
Table des Matières
Introduction
Le soudage laser est réputé pour produire des soudures solides et précises avec un apport de chaleur minimal, mais il est aussi souvent associé à des exigences d'ajustement strictes. Lorsque les pièces ne sont pas parfaitement alignées, de nombreux fabricants se demandent si le soudage laser peut néanmoins créer un joint fiable.
La réponse dépend de la taille de l'espace, du type de matériau, des paramètres de soudage et de l'utilisation ou non d'un fil d'apport. Dans cet article, nous examinerons la tolérance réelle des espaces en soudage laser, les conditions dans lesquelles le soudage laser permet de combler les espaces et les méthodes pratiques pour améliorer les résultats de soudage lorsqu'un assemblage parfait est impossible.
Que signifie le terme « remplissage d'espace » en soudage laser ?
En soudage laser, le « remplissage d'espace » désigne le procédé consistant à compenser ou à « combler » l'espace entre les composants à souder, grâce à des techniques spécifiques, afin de réaliser une soudure complète et sans défaut. Pour pallier les défauts de soudage, diverses technologies de « remplissage » ou de « pontage d'espace » ont été développées. Leurs principes, méthodes et applications sont les suivants :
| Aspect | Description | Méthodes courantes | Les Avantages |
|---|---|---|---|
| Principe de base | Utilisez du matériau en fusion, la dilatation thermique ou un matériau d'apport supplémentaire pour combler l'espace et créer une soudure complète. | Remplissage du bain de fusion, ajout de fil de remplissage, compensation de la dilatation thermique. | Soudage laser avec fil d'apport, soudage à fil chaud ou à fil froid, soudage par oscillation du faisceau, soudage hybride laser-arc et brasage laser. |
| Technologies de comblement des lacunes | Augmenter le volume de métal d'apport ou élargir le bain de fusion pour combler des espaces plus importants. | Soudage laser avec fil d'apport, soudage à fil chaud ou à fil froid, soudage par oscillation du faisceau, soudage hybride laser-arc, brasage laser. | Permet le soudage de joints présentant des écarts plus importants et améliore la stabilité du processus. |
| Applications matérielles | Différents matériaux nécessitent différentes approches de comblement des espaces. | Acier inoxydable, acier au carbone, alliages d'aluminium, aciers à haute résistance, plastiques et matériaux dissemblables. | Permet d'obtenir des joints plus résistants, de meilleures propriétés mécaniques et une meilleure homogénéité des soudures. |
| Techniques auxiliaires | Améliorer le contact des joints et optimiser les conditions de soudage. | Systèmes de serrage, soudage assisté par pression, simulation de processus et optimisation des paramètres. | Réduit les défauts et améliore les performances de comblement des écarts. |
Le soudage laser par interstices repose sur l'application intégrée de méthodes de soudage, de matériaux d'apport, de paramètres d'équipement et de techniques de préparation des joints. L'objectif est d'obtenir une soudure fiable même en l'absence d'un alignement parfait des pièces.
Le soudage laser peut-il combler les interstices ?
Oui, le soudage laser peut combler les espaces, mais sa capacité à le faire est limitée et dépend de la taille de l'espace, de la configuration du processus et des matériaux.
Capacité de dépôt par soudage laser
Le soudage laser est un procédé de soudage à haute densité d'énergie caractérisé par une petite taille de point d'impact. Il tolère très mal les jeux d'assemblage. Le soudage laser monofaisceau traditionnel, notamment le soudage à pénétration profonde, exige un jeu nul ou extrêmement faible, car il repose principalement sur la fusion du matériau de base pour former la soudure, avec peu ou pas de métal d'apport. Grâce à des améliorations spécifiques du procédé et à des technologies hybrides, le soudage laser peut désormais gérer avec succès des jeux dans une certaine limite.
Pourquoi le soudage laser est-il généralement utilisé pour les assemblages précis ?
Le soudage laser est reconnu pour sa grande précision, mais il est aussi plus sensible aux jeux d'assemblage que de nombreuses méthodes de soudage traditionnelles. Cela est principalement dû aux caractéristiques du procédé de soudage lui-même.
- Petit bain de fusion : Le soudage laser crée un petit bain de fusion concentré qui se solidifie rapidement. Si l’écart est trop important, la quantité de métal en fusion risque d’être insuffisante pour assurer une étanchéité parfaite.
- Quantité limitée de métal d'apport : Dans de nombreuses applications de soudage laser, la soudure est principalement réalisée par fusion du matériau de base. Sans apport de métal d'apport, des espaces importants peuvent entraîner une fusion incomplète, des caniveaux ou une perforation.
- Exigences d'alignement élevées : L'énergie laser est concentrée sur une zone très réduite. Pour des résultats de soudage stables, le faisceau doit être positionné avec précision le long du joint. Des écarts excessifs ou un mauvais alignement peuvent réduire la qualité de la soudure et rendre le processus instable.
Pour ces raisons, le soudage laser donne généralement de meilleurs résultats lorsque les pièces sont ajustées avec précision et que les jeux entre les joints sont réduits au minimum.
Quand le soudage laser peut-il combler les espaces ?
Le soudage laser standard n'est pas conçu pour les grands jeux, mais un procédé adapté peut faire toute la différence. Dans de nombreuses applications, les fabricants utilisent des techniques de soudage complémentaires pour améliorer la tolérance aux jeux et garantir la qualité des soudures.
| Méthode | Fonctionnement |
| Ajout de fil de remplissage | L'introduction de fil d'apport dans le bain de fusion ajoute de la matière, facilitant ainsi le comblement des espaces et la réalisation d'une soudure complète. |
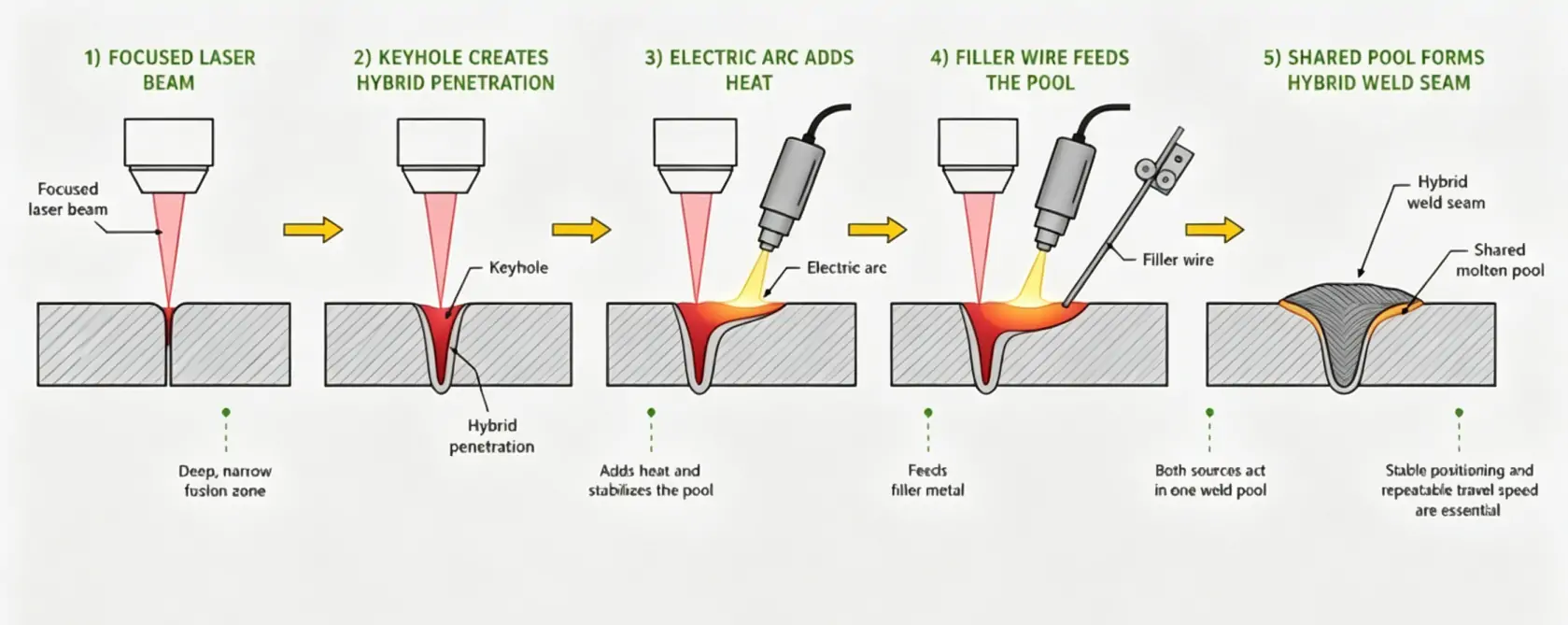
| Soudage hybride laser-arc | Le laser assure une pénétration profonde, tandis que l'arc fournit la chaleur et le métal d'apport supplémentaires, permettant à la soudure de tolérer des écarts plus importants. |
| Soudage par oscillation du faisceau | Le faisceau laser se déplace selon un schéma contrôlé pour créer un bain de fusion plus large, permettant ainsi au métal en fusion de combler plus efficacement les interstices. |
| Processus et optimisation conjointe | Une préparation adéquate des joints et des réglages appropriés de la puissance, de la vitesse et de la mise au point peuvent aider le soudage laser à gérer les petits espaces d'assemblage. |
Le soudage laser est optimal lorsque les pièces sont parfaitement ajustées. Grâce à l'utilisation de fil d'apport, au soudage hybride, à l'oscillation du faisceau et à des paramètres appropriés, il permet de compenser des jeux de jointure plus importants et de produire des soudures plus fiables. (Lire : Le soudage laser nécessite-t-il un métal d'apport ? Apprendre encore plus)
- Aperçu de la capacité du soudage laser à combler les interstices
- Pourquoi le soudage laser est-il conçu pour les joints à faible tolérance ?
- Dans quelles conditions le soudage laser peut-il traiter avec succès de petits espaces ?
Quelle est la limite de tolérance du soudage laser ?
L'espace tolérable en soudage laser dépend du procédé de soudage, du matériau et de la conception de l'assemblage. En général, le soudage laser standard exige des espaces très réduits, tandis que le soudage avec fil d'apport, l'oscillation du faisceau et le soudage hybride permettent d'accroître considérablement la tolérance aux espaces.
Soudage laser standard (<0.1 mm)
Le soudage laser standard nécessite un ajustement précis des joints et convient mieux aux jeux minimaux.
Facteurs : alignement des joints, focalisation du faisceau et épaisseur du matériau.
Applications : Tôlerie de précision, électronique, batteries et composants automobiles.
Soudage laser avec fil d'apport (jusqu'à 0.5 mm ou plus)
Le fil d'apport ajoute du métal de soudure supplémentaire, facilitant ainsi le comblement des espaces plus importants.La machine à souder laser KEMPSON 4000W peut souder des matériaux jusqu'à 12 mm d'épaisseur et 8 mm de largeur.)
Facteurs : vitesse d’alimentation du fil, puissance du laser et diamètre du fil.
Applications : Soudage de l'aluminium, fabrication automobile et travail des métaux.
Soudage laser oscillant (jusqu'à 25 % de l'épaisseur du matériau)
L'oscillation du faisceau crée un bain de fusion plus large et améliore la tolérance aux écarts.
Facteurs : largeur d’oscillation, vitesse de soudage et épaisseur du matériau.
Applications : Alliages d'aluminium, pièces en acier inoxydable et fabrication générale.
Soudage hybride laser-arc (jusqu'à 15 % de l'épaisseur du matériau)
L'association d'un laser à un procédé à arc améliore la gestion des jeux et la stabilité de la soudure.
Facteurs : Réglages de l'arc, apport de métal d'apport, conception du joint.
Applications : Construction navale, équipements lourds, appareils à pression et soudage de tôles épaisses.
En général, plus l'écart est faible, plus il est facile d'obtenir une soudure de haute qualité. Pour les écarts plus importants, l'utilisation de fil d'apport ou de procédés de soudage laser avancés est souvent nécessaire.
Que se passe-t-il en cas d'interruption lors du soudage laser ?
En soudage laser, les interstices peuvent affecter directement la stabilité du procédé et la qualité de la soudure. Plus l'interstice est important ou irrégulier, plus il est difficile d'obtenir une soudure stable et homogène.
1. Instabilité et défauts
Les variations d'écartement peuvent perturber le bain de fusion et entraîner des défauts tels que des caniveaux, une fusion incomplète ou une forme de soudure irrégulière.
2. Mauvaise forme de la soudure
Un écoulement instable du métal entraîne une pénétration irrégulière et des problèmes de qualité de surface, notamment une fusion superficielle et des cordons irréguliers.
3. Nécessité d'une compensation
Pour combler les espaces, des méthodes telles que le fil de remplissage, le réglage des paramètres et le suivi des coutures sont souvent nécessaires.
4. Changements de comportement énergétique
Différents matériaux et conditions de soudage peuvent affecter l'absorption d'énergie, réduisant ainsi la stabilité des métaux réfléchissants comme l'aluminium.
Les interstices peuvent réduire la stabilité du soudage laser et augmenter le risque de défauts ; c'est pourquoi des méthodes de contrôle du processus ou de remplissage sont généralement nécessaires pour garantir la qualité.
Le soudage laser peut-il fonctionner sans fil d'apport ?
Oui, le soudage laser peut être réalisé sans fil d'apport. On parle alors de soudage autogène. Dans ce procédé, la soudure se forme uniquement par fusion et solidification des matériaux de base.
Vous trouverez ci-dessous une comparaison entre le soudage avec et sans fil d'apport :
| Produit | Sans fil d'apport (soudage autogène) | Avec fil de remplissage |
| Principe du processus | Le laser fait fondre le matériau de base pour former l'articulation. | On ajoute le fil d'apport pendant que le matériau de base est fondu. |
| composition de la soudure | Identique au matériau de base | Matériau de base et fil de remplissage combinés, les propriétés peuvent être ajustées |
| Exigence d'écart articulaire | Un ajustement très strict et précis est requis (généralement ≤ 0.2 mm). | Plus tolérant, peut combler des écarts plus importants (environ 0.6 mm ou plus). |
| Principaux avantages | Procédé simple, rapidité d'exécution, faible apport de chaleur, faible déformation | Permet de combler les lacunes, d'améliorer les propriétés de soudure et offre une plus grande adaptabilité. |
| Principaux défis | Un ajustement très strict et précis est requis (généralement ≤ 0.2 mm). | Un système plus complexe nécessite une alimentation en fil précise et un contrôle précis des paramètres |
Quand le soudage autogène donne les meilleurs résultats
- Composants de précision tels que les dispositifs électroniques et médicaux
- structures en feuilles minces (généralement inférieures à 1 mm)
- Joints ajustés avec un jeu quasi inexistant, tels que les soudures à recouvrement ou d'étanchéité
- Production en grande série où la rapidité et le coût sont prioritaires
Lorsque le fil de remplissage est nécessaire
- Pièces présentant des jeux d'assemblage inévitables
- Soudage de matériaux dissemblables pour former une couche de transition
- Applications nécessitant une résistance à la soudure ou à la fissuration plus élevée
- Soudage de tôles épaisses ou multipasses
- Matériaux sensibles aux fissures, tels que certains alliages d'aluminium
Le choix d'utiliser ou non un fil d'apport repose sur un compromis entre simplicité et précision, d'une part, et flexibilité et tolérance, d'autre part. Le soudage autogène est optimal lorsque les pièces s'ajustent parfaitement et que les matériaux sont compatibles. En présence de jeux ou lorsque les exigences de performance sont plus élevées, l'utilisation d'un fil d'apport est généralement nécessaire.
Quand le soudage laser ne peut pas combler les espaces
Le soudage laser donne les meilleurs résultats lorsque les pièces sont ajustées avec précision. Dès que l'écart devient trop important ou irrégulier, la qualité du soudage se dégrade rapidement et le risque de défauts augmente.
Limites du remplissage des lacunes
Le soudage laser produit un bain de fusion petit et concentré. Lorsque l'écart dépasse cette zone, le métal en fusion ne peut pas combler complètement le joint, ce qui entraîne des soudures faibles ou incomplètes.
Mauvaise adaptation
Si les pièces sont mal alignées ou si les bords sont irréguliers, la soudure devient instable. Cela entraîne souvent une forme de cordon irrégulière ou une fusion faible.
Grandes tolérances d'assemblage
Lorsque l'écart entre les pièces varie, il devient difficile d'obtenir des résultats constants. Le soudage laser exige des conditions d'assemblage stables et reproductibles.
Pourquoi utilise-t-on plutôt le MIG/TIG ?
Les procédés de soudage MIG et TIG utilisent un bain de fusion plus large et un métal d'apport continu. Cela facilite le comblement de jeux importants et les rend souvent privilégiés lorsque l'ajustement précis n'est pas requis.
Le soudage laser n'est pas adapté aux jeux importants ou irréguliers ; par conséquent, en cas d'ajustement imparfait, on privilégie généralement des procédés comme le MIG ou le TIG pour une meilleure étanchéité et une plus grande stabilité. Pour plus de détails, voir : Soudage laser portatif vs soudage MIG : lequel est le meilleur ?
Comment améliorer la tolérance aux écarts en soudage laser
L'amélioration de la tolérance aux jeux en soudage laser est essentielle à l'expansion de son utilisation industrielle. Le soudage laser, caractérisé par une petite taille de point et un faible volume de bain de fusion, est sensible aux jeux d'assemblage. Cependant, grâce à l'optimisation du procédé et à des méthodes complémentaires, sa capacité à gérer les jeux peut être considérablement améliorée.
1. Améliorer la conception des joints et la qualité de l'assemblage
Il s'agit de l'étape la plus fondamentale. Une meilleure précision d'usinage et d'assemblage contribue à réduire les écarts par rapport à la source.
- Usinage des bords : Utiliser le fraisage ou la découpe de précision pour obtenir des bords de soudure plus lisses et réduire les écarts irréguliers.
- Pré-alignement : assurez-vous que les pièces sont correctement alignées avant le soudage afin d’éviter des jeux de désalignement supplémentaires.
2. Utiliser des matériaux d'apport ou le soudage hybride
Il s'agit là d'une des méthodes les plus directes pour améliorer la tolérance aux écarts, en ajoutant du matériau supplémentaire pour combler l'espace.
- Soudage laser à fil/poudre : L’ajout de fil d’apport ou de poudre métallique pendant le soudage permet d’augmenter le remplissage et de réduire la sensibilité à la précision d’assemblage.
- Soudage hybride laser-arc : l’arc fournit le métal d’apport, tandis que le laser assure une pénétration profonde et une vitesse élevée. Cela le rend plus adapté aux grands espaces, notamment dans les tôles épaisses et les pièces structurelles.
3. Ajuster les paramètres du processus de soudage
Modifier les conditions de soudage peut faciliter le comblement des espaces.
- Soudage laser à double point : élargit la zone de chauffe et contribue à stabiliser le bain de fusion.
- Réglage du flou : Agrandit légèrement le point laser pour faciliter la correction des petits écarts.
- Soudage laser pulsé : Idéal pour les tôles fines et les petits défauts d’assemblage, à moindre coût
4. Utiliser des systèmes de surveillance et de contrôle
Le retour d'information en temps réel permet de corriger les écarts de soudage pendant le processus.
- Système de suivi de joint : détecte les variations de position et d'écartement de la soudure et ajuste la trajectoire ou les paramètres de soudage.
5. Utiliser des dispositifs de fixation et des outils de support
Les outils externes permettent de réduire ou de contrôler les écarts lors du soudage.
- Dispositifs de précision : maintiennent les pièces stables et bien alignées afin de réduire les erreurs d’assemblage.
- Systèmes de support électromagnétique : Ils soutiennent le bain de fusion lors du soudage de tôles épaisses et contribuent à prévenir les affaissements.
L'amélioration de la tolérance des jeux en soudage laser nécessite une combinaison de méthodes. Les petits jeux sont principalement contrôlés par usinage et assemblage. Les jeux plus importants font appel à des matériaux d'apport, au soudage hybride ou à des ajustements du procédé. Un contrôle et un outillage appropriés permettent d'étendre encore le champ d'application du soudage laser.
Soudage laser versus soudage traditionnel pour la gestion des espaces
Le soudage laser et le soudage conventionnel diffèrent considérablement quant à leur capacité à combler les jeux. Article de référence : Soudage laser vs soudage traditionnel : différences, avantages, coûts et applications. principalement en raison des différences de concentration de la source de chaleur et de la méthode de dépôt du matériau.
| Caractéristique | La soudure au laser | Soudage conventionnel (TIG/MIG) | Soudage au laser hybride |
| Capacité de gestion des écarts | Le modèle bas nécessite un ajustement très serré. | Haute résistance, permet de combler des espaces plus importants avec du métal d'apport. | Haute précision, combine la précision laser avec la capacité de remplissage à l'arc |
| Apport de chaleur et déformation | Apport de chaleur plus élevé, zone affectée thermiquement plus large, déformation plus visible | Bas, nécessite un ajustement très serré | Apport de chaleur moyen, meilleur contrôle de la distorsion |
| Vitesse de soudage | Très rapide | Relativement lent | Soudage à l'arc plus rapide et plus efficace que le soudage à l'arc traditionnel |
| Demande de leasing | Faible apport de chaleur, zone affectée thermiquement étroite, faible déformation | Plaques d'épaisseur moyenne à épaisse, pièces structurelles avec variations d'assemblage, telles que les machines de construction navale et d'ingénierie | Plaques épaisses, structures à grand espacement et construction sur site, telles que des structures en acier lourd |
Le choix du procédé de soudage dépend principalement des dimensions de l'entrefer. Le soudage laser convient aux applications de haute précision avec de petits entrefers, tandis que le soudage traditionnel est plus adapté aux grands entrefers et aux conditions complexes. Le soudage laser hybride, quant à lui, offre un bon compromis entre efficacité et adaptabilité aux entrefers.
Applications industrielles et cas d'utilisation réels
Le soudage laser est utilisé dans de nombreux secteurs industriels exigeant précision, soudures propres et rapidité d'exécution. Il est particulièrement adapté aux faibles jeux et aux conditions d'assemblage rigoureusement contrôlées.
Fabrication de tôlerie et soudage de précision :
Utilisé pour les armoires électriques, les boîtiers métalliques, les boîtes de commande, les supports de précision, etc.
Structures de soudage laser pour l'automobile :
Utilisé pour les panneaux de carrosserie, les boîtiers de batterie, les armatures de sièges, les structures de portes, etc.
Réparation de moules et composants de précision :
Utilisé pour les moules d'injection, les surfaces de matrices, l'outillage de précision, les petites pièces mécaniques, etc.
Soudage de l'acier inoxydable et des matériaux minces :
Utilisé pour les tubes en acier inoxydable, les équipements de cuisine, les boîtiers de dispositifs médicaux, les panneaux minces en acier inoxydable, etc.
Le soudage laser est largement utilisé dans les secteurs de la fabrication de précision, tels que la tôlerie, les pièces automobiles, la réparation de moules et le traitement de l'acier inoxydable. Il est particulièrement efficace pour les applications exigeant une grande précision, des soudures propres et un contrôle rigoureux de l'assemblage.
Conclusion
Le soudage laser est optimal lorsque les pièces s'emboîtent parfaitement. De petits écarts peuvent parfois être gérés, mais des écarts plus importants ou irréguliers affectent la qualité et la stabilité de la soudure. Dans de nombreux cas, l'ajout de fil d'apport ou le recours à un soudage hybride sont nécessaires pour une meilleure fiabilité.
KEMPSON se spécialise dans les équipements de soudage laser et les solutions de soudage industriel pour la fabrication de précision et le traitement des métaux. Pour un accompagnement de projet ou des solutions de soudage sur mesure, contactez-nous. pour trouver le système adapté à votre application.

FAQ
Quelle est la capacité de soudage laser maximale pour combler un écart ?
Cela dépend du procédé. Le soudage laser standard exige généralement des écarts inférieurs à 0.1 mm, tandis que le soudage avec fil d'apport ou le soudage hybride peuvent supporter des écarts d'environ 0.5 mm, voire plus.
Le soudage laser à fibre peut-il combler des joints irréguliers ?
Les petites irrégularités peuvent être gérées, mais les écarts importants ou irréguliers affecteront la stabilité de la soudure et peuvent provoquer des défauts.
Ai-je toujours besoin de fil d'apport pour le soudage laser ?
Non. Pour les assemblages ajustés avec précision, le soudage laser peut se faire sans fil d'apport. Il est principalement nécessaire en présence de jeux ou lorsqu'une résistance d'assemblage supérieure est requise.
Que se passe-t-il si l'écart est trop important ?
La soudure peut devenir instable, entraînant une fusion faible, une perforation ou des joints incomplets.
Le soudage laser est-il meilleur que le soudage TIG pour les petits espaces ?
Oui, pour le soudage précis et dans des espaces réduits, le soudage laser est plus rapide et produit moins de déformation thermique que le soudage TIG.
Comment réduire les jeux de soudure avant le soudage laser ?
Améliorez la précision d'usinage, utilisez des dispositifs de fixation appropriés et assurez-vous que les pièces sont bien alignées avant le soudage.
Le soudage laser peut-il réparer des pièces mal usinées ?
Seulement dans une certaine mesure. Les petits défauts peuvent être corrigés, mais les grands écarts ou un mauvais ajustement nécessitent généralement d'autres méthodes de soudage.
Quels sont les matériaux les plus sensibles aux défauts de soudure ?
L'aluminium et les métaux hautement réfléchissants sont plus sensibles, car ils nécessitent un contrôle plus strict de l'apport de chaleur et de l'ajustement des joints.







