3-letnią gwarancją, uzupełnioną o zdalne doradztwo techniczne i szybką dostawę części zamiennych.
Aby uzyskać szczegółowe informacje techniczne na temat systemów spawania laserowego lub zamówić bezpłatne testy próbek, prosimy o kontakt. skontaktuj się z naszymi konsultantami technicznymi kiedykolwiek.
FAQ
Czy spawanie laserowe może zastąpić spawanie TIG lub MIG?
Spawanie laserowe może zastąpić spawanie TIG lub MIG w określonych warunkach i jest odpowiednie do spawania blach o średniej i małej grubości, elementów o wysokiej precyzji oraz standaryzowanej produkcji seryjnej. Jednak tradycyjne metody spawania pozostają lepszym wyborem w przypadku grubych blach lub złożonych połączeń. Wybór powinien opierać się na kompleksowej ocenie czynników, takich jak materiał, precyzja i skala produkcji.
Jakie materiały nadają się do stosowania w spawarkach laserowych?
Nadaje się do spawania stali nierdzewnej, stali węglowej, aluminium i niektórych stopów. Szczególnie dobrze sprawdza się w spawaniu blach o średniej i małej grubości, materiałów silnie odblaskowych oraz precyzyjnych części. Zapewnia dużą prędkość, minimalne odkształcenia i estetyczne spoiny.
Jaką szerokość i precyzję spoiny można osiągnąć dzięki spawaniu laserowemu?
Szerokość spoiny można regulować w zakresie od 0.2 do 1 mm, z niewielką strefą wpływu ciepła, wysoką precyzją i jednolitymi, estetycznymi spoinami. Doświadczeni operatorzy używający ręcznych lub stacjonarnych spawarek laserowych mogą zapewnić wysoką spójność i powtarzalność partii.
O ile spawanie laserowe zwiększa wydajność produkcji w porównaniu do tradycyjnych metod spawania?
W porównaniu ze spawaniem metodą TIG, spawanie laserowe jest około 3–5 razy szybsze, a w porównaniu ze spawaniem metodą MIG – około 1.5–3 razy szybsze. Dodatkowo, zapewnia gładkie spoiny z minimalnymi odkształceniami cieplnymi, co czyni je odpowiednim do produkcji masowej.
Jaka jest przybliżona cena sprzętu do spawania laserowego?
Ceny spawarek laserowych wahają się zazwyczaj od 5,860 do 19 850 dolarów, a ich wysokość zależy od takich czynników, jak moc lasera, konfiguracja systemu i wymagania personalizacyjne. Jeśli jesteś zainteresowany jedną z naszych spawarek laserowych, skontaktuj się z nami, aby uzyskać więcej informacji.
Jaka jest żywotność spawarki laserowej?
Zazwyczaj żywotność spawarki laserowej światłowodowej wynosi od 6 do 12 lat. Źródło światła (laser światłowodowy) charakteryzuje się zazwyczaj ciągłą żywotnością wynoszącą 50 000–100 000 godzin, a regularna konserwacja, stabilne zasilanie i odpowiednie środowisko pracy mogą dodatkowo wydłużyć żywotność urządzenia.
Wniosek
W porównaniu z tradycyjnym spawaniem TIG i MIG, spawanie laserowe oferuje takie zalety, jak duża prędkość, precyzja, łatwość automatyzacji oraz wysoki, długoterminowy zwrot z inwestycji. Ma jednak również wady, takie jak wysokie początkowe koszty inwestycyjne oraz rygorystyczne wymagania dotyczące materiałów i procesów. Jeśli rozważasz modernizację procesu spawania lub szukasz najlepszego rozwiązania dla swojego projektu, nasz zespół służy pomocą.
Skontaktuj się z nami już dziś, aby uzyskać fachową poradę i rozwiązania spawalnicze dostosowane do Twoich indywidualnych potrzeb.




