
Conteúdo
Introdução
A soldagem a laser é amplamente utilizada em indústrias que exigem alta precisão, baixo aporte térmico e uma aparência de solda limpa. Uma das perguntas mais comuns entre engenheiros, fabricantes e produtores é: "A soldagem a laser precisa de metal de adição?" A soldagem a laser pode preencher lacunas?A resposta é que nem sempre. Em muitas aplicações de soldagem de precisão, o laser pode fundir diretamente os materiais base sem a necessidade de adicionar material extra. No entanto, o arame de enchimento torna-se importante ao lidar com grandes folgas de junta, materiais mais espessos, ligas sensíveis a trincas ou metais diferentes.
Neste artigo, explicaremos como funciona a soldagem a laser autógena, quando o metal de adição é necessário, se a soldagem oscilante pode compensar folgas na junta e como escolher o metal de adição e a configuração de soldagem adequados para diferentes aplicações.
A soldagem a laser precisa de metal de adição?
A soldagem a laser nem sempre requer metal de adição. Em muitas aplicações de soldagem de precisão, os materiais base podem ser fundidos diretamente sem a necessidade de metal de adição. No entanto, o metal de adição é frequentemente utilizado para acomodar folgas maiores na junta, melhorar a resistência da solda, reduzir trincas ou auxiliar na soldagem de metais diferentes. A necessidade de metal de adição depende do material, do ajuste da junta, do projeto da solda e dos requisitos de desempenho.
| Categoria | Aplicações típicas | Por que o metal de enchimento é ou não é usado? |
|---|---|---|
| Metal de enchimento geralmente não é necessário | • Soldagem de chapas finas com encaixe preciso das juntas • Componentes eletrônicos de precisão • Soldagem a laser autógena de alta precisão | O laser derrete e funde os materiais base diretamente, eliminando a necessidade de material de enchimento adicional. Essa abordagem oferece alta velocidade de soldagem, baixa entrada de calor e uma aparência de solda limpa. |
| Geralmente é necessário metal de enchimento. | • Soldagem de metais diferentes • Ligas de alumínio, ligas de magnésio e outros materiais sensíveis a fissuras • Juntas com folgas de montagem maiores • Soldagem de seção espessa • Aplicações que exigem melhor desempenho mecânico | O metal de adição ajuda a preencher as folgas da junta, melhora a formação do cordão de solda, reduz fissuras e porosidade, controla a metalurgia da solda e aumenta a resistência e a tenacidade da junta finalizada. |
Os casos em que o metal de adição não é necessário geralmente dependem de uma precisão de montagem extremamente alta e são usados principalmente para soldagem de chapas finas, onde a eficiência e a simplicidade são priorizadas. Em contrapartida, as aplicações em que o metal de adição é necessário são mais comuns e sua função é compensar as limitações inerentes aos materiais ou processos. Na sua aplicação específica, você está mais focado na velocidade e no custo da soldagem ou no desempenho final e na confiabilidade do material? Isso determina se o metal de adição é necessário ou não.
Como funciona a soldagem a laser autógena?
A soldagem a laser autógena utiliza um feixe de laser focalizado para fundir diretamente os materiais base sem a necessidade de metal de adição. É amplamente aplicada na fabricação de alta precisão, onde a qualidade da junta depende de um encaixe perfeito e de uma entrada de calor controlada.
O que é soldagem a laser autógena?
A soldagem a laser autógena, também conhecida como ALW, é um processo de soldagem a laser que não requer metal de adição. Ela forma uma solda fundindo diretamente o metal base na área da junta com um feixe de laser focalizado.
Princípio básico da formação de uma junta de solda
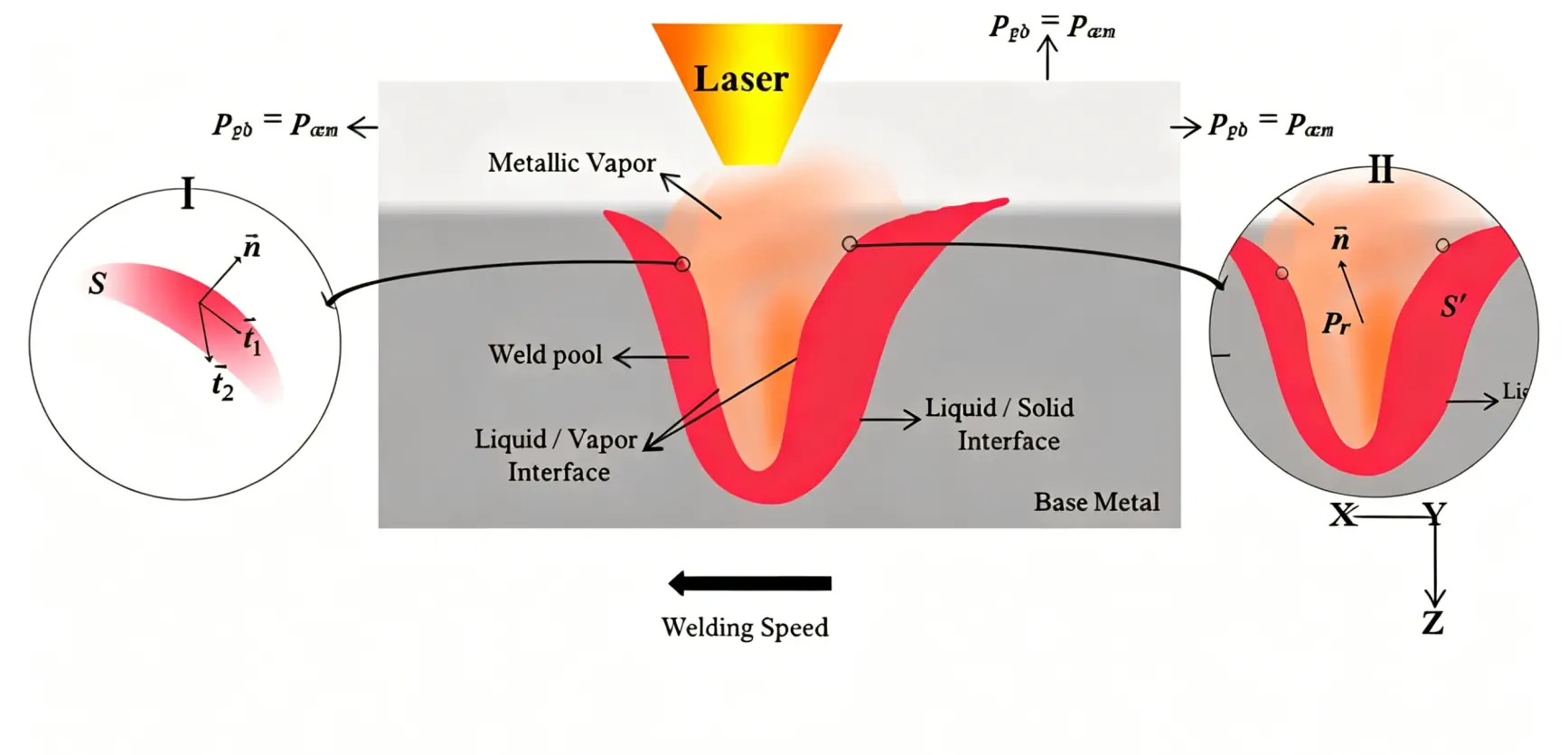
A soldagem a laser autógena utiliza um feixe de laser de alta energia focalizado para fundir o metal base na junta. Uma vez formado o orifício, o metal fundido flui ao redor dele e se solidifica à medida que o laser se move, criando uma solda contínua sem a necessidade de material de enchimento.
Modos de processamento baseados na espessura do material
De acordo com a espessura da peça e os parâmetros de soldagem, a soldagem a laser autógena geralmente é dividida em dois modos de trabalho:
Modo de condução
Utilizado para soldagem de chapas finas. A energia é absorvida na superfície e transferida por condução térmica para formar uma poça de fusão rasa, adequada para soldagem com baixa penetração.
Modo de orifício de fechadura (penetração profunda)
Utilizado para materiais de espessura média a alta. O laser forma um orifício de vapor, permitindo uma penetração profunda. O metal fundido flui ao redor do orifício e solidifica-se, formando uma solda de penetração total em uma única passada. Saiba mais: O que é um orifício de fechadura na soldagem a laser?
Por que a soldagem a laser autógena é mais desafiadora?
A soldagem a laser autógena (soldagem a laser sem metal de adição) enfrenta mais desafios do que a soldagem não autógena com metal de adição, principalmente em aspectos como controle de defeitos, limitação de materiais e estabilidade do processo:
- Requisitos de encaixe preciso: Requer alinhamento de juntas muito preciso, especialmente na soldagem de chapas finas. Mesmo pequenos desvios de montagem podem afetar a qualidade da solda.
- Tolerância Limitada a Espaços: O processo tem pouca tolerância a espaços nas juntas, o que frequentemente leva a defeitos como fusão incompleta ou protuberâncias na raiz quando existem espaços.
- Sensível ao posicionamento da peça: Pequenos erros de posicionamento podem desviar o foco do laser da linha de junção, resultando em uma formação de solda instável.
- Alta sensibilidade aos parâmetros do processo: A qualidade da solda é fortemente afetada pela posição do foco, velocidade de soldagem e configurações de desfocagem, tornando o controle do processo crítico na soldagem de seções espessas.
- Formação de defeitos em seções espessas: Em materiais espessos, parâmetros inadequados podem causar protuberâncias na raiz da solda, mordeduras, respingos ou até mesmo sobrepenetração, reduzindo a estabilidade da solda.
- Controle limitado da microestrutura: Sem metal de adição, a composição da solda depende inteiramente do material base, limitando a capacidade de otimizar a estrutura granular e as propriedades mecânicas.
Qual a folga máxima que a soldagem a laser pode tolerar?
A folga máxima permitida na junta para soldagem a laser varia dependendo do processo de soldagem a laser, da espessura da peça e do tipo de material. As faixas de folga toleráveis específicas são mostradas na tabela abaixo:
| Processo de soldagem | Condição da peça | Folga máxima tolerável da junta |
|---|---|---|
| Soldagem a laser de ponto único sem arame de enchimento | Chapa de alumínio A5182 com 1.1 mm de espessura | 0.2 mm |
| Soldagem a laser de ponto único com alimentação de arame frio | Chapa de alumínio A5182 com 1.1 mm de espessura | 0.6 mm |
| Soldagem híbrida a laser/GMA | Chapa de alumínio A5182 com 2.1 mm de espessura | 1.0 mm |
| Soldagem a laser de fibra portátil | chapa metálica geral | ≤ 0.5 mm |
| Soldagem híbrida TIG induzida por laser de baixa potência | Chapa fina de liga de titânio | 0 – 0.5 mm |
| Soldagem híbrida laser-arco | Perfil de liga de alumínio de 3 mm para transporte ferroviário | ≤ 0.5 mm |
| Soldagem a laser de CO₂ autógena | Chapa de aço C-Mn com 8 mm de espessura | Tolerância a folgas muito limitada, muito inferior à de processos com enchimento ou híbridos. |
| Laser de CO₂ com fio de enchimento frio | Chapa de aço C-Mn com 8 mm de espessura | Melhor tolerância a folgas em comparação com a soldagem autógena. |
| Soldagem híbrida a laser de CO₂-MAG | Chapa de aço C-Mn com 8 mm de espessura | Excelente tolerância a folgas em diferentes condições de juntas. |
| Soldagem a laser sobreposta (aço galvanizado) | Chapas de aço sobrepostas | Espaço total entre as folhas ≤ 15% da espessura total |
Melhores aplicações para soldagem a laser sem material de enchimento
A soldagem a laser sem material de enchimento é amplamente utilizada na fabricação de precisão, onde são necessárias juntas firmes, soldas limpas e distorção térmica mínima.
Fabricação de eletrônicos
Invólucros de sensores, conectores e microcomponentes metálicos.

Produção de bateria
Terminais, barramentos e soldagem de folha de baterias de lítio.

Dispositivos Médicos
Instrumentos cirúrgicos, implantes, invólucros selados.
Peças de aço inoxidável de precisão
Invólucros de paredes finas, filtros e componentes pequenos.

Peças automotivas de chapa fina
Suportes, painéis da carroceria, estruturas leves.
A soldagem a laser autógena proporciona juntas limpas e eficientes, mas exige alta precisão de montagem e tolerância limitada a folgas. É mais adequada para aplicações de precisão, como eletrônica, dispositivos médicos e fabricação de baterias.
Quando é necessário usar metal de adição na soldagem a laser?
O metal de adição não é obrigatório em todos os processos de soldagem a laser, mas é necessário na maioria dos cenários industriais comuns para eliminar defeitos de soldagem, melhorar a formação da solda e aumentar o desempenho da junta.
1. Soldagem de Metais Dissimilares
Na união de metais diferentes, utiliza-se metal de adição para reduzir o surgimento de fissuras e a formação de fases frágeis causadas pela incompatibilidade de materiais, como na soldagem de alumínio e cobre.
2. Peças com folgas ou espessas
Para juntas com folgas de montagem ou seções espessas, o metal de adição ajuda a preencher a folga e estabilizar a formação da solda, sendo comumente usado em soldagem de chapas grossas e com folgas estreitas.
3. Materiais propensos a defeitos
Materiais como alumínio, titânio e certos tipos de aço são propensos à porosidade, fissuras ou perda de elementos durante a soldagem a laser, exigindo o uso de metal de adição como suporte.
4. Otimização da Microestrutura e das Propriedades
O metal de adição pode refinar a estrutura granular e ajustar a composição da solda em aplicações com maiores exigências de desempenho mecânico.
5. Estabilidade do Processo e Qualidade da Solda
A adição de metal de enchimento melhora a estabilidade da poça de fusão e a consistência do cordão de solda na soldagem de produção.
6. Aplicações da brasagem a laser
Na brasagem a laser, o material de enchimento é essencial para unir componentes, sendo comumente utilizado em estruturas de aço automotivas.
Em muitas aplicações de soldagem a laser, quando as condições da junta não são ideais ou os materiais são difíceis de soldar, o metal de adição é necessário para ajudar a resolver o problema. Ele é usado principalmente para lidar com folgas, trincas e incompatibilidade de materiais, tornando o processo de soldagem mais estável e a formação da solda mais confiável. Sistemas de soldagem a laser Kempsen Pode ser equipada com alimentadores de arame para lidar com uma ampla gama de desafios de soldagem.
A soldagem a laser com oscilação pode substituir o metal de adição?
A soldagem a laser oscilante (também conhecida como soldagem a laser por deslocamento) não pode substituir completamente o metal de adição. Embora o processo oscilante possa melhorar a qualidade da soldagem em alguns aspectos, ele e o metal de adição têm efeitos diferentes.
O que é soldagem a laser oscilante?
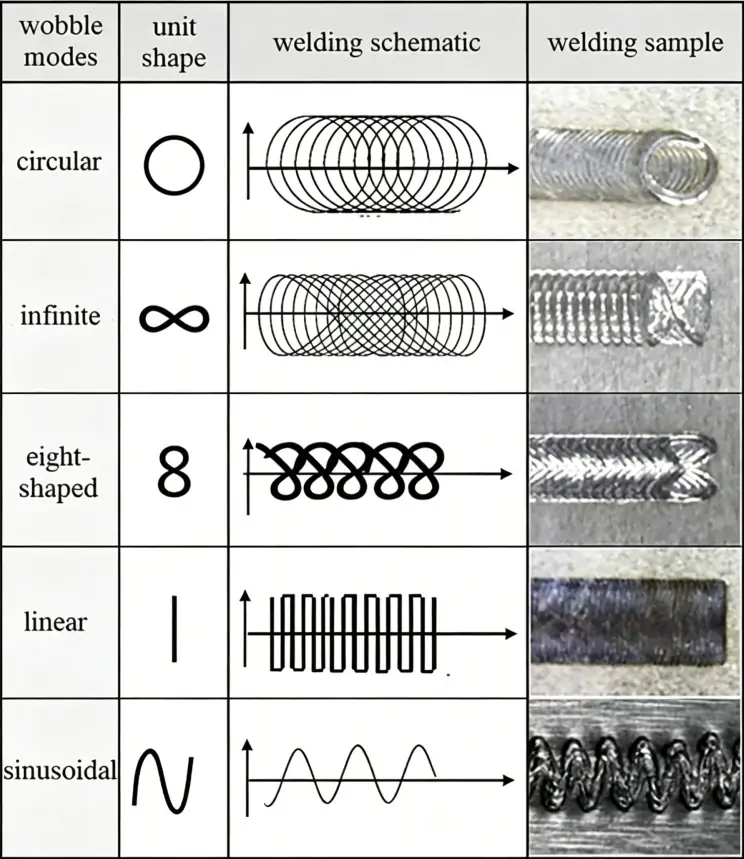
A soldagem a laser oscilante, também conhecida como soldagem a laser com oscilação ou oscilação por balanço, é um processo que adiciona um pequeno módulo oscilante à cabeça de soldagem, permitindo que o feixe de laser oscile em padrões como circulares ou espirais durante a soldagem. Essa técnica proporciona oscilação da cabeça do laser, cordões de solda mais largos e maior tolerância do processo, o que contribui para melhorar a formação e a estabilidade da junta. Esse movimento do feixe aumenta a largura da solda e reduz os requisitos de precisão da junta.
Como a soldagem oscilante melhora a fixação de folgas
A soldagem a laser com oscilação adiciona oscilação do feixe durante a soldagem para melhorar a forma como o processo lida com folgas nas juntas e a formação da solda.
1. Amplia a faixa de soldagem, melhora a ponteamento de folgas
A soldagem oscilante amplia a área de ação efetiva do laser, reduzindo a perda de energia e permitindo que o processo cubra folgas maiores nas juntas com mais facilidade.
2. Melhora a fusão e a formação de juntas.
O feixe oscilante funde ambos os lados da junta de forma mais completa, ajudando a preencher lacunas e a reduzir defeitos como fusão incompleta e formato inadequado do cordão de solda.
3. Estabiliza o comportamento da poça de fusão.
O movimento do feixe suaviza o fluxo da poça de fusão, reduz respingos e poros e mantém a qualidade da solda mais estável sob diferentes condições de folga.
4. Reduz os requisitos de precisão de montagem e de ferramentas.
Uma melhor tolerância a folgas reduz as exigências de alinhamento das peças e dispositivos de fixação, permitindo uma montagem mais flexível e melhorando a eficiência da produção.
Isso aumenta o alcance efetivo da soldagem e estabiliza a poça de fusão, tornando o processo menos sensível à precisão da montagem e mais consistente na produção.
A soldagem por oscilação pode eliminar o uso de arame de enchimento?
Em alguns casos, a soldagem por oscilação pode reduzir ou até mesmo eliminar a necessidade de arame de enchimento, mas nem sempre. Sua eficácia depende da dimensão da junta, da espessura do material e das condições de soldagem.
| Condição | Apenas oscilação (sem enchimento) | Precisa de enchimento (Wobble + Wire) |
| Juntas com encaixe justo (folga < 0.1 mm) | ✅ Sim | ❌ Não |
| Juntas com folgas pequenas (0.1–0.5 mm) | ✅ Sim (com parâmetros otimizados) | ❌ Não |
| Juntas com folgas grandes (> 0.5 mm) | ❌ Não | ✅ Sim |
| Espessura do material ≤ 3 mm | ✅ Sim | ❌ Não |
| Espessura do material > 3 mm | ❌ Não | ✅ Sim |
| Metais diferentes (ex.: alumínio e aço) | ❌ Não | ✅ Sim |
A soldagem por oscilação pode reduzir ou eliminar a necessidade de arame de enchimento em condições de espaço reduzido ou folgas pequenas, mas o arame de enchimento ainda é necessário para folgas maiores, materiais mais espessos e soldagem de metais diferentes.
Enchimento com arame versus enchimento com pó: qual é o melhor?
O arame e o pó são as duas principais opções de material de enchimento na soldagem a laser, cada uma utilizada para diferentes necessidades de processo e cenários de aplicação.

Enchimento de arame
A soldagem a laser com arame é a opção mais comum. Ela oferece alimentação estável, menor custo e suporte consolidado para automação. É amplamente utilizada em sistemas de soldagem a laser portáteis e robóticos.

Enchimento em pó
O enchimento em pó proporciona maior flexibilidade e é frequentemente utilizado em aplicações de reparo e processamento de superfícies. É adequado para reparo de moldes, revestimento e restauração de superfícies onde é necessário o acúmulo de material.
Comparação entre fio e pólvora
| Fator | Fio | Em pó |
|---|---|---|
| Custo | Abaixe | Mais elevado |
| Avançada | Mais elevado | Suporte: |
| Precisão | Alto | Alto |
| Completa | Excelente | Boa |
| Trabalho de reparação | Limitada | Excelente |
O arame de solda é mais comum na soldagem de produção devido à sua estabilidade e eficiência, enquanto o pó de solda é usado principalmente para reparos e processamento de superfícies onde a flexibilidade é necessária.
Vale a pena investir em um alimentador de fio a laser?
Na maioria das aplicações industriais de soldagem a laser, um alimentador de arame a laser geralmente representa um investimento que vale a pena. Ele pode melhorar a qualidade da soldagem, ampliar a gama de aplicações do equipamento e aumentar a eficiência da produção e a taxa de aprovação do produto.
Benefícios de um sistema de alimentação de arame
A alimentação de arame é amplamente utilizada na soldagem a laser para melhorar a qualidade da solda, adaptar-se a diferentes condições de junta e manter a produção mais consistente.
Melhor compensação de lacunas
O arame ajuda a preencher as folgas das juntas e reduz o risco de fusão inadequada ou defeitos de solda.
Soldas mais fortes
O arame de enchimento adiciona material à solda, melhorando a resistência e a durabilidade da junta.
Maior estabilidade do processo
Um fornecimento constante de arame mantém a poça de fusão mais estável durante a soldagem.
Sucata reduzida
Uma soldagem mais estável resulta em menos defeitos e menos retrabalho ou desperdício de material.
Um sistema de alimentação de arame melhora a consistência da solda, a resistência e a eficiência geral da produção em aplicações práticas.
Quando investir em um alimentador de arame
Nem todos os sistemas de soldagem a laser requerem um alimentador de arame, mas quando a produção exige níveis mais elevados de resistência, estabilidade ou uma gama mais ampla de aplicações, um alimentador de arame torna-se necessário.
Quando você deve comprar um alimentador de arame
- Oficinas de Fabricação: Adequadas para tarefas de produção mista, onde diferentes materiais e condições de junção são manuseados com frequência.
- Produtos em aço inoxidável: Auxilia na obtenção de melhor aparência e resistência da solda na fabricação de aço inoxidável.
- Soldagem de Materiais Espessos: Fornece material de enchimento adicional necessário para a soldagem estável de seções mais espessas.
- Fabricação por contrato: Melhora a flexibilidade do processo e atende às diversas necessidades dos clientes na produção em lotes.
Quando você talvez não precise de um
- Chapas metálicas finas: Juntas apertadas e baixa entrada de calor geralmente tornam o arame de enchimento desnecessário.
- Componentes de Precisão: Peças de alta precisão frequentemente dependem de soldagem autógena para resultados mais limpos.
- Fabricação de componentes eletrônicos: componentes pequenos normalmente requerem adição mínima de material e alta consistência.
Um alimentador de arame é mais valioso na fabricação em geral e na soldagem de materiais pesados, enquanto que, em aplicações de precisão ou com materiais finos, ele pode ser dispensado.
Conclusão
A soldagem a laser nem sempre requer metal de adição, mas em muitos ambientes de produção reais, o arame de adição desempenha um papel importante no preenchimento de folgas, na melhoria da resistência da solda e na garantia de uma qualidade estável. A escolha entre soldagem autógena e soldagem assistida por metal de adição depende das condições da junta, do tipo de material e dos requisitos de desempenho.
KEMPSON A empresa concentra-se em equipamentos de soldagem a laser e soluções de soldagem integradas, incluindo sistemas de soldagem a laser portáteis e máquinas de soldagem a laser com alimentação de arame para diferentes aplicações industriais. Se você busca uma solução de soldagem a laser mais adequada para sua produção, entre em contato conosco. contate KEMPSON Para suporte técnico e orientação na seleção.ns e soluções personalizadas.

FAQS
A soldagem a laser precisa de metal de adição?
A soldagem a laser nem sempre requer metal de adição. Isso depende do encaixe da junta, do tipo de material e dos requisitos de soldagem.
Quando é possível realizar soldagem a laser sem arame de enchimento?
É possível realizar esse processo sem o uso de arame de enchimento quando as juntas são bem ajustadas, as folgas são mínimas e é necessária uma soldagem de alta precisão.
Quando é necessário usar metal de adição na soldagem a laser?
É necessário metal de enchimento quando existem folgas maiores, materiais espessos, metais diferentes ou requisitos de maior resistência.
A soldagem a laser oscilante pode substituir o arame de enchimento?
Em algumas aplicações com folgas pequenas, a soldagem oscilante pode reduzir a necessidade de arame de enchimento, mas não pode substituí-lo completamente em todas as condições.
O que é soldagem a laser autógena?
É um processo de soldagem onde os materiais base são fundidos diretamente, sem a adição de metal de enchimento.
Qual a diferença entre enchimento com arame e enchimento com pó?
O enchimento em fio é mais estável e amplamente utilizado na produção, enquanto o enchimento em pó é mais flexível e usado principalmente para reparos e processamento de superfícies.
É necessário um alimentador de arame para soldagem a laser?
Nem sempre é necessário, mas é recomendado para materiais mais espessos, fabricação em geral e aplicações que exigem soldas mais resistentes.
Quais materiais requerem metal de adição na soldagem a laser?
Ligas de alumínio, metais diferentes, materiais suscetíveis a fissuras e seções de aço espessas frequentemente exigem metal de adição para garantir uma qualidade de soldagem estável.







