
In industrial manufacturing, arc welding and laser welding are two common process options. Arc welding is known for its low equipment investment and wide range of applications, while laser welding offers advantages in terms of efficiency, precision, and automation. As these two methods are suited for different scenarios, it is important to select the appropriate laser equipment based on production requirements.
This article will analyze arc welding vs laser welding from the perspectives of principles, advantages and disadvantages, applications, and costs, clarifying their respective scopes of application to help businesses choose the most suitable welding solution.

What Is Arc Welding?
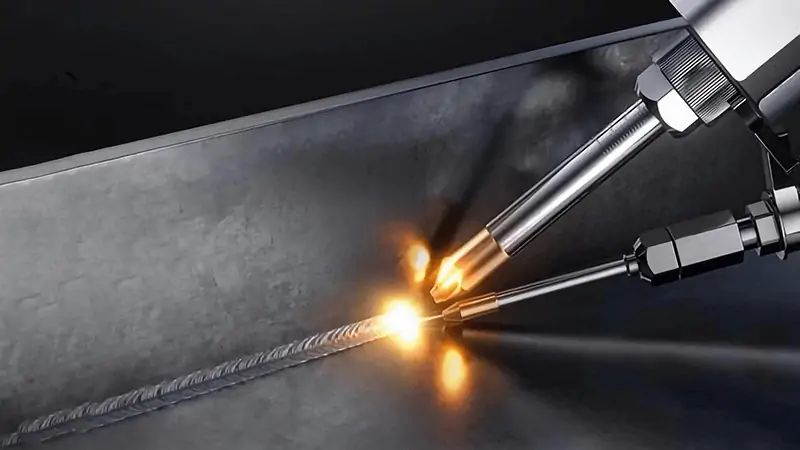
Arc welding is a metal joining process that converts electrical energy into thermal energy by establishing a stable arc between an electrode and the workpiece, thereby heating the joint area and melting it locally. The molten metal forms a weld pool that gradually solidifies as the arc moves, ultimately forming a weld bead to join the materials. Due to the high temperatures of the arc, metal can be melted rapidly. This method is suitable for a wide range of materials and thicknesses and is widely used in industrial manufacturing.

During the welding process, filler metal is supplied by welding wire or electrodes, while shielding gas or flux isolates the joint from the atmosphere to prevent oxidation and porosity. Current, voltage, and welding speed directly affect penetration depth and weld bead formation, making them key parameters for controlling weld quality.
Common Welding Processes
Arc welding can be categorized into the following types based on wire feeding methods and shielding mechanisms:
MIG Welding (Gas Metal Arc Welding, GMAW): This process uses continuous wire feeding combined with shielding gas, offering high efficiency and making it suitable for mass production and the fabrication of medium- and thin-gauge sheets.
TIG Welding (Tungsten Inert Gas Welding, GTAW): Uses a non-consumable electrode, resulting in stable weld bead formation and high-quality welds. It is commonly used for precision welding of materials such as stainless steel and aluminum alloys.
Manual Arc Welding (SMAW): Uses a welding rod as the electrode. The equipment is simple, and it offers strong adaptability to various environments, making it suitable for outdoor construction and maintenance work.
Submerged Arc Welding (SAW): Welding is performed under a layer of flux, with the arc hidden from view. It offers deep penetration and is suitable for continuous welding of thick plates and long welds.
Advantages of Arc Welding
Arc welding offers numerous advantages, making it a popular choice across various industries. The following are its main benefits:
Low Cost: The equipment has a simple structure and does not require complex auxiliary systems, resulting in lower overall procurement and maintenance costs. It is suitable for rapid deployment in small and medium-sized factories.
Wide Range of Applications: It can reliably weld common metals such as carbon steel, stainless steel, alloy steel, and aluminum. It also demonstrates strong adaptability to outdoor environments; manual metal arc welding (SMAW) can still be performed in windy or dusty conditions or without shielding gas.
Strong Welding Capability for Thick Plate Structures: Through multi-pass welding or combinations of different arc techniques, significant penetration depths can be achieved, making it suitable for the fabrication of medium-to-thick plates (6 mm and above) and heavy-duty structural components.
Multiple welding positions available: Arc welding can be performed in various positions—flat, horizontal, vertical, and overhead—as needed, flexibly adapting to different on-site conditions.
Disadvantages of Arc Welding
Large heat-affected zone (HAZ): Due to high arc temperatures and dispersed heat input, a wide heat-affected zone (HAZ) is likely to form, leading to deformation, warping, or increased residual stress in thin-gauge workpieces.
High skill requirements: Processes such as TIG and MIG require skilled operators to control current, arc length, and wire feed speed; novices often struggle to achieve consistent weld quality quickly.
High safety risks: The arc generates high temperatures and radiation, which can cause eye or skin damage. Burning flux or melting layered metals produces toxic fumes that pose hazards to welders and the environment.
Extensive post-welding processing: Welds often exhibit spatter, scale, or uneven formation, typically requiring grinding, cleaning, or secondary processing, and are difficult to integrate into automated systems.
Relatively slow welding speed: Methods such as TIG or manual arc welding are generally slow, requiring significant time to fill the weld. For thicker workpieces, multiple passes may be necessary to achieve full penetration, thereby increasing welding costs.
Applications of Arc Welding
Arc welding has a wide range of applications and is commonly used in metal fabrication, mechanical manufacturing, and building maintenance. The following are its primary applications:
- Metal Fabrication and Manufacturing: Used for welding steel structures, mechanical components, and various metal frames, such as factory structures and equipment supports.
- Heavy Machinery and Engineering Equipment: Widely used in the manufacture of structural components for excavators, cranes, and mining equipment, relying on its high penetration capability.
- Construction and Infrastructure: Used in engineering projects such as bridges, steel-framed buildings, and pipe supports, as it is well-suited to on-site construction environments.
- Pipelines and Pressure Vessels: Used in the petroleum and chemical industries for pipeline connections and pressure vessel welding, particularly in scenarios requiring high weld strength.
- Repair and Maintenance Operations: Suitable for equipment repair, structural reinforcement, and on-site emergency repairs, especially when the workpiece cannot be moved.
What Is Laser Welding?
Laser welding is a precision welding process that uses a high-energy-density laser beam to join materials. When focused, the laser beam generates extremely high energy (with a power density of up to 10⁵–10⁷ W/cm²), causing the metal to melt or even vaporize locally in an extremely short time. This creates a molten pool that solidifies rapidly, resulting in a dense weld. Because the heat input is concentrated, the heat-affected zone is small, and welding distortion is minimized, making it suitable for applications requiring high precision. What Is Laser Welding and How Does It Work? – A Comprehensive Guide
During the welding process, laser output power, focal position, and welding speed influence penetration depth and weld quality. Depending on requirements, either wire-fed or non-wire-fed processes can be selected, and shielding gases (such as argon or nitrogen) are used to minimize oxidation.
Common equipment primarily consists of fiber laser welding machines, which are suitable for materials such as stainless steel, carbon steel, and aluminum alloys, and are widely used in automated production lines and precision manufacturing.



Common Types of Laser Welding
Depending on the type of laser source and application method, common laser welding processes can be categorized as follows:
Fiber Laser Welding: Currently, the mainstream solution, it features high electro-optical conversion efficiency (approximately 30–40%) and excellent beam quality. Suitable for high-speed welding and automated production lines, it is widely used in the processing of stainless steel, carbon steel, and aluminum alloys.
CO₂ Laser Welding: Frequently used in the early days, it offers high absorption rates for non-metallic materials. However, due to its large equipment size and high maintenance costs, it is gradually being replaced by fiber lasers.
Handheld Laser Welding: Offering flexible operation, it is suitable for small- to medium-volume production and on-site work. Welding speeds are typically 2–5 times faster than traditional welding methods, making it ideal for thin and medium-thickness sheet materials.
Automatic Laser Welding: Combined with robots or motion platforms, this method enables high-precision batch welding and is suitable for standardized production in industries such as automotive and electronics.
Wobble Laser Welding: By oscillating the welding head, this method increases the weld width (up to 2–8 mm) and improves gap adaptability. It is commonly used for aluminum alloys and workpieces with larger assembly gaps.
Advantages of Laser Welding
High welding speed, suitable for automated production: The concentrated laser energy enables rapid heating and cooling, with welding speeds typically 2–5 times faster than those of traditional arc welding. It is also easy to integrate with robots and CNC systems, enabling stable batch production and improving overall production efficiency.
High precision, minimal heat-affected zone: The laser spot is extremely small (approximately 0.2–0.6 mm in diameter), concentrating heat input and creating a narrow heat-affected zone, which effectively reduces distortion and residual stress.
High-quality welds, reducing post-processing steps: The non-contact welding process eliminates direct physical contact between the welding head and the workpiece, resulting in aesthetically pleasing welds that are clean, smooth, and produce minimal spatter, thereby reducing the need for subsequent grinding and cleaning.
Strong Material Compatibility: It reliably welds materials such as stainless steel, carbon steel, and aluminum alloys, and supports a wide range of applications from thin sheets to medium-thick plates (0.5–10 mm), meeting the demands of modern precision manufacturing and multi-industry production.
Disadvantages of Laser Welding
High Equipment Costs: The overall investment in laser welding equipment (fiber lasers, cooling systems, and optical systems) is high, requiring significant initial capital outlay. This makes it suitable for large-scale or high-value-added production scenarios.
High Assembly Precision Requirements: The laser spot size is small (approximately 0.2–0.6 mm), making it sensitive to gaps between workpieces. Excessive assembly errors can affect weld bead formation, necessitating the use of oscillating laser welding to improve processing accuracy.
Limited thick-plate welding capability: For applications involving plates thicker than 8–12 mm, single-pass welding efficiency decreases, typically requiring multi-pass or hybrid processes.
Strict safety requirements: Lasers are high-energy beams (Class 4), necessitating strict protective measures (such as safety goggles and protective clothing) to prevent injury to operators.
Applications of Laser Welding
Laser welding is widely used across various industries, particularly in automated production and precision machining.
- Automotive Manufacturing: Used for welding body structures, battery trays, and components, with welding speeds reaching 1–5 m/min, making it suitable for high-volume automated production.
- Stainless Steel and Metal Fabrication: Used for welding cabinets, kitchenware, tubing, and thin-sheet structural components, producing fine welds with minimal distortion, thereby reducing the need for subsequent grinding processes.
- Electronics and Precision Manufacturing: Applied to small structural components such as electronic components and precision instrument housings, offering high precision, fast speeds, and minimal heat-affected zones.
- New Energy Industry: Used for welding power batteries, energy storage equipment, and connectors, where high stability and sealing performance are required.
- Hardware and Home Appliance Manufacturing: Suitable for processing doors, windows, appliance housings, and metal decorative components, enhancing aesthetic quality and production efficiency.
- Jewelry and Watch Manufacturing: Ideal for repairing and manufacturing complex jewelry and watch parts, designing intricate patterns, and assembling small components.





Arc Welding Vs Laser Welding: Key Differences
The following comparison of arc welding and laser welding covers aspects such as energy sources, process parameters, quality control, and cost:
| Comparison Item | Arc Welding | Laser Welding |
|---|---|---|
| Energy Source | Electric arc discharge | Focused laser beam |
| Welding Precision | Lower precision, prone to errors | High precision, ideal for small and complex parts |
| Welding Speed | Slower (manual), approx. 0.2–1.0 m/min | Faster, about 3–5× arc welding |
| Heat Affected Zone | Wide (approx. ≥2–5 mm) | Narrow (approx. 0.5–2 mm) |
| Distortion Control | Higher risk of deformation and residual stress | Reduced heat input, minimal distortion |
| Operation Method | Mainly manual | Supports handheld and automation |
| Weld Appearance | Spatter and slag, uneven seams | Smooth, clean welds with no slag |
| Material Thickness | Suitable for all thicknesses, especially >6 mm | Best for medium-thin materials (0.5–8 mm) |
| Safety | High heat, radiation, and fumes | Requires protection, but more controlled |
| Applications | Simple, small-batch welding | Complex, precision, and mass production |
| Automation Compatibility | Requires additional integration | Easily integrates with robots and production lines |
| Post-processing | Requires grinding and cleaning | Minimal or no post-processing needed |
| Equipment | Simple, low-cost equipment | Higher cost, automation-friendly |
| Overall Cost | Low equipment cost, high labor cost | Higher initial cost, lower long-term cost |
Laser welding is better suited for high-precision, high-efficiency, and automated production, while arc welding remains suitable for low-budget and flexible applications.
Arc Welding Vs Laser Welding: Complexity of Welding Projects
Arc welding is highly suitable for heavy-duty industrial welding tasks involving simple structures and large dimensions, such as steel structures, equipment supports, and general metal fabrication. It primarily focuses on joint strength and on-site adaptability, with relatively limited requirements for weld precision, making it suitable for medium-to-thick plates and workpieces with larger assembly gaps.
In actual production, arc welding is suitable for outdoor and harsh environments, as well as various welding positions. It can achieve complex joints through multi-pass welding and parameter adjustments, but it relies heavily on manual experience and skill, making it commonly used in construction, maintenance, and basic manufacturing industries.
Traditional arc welding, such as MIG or TIG, heavily relies on a continuous supply of shielding gas to protect the electrode and the weld pool from atmospheric contamination. When transitioning to newer technology, a common question arises: Do Laser Welders Need Gas as well? The answer is yes. Although laser welding uses a highly focused light beam instead of a physical electrode, it still requires auxiliary shielding gases like Argon or Nitrogen. This gas is crucial to prevent oxidation of the molten metal and protect the laser optics from spatter, meaning gas management remains an important factor when comparing the operational setups of both methods.
In contrast, laser welding is suitable for projects with complex structures and high precision requirements, such as thin-sheet assemblies, precision parts, and mass-produced products. Its focused laser beam enables a controlled heat-affected zone and heat input, preventing thermal deformation and welding defects caused by prolonged exposure to heat. This makes it better suited to modern manufacturing needs.
Arc Welding Vs Laser Welding: Material Compatibility
Different welding processes vary in their range of applicable materials and processing performance. The following table shows the compatibility of Arc Welding and Laser Welding with common metallic materials:
| Material Type | Arc Welding | Laser Welding |
|---|---|---|
| Carbon Steel | Widely applicable, stable welding | Stable weld formation, ideal for mass production |
| Stainless Steel | Stable welding, requires heat input control | Fine welds with minimal oxidation |
| Aluminum Alloy | Requires high skill, prone to porosity | Improved stability with wobble welding |
| Galvanized Steel | Prone to porosity, requires post-polishing | Defects can be reduced with parameter control |
| Dissimilar Metals | Difficult, often requires special processes or filler materials | Can join different metals, requires precise control |
| Thin Sheet (≤3 mm) | High heat input, risk of burn-through or distortion | Stable welding requires heat input control |
| Medium-Thick Plate (≥6 mm) | Achieved through multi-pass welding | Requires multi-layer processes or high-power systems |
Case Study: A manufacturer specializing in automotive radiators faced the challenge of welding aluminum alloy fins to a carbon steel frame, which involved dissimilar metal welding. When they used traditional TIG welding, they encountered issues such as insufficient weld strength and leaks, resulting in high rework rates and inconsistent quality. After introducing Kempson’s portable water-cooled 1500W thin-sheet laser welding machine, the results exceeded expectations, significantly improving both weld quality and production efficiency.
Arc Welding Vs Laser Welding: Comprehensive Cost Analysis
When considering total investment and long-term use, the cost differences between arc welding vs laser welding are primarily reflected in equipment investment, operating costs, and overall production efficiency:
Equipment Investment Costs: Arc welding equipment has a simple structure and lower initial investment, making it suitable for basic production setups; laser welding machines involve laser sources, optical systems, and cooling systems, resulting in higher overall investment and making them suitable for large-scale and automated production lines.
Operating and Consumable Costs: Arc welding incurs higher costs for welding materials, electrodes, and labor; laser welding primarily consumes electricity and a small amount of shielding gas, with minimal reliance on consumables.
Labor Costs: Arc welding relies heavily on operators, with skilled workers having a significant impact; laser welding integrates more easily with automated equipment, reducing the need for manual intervention.
Post-Processing Costs: Arc welding typically requires grinding, cleaning, or rework after welding; laser welding produces stable weld bead profiles, resulting in relatively fewer post-processing steps.
Long-term total cost (ROI): Arc welding is suitable for low-investment scenarios but has high unit costs in high-volume production; laser welding requires higher upfront investment but is better suited for achieving stable unit cost structures in high-throughput production.
Overall, arc welding has lower upfront costs but higher long-term labor and post-processing costs, while laser welding has a higher initial investment but offers superior long-term economic efficiency in automated and large-scale production.
Case Studies: An environmental equipment manufacturer specializing in wastewater treatment systems faced high labor and consumable costs as well as low production efficiency when using traditional arc welding equipment. After introducing the Kempson 3500 water-cooled industrial fiber laser welding machine, the company improved overall production efficiency, reduced rework, and achieved aesthetically pleasing, wide welds without overheating issues, resulting in high customer satisfaction.
How to Choose: Arc Welding Vs Laser Welding
In practical applications, selecting the appropriate welding method depends on a variety of factors that must be considered comprehensively.
Arc Welding: Used in scenarios such as structural component fabrication, equipment maintenance, and on-site construction, particularly for welding medium-to-thick plates or in production environments where equipment investment is a key consideration. It offers strong adaptability to operating environments and is widely used in non-standardized or outdoor operations.
Choosing Laser Welding: Suitable for mass production, thin-sheet processing, and high-precision component manufacturing, particularly in industrial sectors that demand high weld quality, minimal distortion, and automated batch production.
In summary, arc welding is versatile and flexible, while laser welding is ideal for standardized and high-efficiency manufacturing needs.
Users can select the most suitable equipment based on the characteristics of the equipment and their specific needs. Of course, both have their respective advantages and disadvantages, and they can also be used in combination through laser-arc hybrid welding to meet production requirements.
FAQs
Arc Welding Vs Laser Welding: Which is better suited for mass production?
Laser welding is better suited for mass production because it integrates easily with automated equipment, offers a stable welding cycle, and requires fewer post-processing steps. Arc welding, on the other hand, relies more on manual labor and is better suited for small-batch or non-standardized production.
Can laser welding completely replace arc welding?
No, it cannot completely replace it. Laser welding is suitable for thin sheets, precision parts, and automated production lines, while arc welding remains irreplaceable in thick-plate structures, outdoor construction, and maintenance scenarios.
Which welding method is more suitable for aluminum alloy welding?
Both methods can be used for aluminum alloys, but laser welding combined with a scanning technique offers greater stability for thin-sheet aluminum alloy welding. Arc welding, on the other hand, requires higher operator skill and is prone to porosity issues.
What factors typically determine the payback period for laser welding?
It primarily depends on production volume, labor costs, and post-processing requirements. In continuous batch production scenarios with high equipment utilization, the payback period will be shorter.
Why is arc welding still commonly used for thick-plate structures?
Arc welding offers deep penetration, allowing thick-plate joints to be formed through multiple passes. It has low equipment requirements and provides greater flexibility in heavy-duty structures and construction projects.
What are the environmental requirements for laser welding?
It requires a stable power supply, a clean optical environment, and safety precautions. Additionally, it demands a certain level of workpiece assembly precision to ensure weld quality.
What are the differences in maintenance costs between arc welding and laser welding?
Arc welding primarily involves the consumption of welding consumables and labor for maintenance, while laser welding focuses mainly on the maintenance of optical and cooling systems. Although daily consumables are minimal, the technical requirements are higher.





