
Spis treści
Spawanie laserowe z głęboką penetracją to proces spawania o wysokiej gęstości energii, który wykorzystuje skupioną wiązkę lasera do uzyskania efektu dziurki od klucza, umożliwiając spawanie na pełnej głębokości z minimalną strefą wpływu ciepła i niskimi odkształceniami. W porównaniu z tradycyjnym spawaniem łukowym lub kondukcyjnym, zapewnia głębsze spoiny, większą prędkość i doskonałą wytrzymałość połączeń, co czyni je idealnym rozwiązaniem dla stali nierdzewnej, stali węglowej, stopów aluminium i precyzyjnych elementów metalowych. Technologia ta jest szeroko stosowana w przemyśle motoryzacyjnym, lotniczym, produkcji akumulatorów, obróbce metali i przemyśle ciężkim.
W tym artykule wyjaśnimy zasadę działania i definicję spawania laserowego z głęboką penetracją, przeanalizujemy jego zalety, porównamy je ze spawaniem kondukcyjnym, omówimy odpowiednie materiały, przedstawimy typy sprzętu i kluczowe parametry oraz udzielimy wskazówek, jak wybrać właściwy system spawania laserowego do danego zastosowania.
Czym jest spawanie laserowe z głęboką penetracją?
Spawanie laserowe z głęboką penetracją, znane również jako spawanie laserowe z otworem na klucz, to precyzyjna metoda łączenia, która polega na użyciu wiązki laserowej o dużej mocy do utworzenia w metalu parowanego otworu. Otwór ten pozwala energii lasera na penetrację całej grubości materiału, tworząc proces głębokiego spawania laserowego z wąskimi szwami, minimalnymi strefami wpływu ciepła i doskonałą wytrzymałością mechaniczną.
W przeciwieństwie do tradycyjnego spawania łukowego, które nagrzewa powierzchnię i wykorzystuje przewodzenie do łączenia metali, spawanie laserowe dużej mocy bezpośrednio odparowuje materiał, aby uzyskać pełną grubość penetracji w jednym przejściu. Dzięki temu jest szczególnie odpowiedni do grube metalowe płyty w takich gałęziach przemysłu jak motoryzacja, przemysł stoczniowy, przemysł lotniczy i ciężki sprzęt, gdzie mocne, precyzyjne i mało odkształcalne spoiny są koniecznością.
Metoda ta łączy w sobie szybkość, dokładność i niezawodność, oferując znaczącą przewagę nad spawaniem konwencjonalnym w zastosowaniach produkcyjnych o dużym zapotrzebowaniu.
Dla litu szacuje się rozwiązania do spawania laserowego grubych blach, kliknij aby obejrzeć.
Jak działa spawanie laserowe z głęboką penetracją?
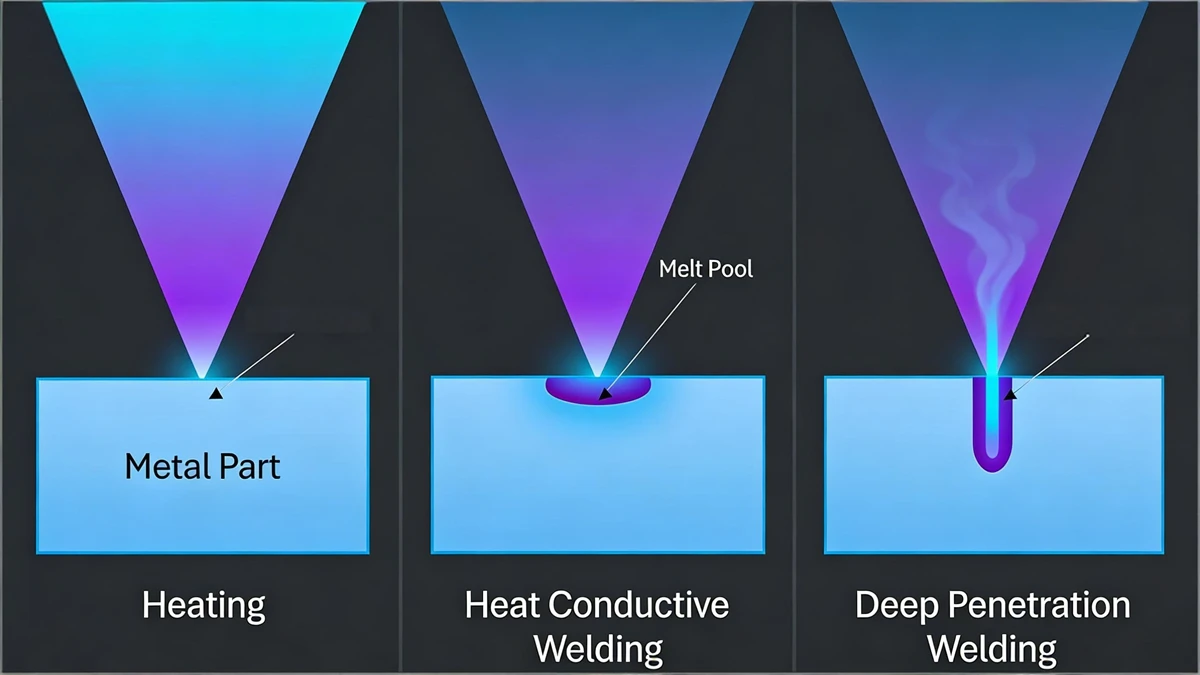
Spawanie laserowe z głęboką penetracją odbywa się poprzez mechanizm spawania z otworem klucza. W tym procesie wiązka lasera o dużej intensywności odparowuje metal, tworząc wąską, wypełnioną parą wnękę, zwaną otworem klucza. Czym jest dziurka od klucza w spawaniu laserowym pozwala wiązce lasera wniknąć głębiej w materiał. Ciśnienie pary wewnątrz otworu klucza wymusza przepływ stopionego metalu, tworząc stabilne jeziorko stopionego metalu i umożliwiając laserowi głęboką penetrację przy minimalnych zniekształceniach.
Proces ten opiera się na wysokiej gęstości energii, która koncentruje moc lasera w małym punkcie, zwiększając gęstość mocy i umożliwiając szybkie zgrzewanie całej grubości w jednym przejściu. Prawidłowe skupienie i ustawienie wiązki mają kluczowe znaczenie dla utrzymania stabilności otworu kluczowego i uzyskania spójnej jakości spoiny.
Poniżej przedstawiono uproszczony przepływ pracy:
- Promień lasera pada na powierzchnię metalu.
- W wyniku parowania materiału powstają otwory w kształcie dziurki od klucza.
- Ciśnienie pary powoduje cyrkulację stopionego metalu wokół otworu klucza.
- Laser przesuwa się wzdłuż złącza, wzmacniając głęboką spoinę za otworem.
Połączenie spawania laserowego z oczkiem klucza, głębokiego spawania laserowego oraz precyzyjnej kontroli energii i skupienia zapewnia wysokiej jakości spoiny dla grubych metali i precyzyjnych elementów.

Głęboka penetracja a spawanie laserowe kondukcyjne
Spawanie laserowe z głęboką penetracją i spawanie laserowe kondukcyjne to dwie powszechnie stosowane metody spawania laserowego, każda przeznaczona do innych zastosowań. Spawanie z głębokim wtopieniem (z oczkiem klucza) Wykorzystuje mocną, ściśle skupioną wiązkę laserową do odparowania metalu i utworzenia dziurki od klucza, co pozwala na uzyskanie pełnej grubości spoiny w jednym przejściu. W przeciwieństwie do tego, spawanie kondukcyjne wykorzystuje niższą moc i ogrzewanie powierzchniowe, a energia jest przewodzona przez materiał, co skutkuje płytkimi spoinami i wolniejszą obróbką grubych metali.
Zrozumienie różnic pomoże Ci wybrać optymalną technikę spawania laserowego, dostosowaną do materiałów, grubości i wymagań produkcyjnych. Obie metody są szeroko stosowane w przemyśle motoryzacyjnym, lotniczym, produkcji akumulatorów i precyzyjnej obróbce metali, ale wybór zależy od pożądanej głębokości wtopienia, prędkości i jakości spoiny.
| Cecha | Spawanie laserowe z głęboką penetracją (oczko klucza) | Spawanie laserowe kondukcyjne |
|---|---|---|
| Głębokość spoiny | 5.35-12 mm, w zależności od materiału i mocy | 0.5–3 mm, Płytkie spoiny licowe |
| Strefa wpływu ciepła (HAZ) | minimalny | Większe, bardziej zniekształcone termicznie |
| Moc lasera | 3000w-6000w | Niska do średniej mocy |
| Prędkość | Szybki pojedynczy przejazd | Wolniej, może wymagać wielu przejść |
| Odpowiednia grubość materiału | Grube metale | Tylko cienkie arkusze |
| Jakość spoiny | Wąski, mocny, precyzyjny | Szerszy, mniej jednolity |
| Zastosowania | Motoryzacja, lotnictwo i przemysł ciężki | Elektronika, cienkie elementy metalowe |
| Kluczowe zalety | Szybkie, niskie zniekształcenia, mocne połączenia | Prosta konfiguracja, niższy koszt, delikatny dla cienkich materiałów |
Zalety
Głęboka penetracja spoiny: Umożliwia łączenie pełnej grubości blachy w jednym przejściu, dzięki czemu idealnie nadaje się do grubych płyt metalowych w zastosowaniach motoryzacyjnych, stoczniowych, dźwigowych i lotniczych.
Wysoka prędkość spawania: Szybkie przetwarzanie skraca czas produkcji i zwiększa wydajność w produkcji masowej i ciężkim przemyśle.
Wąska strefa wpływu ciepła: Minimalizuje uszkodzenia termiczne i zachowuje właściwości otaczającego materiału, nadaje się do precyzyjnych komponentów i elektroniki.
Minimalne zniekształcenie: Skoncentrowana energia i mechanizm dziurki od klucza gwarantują dokładność wymiarową w przypadku dużych konstrukcji i skomplikowanych zespołów.
Wysoka wytrzymałość mechaniczna: Tworzy gęste, jednolite spoiny o doskonałej integralności połączenia, odpowiednie do zastosowań w elementach mechanicznych i konstrukcyjnych poddawanych dużym obciążeniom.
Zastosowania
Spawanie laserowe z głęboką penetracją jest odpowiednie dla branż wymagających głębokich spoin, wysokiej wytrzymałości konstrukcyjnej i wysokiej wydajności produkcji. Wysoka moc lasera umożliwia niezawodne formowanie otworów i uzyskiwanie spoin z pełną penetracją w wymagających warunkach przemysłowych.





Produkcja samochodowa
Stosowany do ram podwozi, wzmocnień konstrukcyjnych, obudów akumulatorów i elementów przekładni. Głęboki proces spawania laserowego poprawia wytrzymałość połączeń, a jednocześnie wspiera lekkie konstrukcje pojazdów i szybkie, zautomatyzowane linie produkcyjne.
Okrętownictwo
Idealna do spawania grubych blach stalowych, sekcji kadłuba i konstrukcji pokładowych. Spawanie laserowe z oczkiem klucza minimalizuje odkształcenia i zwiększa wydajność spawania w wielkogabarytowych konstrukcjach morskich.
Maszyny przemysłowe
Stosowane w maszynach budowlanych, sprzęcie górniczym i ramach przemysłowych, gdzie grube materiały i wysokie obciążenia wymagają mocnych, głębokich szwów spawalniczych.
Lotnictwo
Umożliwia precyzyjne spawanie stopów o wysokiej wytrzymałości i zespołów konstrukcyjnych dzięki wąskim strefom wpływu ciepła i rygorystycznym standardom kontroli jakości.
Zbiorniki ciśnieniowe
Zapewnia pełne przetopienie spoin zbiorników, rurociągów i pojemników wysokociśnieniowych, gwarantując doskonałą wytrzymałość mechaniczną i odporność na przecieki.

Kempson oferuje rozwiązania w zakresie spawania laserowego z głęboką penetracją klasy przemysłowej, w tym ręczna spawarka laserowa, systemy spawarek laserowych światłowodowych o dużej mocy, zautomatyzowane platformy spawalniczei konfiguracje dostosowane do indywidualnych potrzeb. Nasz zespół inżynierów zapewnia optymalizację parametrów, wsparcie integracji i skalowalne systemy dostosowane do globalnych wymagań produkcyjnych.
Odpowiednie materiały
Spawanie laserowe z głęboką penetracją jest bardzo skuteczne w przypadku metali wymagających łączenie na całej grubości, wysoka wytrzymałość połączenia i minimalne odkształcenia termiczneWybór prawidłowej mocy lasera, długości fali i skupienia wiązki ma kluczowe znaczenie dla uzyskania stabilnej jakości spoiny i maksymalizacji wydajności.
| Materiał | Charakterystyka spawania | Zastosowania przemysłowe | Uwagi techniczne |
|---|---|---|---|
| Stal nierdzewna | Doskonała spawalność, stabilne tworzenie otworów w kluczu | Części samochodowe, urządzenia spożywcze, ramy konstrukcyjne | Minimalna ilość odprysków, czysty szew spawalniczy |
| Stal węglowa | Duża zdolność penetracji, opłacalność | Ciężkie maszyny, budowa statków, budownictwo | Wymaga kontroli parametrów w celu uniknięcia porowatości |
| Stopy aluminium | Lekka, o wysokiej przewodności cieplnej | Tacki na akumulatory pojazdów elektrycznych, części lotnicze | Wymaga większej mocy ze względu na rozpraszanie ciepła |
| Stopy tytanu | Wysoki stosunek wytrzymałości do masy | Konstrukcje lotnicze, urządzenia medyczne | Wymaga gazu osłonowego, aby zapobiec utlenianiu |
Czynniki wpływające na spawanie laserowe z głęboką penetracją
Wydajność spawania laserowego z głęboką penetracją jest bezpośrednio uzależniona od energii wejściowej, charakterystyki wiązki oraz stanu złącza. Proces ten opiera się na stabilnym formowaniu otworu kluczowego i wysokiej gęstości energii, co wymaga precyzyjnej kontroli parametrów spawania, aby zapewnić głębokie wtopienie spoiny, niską porowatość i stałą wytrzymałość mechaniczną. Na jakość spoiny i stabilność produkcji wpływają następujące czynniki techniczne:
Gęstość wiązki laserowej (koncentracja energii)
Gęstość wiązki laserowej określa stopień koncentracji energii lasera na powierzchni materiału. Jest ona determinowana przede wszystkim przez ognisko wiązki i rozmiar plamki, a także charakterystykę modów wiązki. Stabilna i wystarczająco wysoka gęstość energii ma kluczowe znaczenie dla formowania i utrzymania otworu kluczowego. Niestabilna lub słabo skoncentrowana wiązka może powodować powstawanie defektów, takich jak pory, zapadnięcie się otworu kluczowego lub nieregularne spoiny.
Szybkość spawania
Prędkość spawania bezpośrednio wpływa na ilość wprowadzanego ciepła i stopień wtopienia. Niższe prędkości zwiększają akumulację ciepła i mogą powiększyć strefę wpływu ciepła, prowadząc do odkształceń. Zbyt wysokie prędkości mogą jednak zmniejszyć głębokość wtopienia i spowodować niepełne wtopienie. Właściwa koordynacja prędkości zapewnia równowagę między wydajnością a integralnością spoiny.
Pozycja ogniskowa
Pozycja ogniska określa, gdzie energia lasera jest najbardziej skoncentrowana. Precyzyjna regulacja ogniska jest niezbędna do utrzymania stabilności otworu klucza i głębokiej penetracji. Jeśli ognisko jest ustawione zbyt wysoko lub zbyt nisko względem powierzchni przedmiotu obrabianego, gęstość mocy spada, co może prowadzić do podtopienia, niewystarczającej penetracji lub nadmiernego rozprysku.
Gaz osłonowy
Gaz osłonowy chroni jeziorko spawalnicze przed utlenianiem i zanieczyszczeniami podczas spawania. Wpływa on również na zachowanie plazmy i stabilność otworu spawalniczego. Niewłaściwa ochrona gazowa może powodować utlenianie, porowatość lub niestabilność spoiny. Dobór gazu i stabilność przepływu są szczególnie ważne w przypadku metali reaktywnych.
Przygotowanie i dopasowanie stawów
Szczelina i stan powierzchni mają istotny wpływ na stabilność spawania. Nadmierne szczeliny mogą zaburzyć ciągłość jeziorka stopowego i obniżyć parametry penetracji. Czyste, prawidłowo ustawione spoiny pomagają zapewnić spójność spoiny i wytrzymałość mechaniczną.
Rodzaj materiału
Właściwości materiału odgrywają decydującą rolę w spawaniu laserowym z głęboką penetracją. Grubość, współczynnik odbicia, przewodność cieplna, temperatura topnienia i szybkość chłodzenia wpływają na stabilność procesu. Materiały o wysokim współczynniku odbicia lub przewodności wymagają zoptymalizowanej kontroli energii, a dobór nieodpowiednich materiałów może zwiększyć ryzyko pęknięć, odkształceń lub porowatości.
FAQ
Na czym polega efekt dziurki od klucza w spawaniu laserowym z głęboką penetracją?
Efekt dziurki od klucza występuje, gdy gęstość mocy lasera przekracza pewien próg (zwykle >10^6 W/cm²), powodując parowanie metalu i utworzenie małego otworu lub „dziurki od klucza”, który pozwala energii lasera na głębszą penetrację materiału.
Jakie są zalety spawania laserowego z głęboką penetracją?
Do najważniejszych zalet należą: wysoki stosunek głębokości do szerokości (do 10:1), minimalne odkształcenia cieplne, wyjątkowo duża prędkość spawania i możliwość łączenia grubych materiałów w jednym przejściu.
W jakich branżach wykorzystuje się spawanie laserowe z głęboką penetracją?
Materiał ten jest powszechnie stosowany w przemyśle ciężkim, motoryzacyjnym (elementy skrzyń biegów i podwozi), lotniczym i stoczniowym, wszędzie tam, gdzie wymagane są głębokie spoiny o dużej wytrzymałości.
Wniosek
Spawanie laserowe z głębokim przetopem to proces spawania o wysokiej gęstości energii, umożliwiający uzyskanie spoin o wysokiej wytrzymałości i wysokiej precyzji z pełnym przetopem. Dzięki stabilnemu efektowi dziurki od klucza, właściwości mechaniczne spoiny mogą być zbliżone do właściwości materiału bazowego. Proces ten jest szczególnie odpowiedni do spawania grubych blach i elementów konstrukcyjnych, spełniając rygorystyczne wymagania przemysłowe dotyczące niezawodności, dokładności wymiarowej i długotrwałej stabilności.
Kempson — lider w technologii spawania laserowego grubych blach
Maksymalnie wykorzystujemy pełen cykl życia spawania grubych blach dzięki zaawansowanym systemom laserowym, konfiguracjom klasy przemysłowej i wsparciu inżynieryjnemu ekspertów, napędzając innowacje w branży spawania grubych blach. Oto historia naszej marki: Marka Story
Jeśli potrzebujesz grubych płyt lub masz pytania techniczne, prosimy o kontakt skontaktuj się z nami po więcej informacji.







