
La soldadura láser es un proceso de soldadura altamente eficiente que utiliza un haz láser de alta energía para fundir materiales y lograr uniones precisas. Si bien se suele emplear equipo de soldadura láser avanzado, aún pueden producirse defectos de soldadura debido a una configuración incorrecta de los parámetros, la contaminación del material o la inestabilidad del proceso, lo que conlleva desperdicio de material, mayor necesidad de retrabajo y menor eficiencia de producción.
Este artículo analizará sistemáticamente los cinco defectos más comunes en la soldadura láser y proporcionará soluciones claras y prácticas para ayudar a los usuarios a identificar rápidamente las causas raíz, optimizar los parámetros del proceso y mejorar la calidad de la soldadura y la eficiencia de la producción.
¿Qué son los defectos de la soldadura láser?
Los defectos en la soldadura láser son problemas que surgen durante el proceso de soldadura debido a desajustes en los parámetros del proceso, las condiciones del material y otros factores, lo que provoca una mala formación del cordón de soldadura o una reducción del rendimiento de la misma. Estos defectos pueden afectar la resistencia de la soldadura, el sellado y la calidad de la superficie, y representan riesgos críticos para la calidad que requieren un control estricto en la producción industrial.
En la producción real, los defectos comunes en la soldadura láser incluyen porosidad, agrietamiento, falta de fusión, socavación y salpicaduras. Cada defecto corresponde a causas específicas del proceso, como potencia inestable, desplazamiento del foco o gas de protección insuficiente, y puede resolverse rápidamente optimizando el proceso.


5 defectos comunes en la soldadura láser (causas y soluciones)
Porosidad
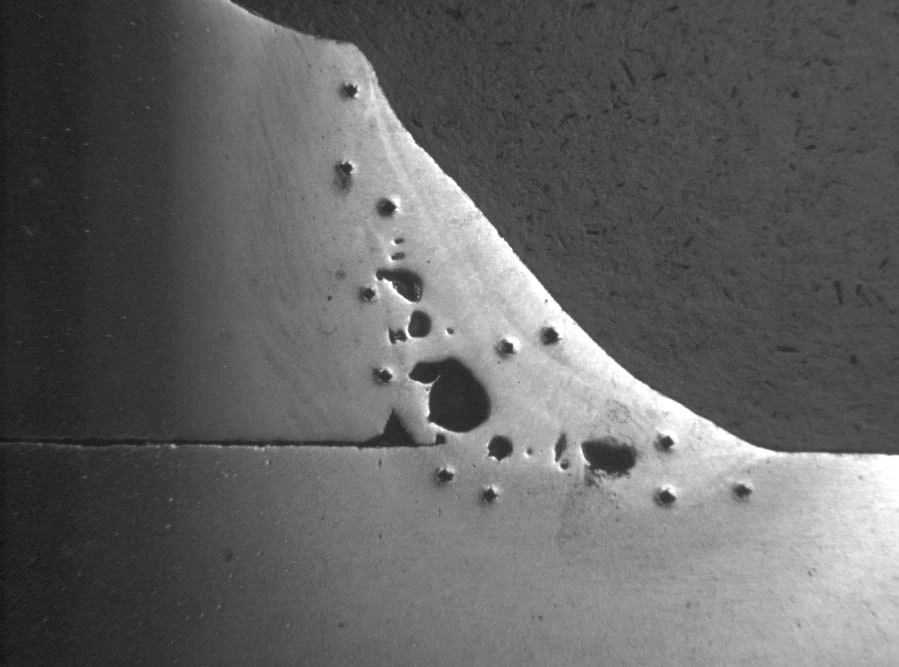
La porosidad es el defecto de soldadura más común en la soldadura láser. Se refiere principalmente a la formación de orificios microscópicos en el interior o la superficie de la soldadura debido a que los gases del baño de fusión no se liberan a tiempo durante el proceso. Estos orificios reducen la resistencia, la estanqueidad y la vida útil de la unión soldada.
La formación de porosidad suele estar relacionada con los siguientes factores clave:
Control inadecuado del gas de protección: Una selección incorrecta del tipo de gas o caudales inestables pueden permitir que el oxígeno, el nitrógeno y otros gases del aire se mezclen con el baño de fusión, formando burbujas.
Influencia del estado y las propiedades del material: Ciertos metales (como las aleaciones de aluminio) son sensibles a los gases, y la presencia de capas de óxido o impurezas en la superficie del material puede afectar la estabilidad del baño de fusión.
Preparación inadecuada antes de la soldadura: El aceite, la humedad o los residuos se vaporizan a altas temperaturas; si los gases no pueden escapar sin problemas, quedan atrapados dentro de la soldadura.
La clave para resolver los problemas de porosidad reside en establecer un entorno de soldadura estable y controlable. En primer lugar, asegúrese de limpiar a fondo el material antes de soldar para eliminar el aceite, las capas de óxido y la humedad. A continuación, seleccione un gas de protección adecuado para el material y mantenga un caudal constante (p. ej., 15-25 L/min) para evitar turbulencias o una cobertura insuficiente. Además, ajustando adecuadamente la potencia del láser y la velocidad de soldadura, asegúrese de que el baño de fusión mantenga una buena fluidez para facilitar la salida del gas.
Agrietamiento
El agrietamiento se refiere a la formación de grietas en una soldadura o zona afectada por el calor durante el proceso de soldadura o enfriamiento. Reduce significativamente la resistencia estructural y tiende a propagarse bajo carga o fatiga. Se observa comúnmente en la soldadura de aleaciones de aluminio y aceros con alto contenido de carbono.
Las grietas suelen estar causadas por los siguientes factores:
Estrés térmico excesivo: Una energía de soldadura inadecuada puede provocar sobrecalentamiento localizado o concentración de tensiones, lo que conlleva una contracción desigual del material y aumenta la probabilidad de agrietamiento. Los láseres de fibra de onda continua ayudan a controlar los procesos de calentamiento y enfriamiento, evitando así la formación de grietas.
Propiedades del material: El acero con alto contenido de carbono y ciertas aleaciones son inherentemente sensibles al agrietamiento por calor y propensos a agrietarse durante la soldadura.
El control de fisuras depende principalmente de la regulación del aporte térmico y del proceso de enfriamiento. Un precalentamiento adecuado del material o la reducción de la velocidad de enfriamiento pueden minimizar la concentración de tensiones. Ajustar los parámetros del proceso para diferentes materiales, sincronizar la potencia del láser con la velocidad de soldadura, evitar un aporte energético excesivo y mejorar la estabilidad de la soldadura son aspectos clave.
En la producción real, seguir métodos estandarizados para solucionar problemas en las soldadoras láser puede reducir defectos como el agrietamiento y mejorar la fiabilidad de la soldadura.
Socavar
La socavación es un defecto común en la soldadura láser, caracterizado por una ranura o adelgazamiento localizado en el borde de la soldadura. Este defecto reduce el área de sección transversal efectiva, lo que provoca concentraciones de tensión en los puntos de carga y compromete la resistencia y el comportamiento ante la fatiga de la estructura soldada.
El socavamiento suele estar relacionado con los parámetros del proceso y el control de la forma:
Velocidad de soldadura excesivamente alta: El baño de fusión no puede fluir a tiempo para rellenar los bordes, lo que provoca hendiduras en los mismos.
Alta potencia o aporte de energía: El metal en los bordes de la soldadura se funde o erosiona excesivamente, formando una "socavación".
Llenado y estabilidad insuficientes: Una alimentación de alambre inadecuada o fluctuaciones en el baño de fusión afectan la continuidad del perfil del cordón de soldadura.
Para mitigar la socavación, el baño de fusión debe mantenerse estable y con suficiente capacidad de llenado. Reducir adecuadamente la velocidad de soldadura permite que el metal vuelva a fluir, mientras que la configuración correcta de los parámetros del proceso ayuda a prevenir la perforación del borde. Además, introducir el alambre rápidamente cuando sea necesario y mantener la estabilidad mejora la transición de la soldadura, lo que resulta en un borde más liso y continuo.
Falta de fusión
La falta de fusión se refiere a una situación durante la soldadura láser en la que no se forma una unión metalúrgica efectiva entre el metal de soldadura y el material base, o en la que varias pasadas de soldadura no se fusionan completamente. Si bien la apariencia superficial puede ser normal, en realidad existen áreas sin fusionar dentro de la soldadura. Esto debilita la resistencia general de la unión, haciéndola propensa a la delaminación o incluso a la fractura bajo carga, vibración o fatiga.
Cuando la potencia del láser es demasiado baja, el material no se funde por completo; asimismo, un punto focal desalineado impide que la energía se concentre en la zona de fusión efectiva, dificultando la correcta expansión del baño de fusión. Además, una velocidad de soldadura excesiva reduce el tiempo de exposición al calor, impidiendo que el baño de fusión se adhiera adecuadamente al metal base. Por otra parte, las holguras de montaje o las irregularidades en la superficie de la pieza pueden reducir aún más la eficacia de la fusión, provocando una mala adhesión localizada.
Durante la depuración, muchos usuarios atribuyen erróneamente la falta de fusión a una potencia insuficiente, pero el problema suele residir en la desviación de la posición focal.
Ajustar la posición focal puede mejorar la profundidad de penetración efectiva. Al mismo tiempo, aumentar la potencia del láser y reducir la velocidad de soldadura permite que el baño de fusión tenga tiempo suficiente para completar los procesos de expansión y humectación. En casos con condiciones de ensamblaje deficientes, es necesario un alineamiento más preciso o la introducción de una alimentación de alambre adecuada para asegurar un cordón de soldadura más continuo y minimizar la aparición de áreas sin fusionar.
Salpicar
El término salpicaduras se refiere al fenómeno en soldadura por láser En este proceso, el metal fundido es expulsado a alta velocidad de la zona de soldadura, formando finas partículas metálicas sobre o alrededor de la superficie de la pieza. Si bien esto no afecta directamente la resistencia interna de la soldadura, sí compromete la calidad de la superficie y aumenta los costos de limpieza y postprocesamiento.
La aparición de salpicaduras suele estar relacionada con la estabilidad del baño y el control de la energía:
Aporte excesivo de potencia o energía: Los rápidos aumentos de temperatura local provocan una vaporización violenta del metal, lo que aumenta la probabilidad de salpicaduras en forma de chorro.
Inestabilidad del baño de fusión (oscilación en forma de ojo de cerradura): El aumento de la oscilación del baño de fusión durante la soldadura puede provocar que el metal sea expulsado de la zona de soldadura, formando partículas.
Alteraciones en el gas de protección: Un flujo de gas irregular o mal dirigido puede perturbar la estabilidad del baño de fusión, aumentar la turbulencia superficial y exacerbar las salpicaduras.
La reducción de salpicaduras implica principalmente mantener un baño de fusión estable y controlado. Reducir adecuadamente la densidad de energía evita la ebullición excesiva del baño de fusión y minimiza la eyección de metal. Al mismo tiempo, optimizar los parámetros de soldadura ayuda a estabilizar el orificio de soldadura. En cuanto a la protección con gas, asegurar una cobertura uniforme del flujo de gas sobre el área de soldadura reduce el impacto de las perturbaciones externas en el baño de fusión y mejora la calidad superficial de la soldadura.
Ajustando adecuadamente el proceso para solucionar problemas en la soldadora láser, se pueden controlar eficazmente los defectos de soldadura por láser de fibra, mejorando así la calidad estética del producto terminado.
Tabla comparativa de defectos en la soldadura láser
Durante la soldadura láser de fibra, los distintos tipos de defectos suelen corresponder a mecanismos de formación y puntos críticos del proceso. Al comparar su ubicación, causas y efectos en el rendimiento de la soldadura, se puede identificar rápidamente el origen del problema, mejorando así la eficacia de la resolución de problemas durante la soldadura láser.
| Tipo de defecto | Ubicacion | Causa principal | Impacto en el rendimiento de la soldadura | Materiales sensibles | Sensibilidad del proceso |
|---|---|---|---|---|---|
| Porosidad | Alrededor de la superficie de soldadura | Gas atrapado en la piscina fundida | Reduce la resistencia, el sellado y la vida útil. | Acero inoxidable, aleaciones de aluminio. | Gas de protección y estado de la superficie |
| Agrietamiento | Metal de soldadura / zona afectada por el calor | Estrés térmico durante el enfriamiento | Riesgo de fallo estructural, propagación de grietas | Acero con alto contenido de carbono, aleaciones de aluminio | Velocidad de enfriamiento y composición del material |
| Socavar | Punta de soldadura (borde de la soldadura) | Energía excesiva o relleno de bordes insuficiente | Adelgazamiento de la sección, concentración de tensiones en los bordes | Láminas delgadas, soldaduras de alta velocidad | Ajuste de velocidad y potencia de soldadura |
| Falta de fusión | Interfaz entre la soldadura y el metal base | Entrada o penetración de energía insuficiente | Mala adherencia, capacidad de carga reducida | Placas gruesas, soldadura multipaso | Potencia, posición de enfoque y velocidad |
| Salpicar | Alrededor de la superficie de soldadura | Piscina fundida inestable o fluctuación en forma de ojo de cerradura. | Contaminación de la superficie, mayor coste de limpieza. | Varios metales | Poros internos de soldadura/superficie |
Cómo identificar cada defecto de soldadura láser
Durante el proceso de soldadura láser, los distintos defectos pueden parecer similares, pero sus causas subyacentes y las medidas correctivas son completamente diferentes. Si se identifica erróneamente un defecto, los intentos posteriores de solucionar el problema pueden dar lugar a ajustes incorrectos, lo que provocaría problemas recurrentes o incluso que se agravarían. Por lo tanto, es fundamental identificar con precisión el tipo de defecto.
Porosidad: Esto se manifiesta como puntos o huecos con forma de panal dentro de la soldadura, que suelen ser difíciles de detectar directamente en la superficie y requieren corte o ensayos no destructivos para su confirmación. Se debe principalmente a que los gases del baño de fusión no se escapan a tiempo y, a menudo, está asociado con un gas de protección inestable o con la contaminación superficial del material. Es un defecto típico de la soldadura láser interna.
Agrietamiento: Generalmente se presenta como grietas lineales en la soldadura o en la zona afectada por el calor, pudiendo extenderse en la dirección de la tensión. En ocasiones, se acompaña de una ligera decoloración o estratificación microestructural. Este defecto suele estar relacionado con una liberación desigual de la tensión térmica o con la susceptibilidad del material al agrietamiento térmico, y es más común en aceros con alto contenido de carbono y aleaciones de aluminio.
Vender a menor precio que: Se manifiesta como hendiduras continuas o un adelgazamiento localizado en los bordes de la soldadura, con anomalías en la raíz visibles a simple vista. Se caracteriza por una formación incompleta del cordón de soldadura, generalmente causada por un aporte térmico excesivo o una velocidad de soldadura excesiva, lo que impide que el metal del borde se rellene a tiempo.
Falta de fusión: Aunque la superficie pueda parecer normal, internamente existen zonas donde el metal de soldadura no se ha fusionado completamente con el metal base; esto generalmente requiere una inspección transversal para su confirmación. Este defecto suele producirse en condiciones de energía insuficiente, desplazamiento del foco o al soldar placas gruesas, y se considera un defecto de soldadura láser con un alto riesgo estructural.
Salpicar: Este defecto, visible externamente y generalmente detectable sin necesidad de realizar pruebas, se caracteriza por la presencia de finas partículas metálicas adheridas a la zona que rodea la soldadura. Su formación está asociada a un baño de fusión inestable o a fluctuaciones de energía localizadas, que pueden deberse a una configuración incorrecta de los parámetros.
Al comparar las características descritas anteriormente, se pueden distinguir más rápidamente los diferentes tipos de defectos en la soldadura láser. Esto ayuda a evitar diagnósticos erróneos durante la resolución de problemas, mejorando así la eficiencia de los ajustes del proceso y la estabilidad de la soldadura.
Cómo solucionar problemas de una soldadora láser
En la producción real, los defectos de soldadura láser rara vez se deben a un solo factor; más bien, son el resultado de la combinación de factores como el estado del equipo, los parámetros del proceso y las propiedades del material. Por lo tanto, al solucionar problemas en una soldadora láser, es necesario realizar una investigación sistemática y paso a paso.
Comprobar parámetros del láser
La potencia del láser, la velocidad de soldadura y la posición focal determinan directamente el perfil de energía aplicada y son los factores principales que afectan la calidad de la soldadura. Una potencia insuficiente puede provocar una falta de fusión, mientras que una potencia excesiva puede causar salpicaduras o socavaduras. Estos parámetros deben ajustarse según el espesor del material y los requisitos del proceso.
Observar el comportamiento del baño de fusión
Un baño de fusión estable es fundamental para prevenir la mayoría de los defectos en la soldadura láser. Si el baño de fusión fluctúa significativamente o el orificio de fusión es inestable, esto suele indicar una distribución desigual de la energía o una configuración incorrecta de los parámetros, lo que requiere un ajuste simultáneo de la potencia y la velocidad.
Comprobar el estado del material y de la superficie.
El aceite, las capas de óxido o la humedad en la superficie del material afectan directamente la estabilidad del baño de fusión y aumentan el riesgo de porosidad o falta de fusión. Además, los distintos materiales presentan diferentes sensibilidades al aporte de calor, por lo que deben adoptarse las medidas adecuadas para mitigar estos efectos.
Evaluar el sistema de gas de protección
El tipo, el caudal y la estabilidad de la cobertura del gas de protección influyen en la eficacia del aislamiento del baño de fusión del aire circundante. Un flujo de gas inestable o una cobertura insuficiente pueden provocar fácilmente problemas como porosidad y salpicaduras. Por lo tanto, es necesario mejorar la calidad del gas de protección utilizando gas de alta pureza y manteniendo un flujo continuo y uniforme.
Comprobación del estado operativo del equipo
La estabilidad de la salida del láser, la limpieza del recorrido óptico y el estado operativo del sistema de alimentación del alambre influyen en la calidad final de la soldadura. Cuando el equipo de soldadura láser de fibra presenta fallos o fluctuaciones significativas, pueden producirse paradas intermitentes y otros problemas incluso con los parámetros configurados correctamente.


Por lo tanto, es necesario seleccionar máquinas de soldadura láser portátiles de alto rendimiento o máquinas de soldadura láser automatizadas y realizar inspecciones y mantenimiento periódicos del equipo láser para mejorar la estabilidad del proceso. Si desea obtener más información sobre cómo inspeccionar y mantener una soldadora láser, consulte este artículo: Mantenimiento de soldadoras láser de fibra: Cómo maximizar la vida útil de su máquina.
Estudio de caso real
Un cliente especializado en la fabricación de acero inoxidable se encontró con graves problemas de porosidad durante el proceso de soldadura. Después de presentar el producto de Kempson Máquina de soldadura láser refrigerada por aire de 2000 WLa empresa optimizó el gas de protección, ajustó los parámetros de soldadura y utilizó este sistema láser de alto rendimiento con gas de protección autogenerador incorporado. Como resultado, la porosidad se redujo en más del 80 %, mejorando significativamente la calidad de la soldadura.
Preguntas Frecuentes
1. ¿Cómo puedo saber si mis parámetros de soldadura láser son correctos?
Esto se puede determinar observando la estabilidad del baño de fusión y la forma del cordón de soldadura. Si el cordón es continuo y no presenta salpicaduras ni socavaduras evidentes, esto suele indicar que los parámetros son adecuados. Si se producen defectos de soldadura láser con frecuencia, será necesario reajustar la potencia, la velocidad y la posición focal.
2. ¿Cuál es la forma más rápida de solucionar problemas con la soldadora láser?
Solucione los problemas siguiendo el orden de parámetros, materiales, gas y equipo. La mayoría de los problemas de soldadura láser se deben a una potencia o velocidad inadecuadas, seguidas de contaminación del material o mal estado del equipo.
3. ¿Por qué se producen defectos en la soldadura láser incluso con máquinas nuevas?
Incluso con equipos modernos, pueden producirse defectos en la soldadura láser si los parámetros no son los adecuados, la superficie del material no está limpia o el gas de protección es inestable. El rendimiento del equipo es fundamental, pero la optimización del proceso es clave.
4. ¿Cómo se puede reducir eficazmente la porosidad en la soldadura láser?
La clave reside en controlar el estado del gas y del material. Mejorar la pureza y la estabilidad del gas de protección, a la vez que se garantiza una limpieza adecuada antes de la soldadura, puede aumentar la eficacia de la reducción de la porosidad.
5. ¿Qué materiales son más propensos a agrietarse durante la soldadura láser?
Las aleaciones de aluminio y el acero con alto contenido de carbono son más susceptibles al agrietamiento, lo cual está relacionado con las propiedades de expansión térmica de los materiales y las tensiones de contracción por enfriamiento.
6. ¿Puede la automatización reducir los defectos en la soldadura láser de fibra?
Sí. Las máquinas de soldadura láser automatizadas pueden mejorar la estabilidad y la repetibilidad de los parámetros, reduciendo así los defectos de soldadura láser de fibra, con resultados especialmente notables en la producción en masa.
7. ¿El tipo de gas de protección afecta a la calidad de la soldadura láser?
Sí. Los distintos materiales requieren distintos tipos de gas (como argón, nitrógeno, etc.), y la elección del gas y el caudal afectan directamente a la estabilidad del baño de fusión.
Conclusión
Durante el proceso de soldadura láser, pueden aparecer defectos comunes como porosidad, grietas y socavaduras. Es fundamental reconocer y comprender las causas de estos defectos y cómo solucionarlos para mejorar la calidad y la uniformidad de la soldadura.
Si necesita optimizar aún más su proceso o adquirir equipos profesionales de soldadura láser, póngase en contacto con nosotros de inmediato. Kempson Desarrollaremos una solución personalizada adaptada a sus necesidades específicas.







