
Table des Matières
Introduction
Lors du soudage laser, un terme revient fréquemment : « trou de serrure ». Bien que son nom paraisse simple, il s’agit d’un facteur déterminant pour la profondeur de pénétration, l’efficacité et la qualité de la soudure. Dans le procédé de soudage laser à trou de serrure, les faisceaux laser haute énergie fondent et vaporisent rapidement les matériaux, créant une cavité spécifique au sein du bain de fusion. C’est ce qu’on appelle le trou de serrure. La stabilité de ce trou de serrure influe directement sur la profondeur de pénétration, la réduction des défauts et le résultat final de la soudure. Nous proposons une large gamme d’équipements de soudage laser haute performance et haute précision, incluant des modèles portables, de table et automatisés. (En savoir plus : Soudage laser Kempson)
Comment se forme un trou de serrure ? Pourquoi améliore-t-il la pénétration du soudage laser ? Quels facteurs peuvent le rendre instable et provoquer porosités, projections et autres problèmes ? Nous aborderons ensuite le mécanisme de formation, le principe de fonctionnement, les facteurs influents, les défauts de soudage courants et les différences entre le soudage par trou de serrure et le soudage par conduction, afin de mieux comprendre l’« effet trou de serrure » en soudage laser.
Qu'est-ce que le soudage laser en trou de serrure ?
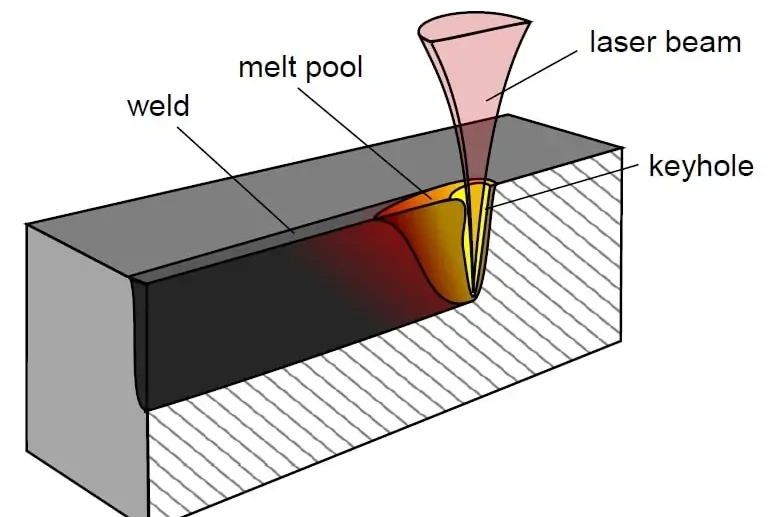
Le terme « trou de serrure » désigne une cavité étroite remplie de vapeur qui se forme à l'intérieur du bain de fusion lorsque la surface du matériau fond rapidement et se vaporise partiellement sous l'effet d'un laser de haute puissance. Sa forme rappelle celle d'un trou de serrure, d'où son nom.
La stabilité du point d'entrée du laser influe directement sur la qualité du soudage. Une instabilité de ce point d'entrée peut entraîner des problèmes tels que porosité, projections, affaissement ou pénétration irrégulière. Il est donc essentiel de contrôler précisément des paramètres comme la puissance du laser, la vitesse de soudage, la position focale et le gaz de protection.
Comment il se forme
La formation d'un trou de serrure lors du soudage laser est un processus dynamique résultant de l'interaction entre l'énergie laser et les matériaux. Le faisceau laser est focalisé sur la surface métallique, où le matériau absorbe la chaleur et commence à fondre ; la température locale atteint alors le point de vaporisation. La pression de recul générée par la vapeur métallique s'exerce sur le bain de fusion, créant une cavité étroite à l'intérieur du métal en fusion : le « trou de serrure ».
Mécanisme de travail
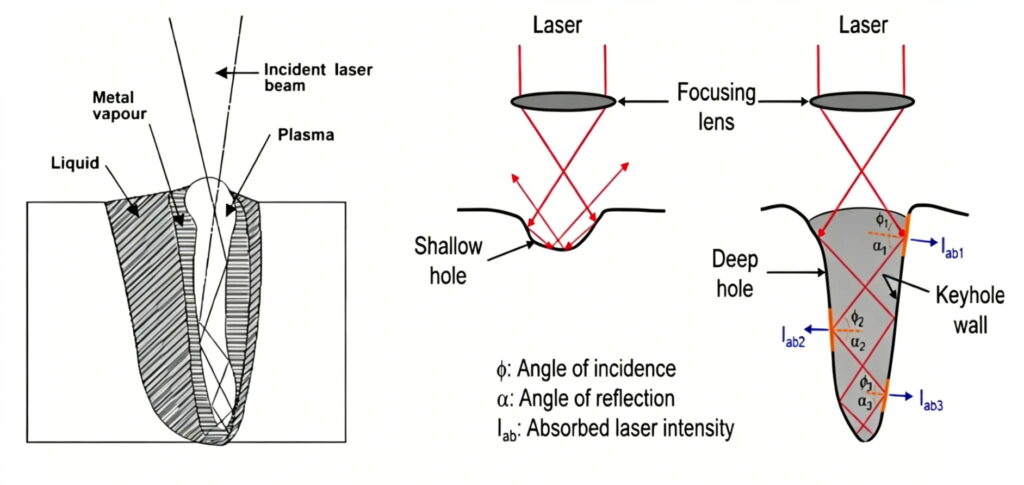
Lors du soudage laser en cavité, il ne s'agit pas simplement de chauffer et de faire fondre la surface du matériau. Le procédé repose plutôt sur la création d'une structure stable en forme de « cavité » à l'intérieur du matériau grâce à l'énergie laser haute densité, permettant ainsi un assemblage en profondeur. Une fois la cavité formée, le laser y pénètre et se réfléchit plusieurs fois, ce qui permet à une plus grande quantité d'énergie d'être absorbée par le matériau plutôt que de rester en surface. Ce transfert d'énergie concentré permet à la chaleur de se diffuser rapidement en profondeur, assurant une meilleure pénétration et une efficacité de soudage accrue.
En soudage laser, le trou de serrure agit comme un canal ouvert pour l'énergie laser. La chaleur pénètre dans le matériau par ce biais, et la stabilité de ce trou de serrure influe directement sur la formation de la soudure, la profondeur de pénétration et la stabilité du soudage.
Facteurs qui influencent
En soudage laser, le trou de serrure n'est pas une structure fixe. Il évolue continuellement en fonction des paramètres du procédé et des caractéristiques du matériau. La stabilité du trou de serrure détermine directement la profondeur de pénétration, la formation de la soudure et sa qualité. Les principaux facteurs influents sont :
- Puissance du laser : si la puissance est trop faible, le matériau ne peut pas se vaporiser suffisamment, ce qui rend difficile la formation d’un trou de serrure stable lors du soudage laser ; si la puissance est trop élevée, cela peut entraîner une augmentation des projections, un effondrement du trou de serrure, voire une perforation.
- Vitesse de soudage : Si la vitesse de soudage est trop rapide, le temps de séjour de la chaleur devient insuffisant et le trou de serrure ne peut pas se former de manière stable ; si elle est trop lente, le bain de fusion devient plus grand, l’accumulation de chaleur augmente et une déformation de la soudure se produit.
- Position focale : Si le point focal s'écarte de la position optimale, l'énergie ne peut pas se concentrer suffisamment, ce qui affecte la profondeur et la stabilité du trou de serrure et entraîne une pénétration insuffisante.
- Taille du faisceau : Une taille de faisceau plus petite signifie une densité d'énergie plus élevée et une formation plus facile de trous de serrure à pénétration profonde ; une taille de faisceau plus grande diminue la densité d'énergie et réduit les performances de pénétration.
- Propriétés des matériaux : Les matériaux présentent des réflectivités, des conductivités thermiques et des points de fusion différents. L’acier inoxydable permet une soudure à pénétration profonde stable plus facilement, tandis que les matériaux hautement réfléchissants sont plus difficiles à souder en trou de serrure.
- Gaz de protection : Le gaz de protection peut réduire l’oxydation et influencer l’écoulement du bain de fusion et les conditions du plasma. Le type de gaz, son débit et son mode d’injection ont tous une incidence sur la stabilité du trou de serrure.
- Stabilité de l'environnement et des équipements de soudage : les fluctuations de la puissance du laser, les erreurs de serrage des pièces, la contamination de surface ou les variations d'écartement peuvent toutes affecter l'équilibre dynamique du trou de serrure et entraîner des fluctuations de la qualité du soudage.
La stabilité du trou de serrure dépend de multiples facteurs. Seul un paramétrage précis permet d'obtenir une soudure laser plus stable et de meilleure qualité.
Défauts
Le soudage laser en trou de serrure permet une pénétration profonde et un soudage à haut rendement, mais si le trou de serrure devient instable, des défauts de soudage peuvent facilement apparaître et affecter directement la qualité de la soudure et la stabilité du processus.





- Porosité : Lorsque le trou de serrure du soudage laser fluctue ou se ferme soudainement, la vapeur métallique ne peut s'échapper à temps, se retrouvant piégée dans le bain de fusion et formant des pores après refroidissement.
- Effondrement du trou de serrure : Si le trou de serrure lors du soudage laser perd son équilibre dynamique, les parois de la cavité se referment brusquement, provoquant une pénétration irrégulière et une formation de soudure anormale.
- Projections : Lorsque la puissance du laser est trop élevée ou que le trou de serrure vibre fortement, le métal en fusion peut être expulsé du bain par la pression de vapeur, créant des projections et affectant la qualité de la surface de la soudure.
- Pénétration instable : la vitesse de soudage, la position focale ou les fluctuations de puissance peuvent modifier continuellement la profondeur du trou de serrure, entraînant une pénétration irrégulière.
- Fissuration : Un apport de chaleur irrégulier ou une vitesse de refroidissement excessive peuvent générer des contraintes thermiques dans la zone de soudure, augmentant ainsi le risque de fissuration.
- Perforation : Lorsque l'énergie du laser est trop élevée, le trou de serrure se dilate excessivement et le matériau fond trop profondément, pénétrant directement la pièce à usiner.
La plupart des défauts ne sont pas causés par le trou de serrure lui-même, mais par une stabilité insuffisante du trou de serrure lors du soudage laser ou par une mauvaise correspondance des paramètres.
Avantages
Le soudage laser à trou de serrure stable améliore l'utilisation de l'énergie et rend le processus de soudage plus efficace et plus précis.





- Pénétration de soudure plus profonde : La structure en trou de serrure guide l’énergie laser au cœur du matériau, empêchant la chaleur de rester en surface. Grâce à ce trou de serrure, le soudage laser permet d’obtenir une pénétration profonde.
- Absorption accrue de l'énergie laser : une fois que le laser pénètre dans le trou de serrure, il se réfléchit plusieurs fois entre les parois de la cavité, réduisant ainsi les pertes d'énergie, augmentant l'efficacité d'absorption et améliorant l'utilisation du soudage.
- Soudage plus rapide et plus efficace : grâce à une forte concentration d’énergie, les matériaux fondent et s’assemblent plus rapidement. Le soudage laser à trou de serrure offre ainsi des vitesses de soudage supérieures.
- Zone affectée thermiquement plus petite et déformation moindre : la chaleur est concentrée dans la zone de soudage, réduisant ainsi la zone affectée thermiquement dans les matériaux environnants, diminuant le risque de déformation et améliorant la qualité de la soudure.
- Qualité de soudure supérieure : Un trou de serrure de soudage laser stable favorise un écoulement uniforme du métal en fusion, créant des soudures plus profondes et plus étroites tout en améliorant la résistance et la régularité de la soudure.
En mode « trou de serrure », le soudage laser permet une pénétration plus profonde et une efficacité accrue, améliorant la qualité de la soudure et la stabilité du processus, ce qui en fait l'une des technologies clés du soudage laser industriel moderne.
Comment améliorer ses performances
Pour obtenir des performances stables en soudage laser à trou de serrure, il est essentiel de contrôler l'état du trou de serrure et l'équilibre de l'apport de chaleur.
- Optimisez la puissance du laser : une puissance trop faible ne permet pas de créer un trou de serrure stable pour la soudure laser, tandis qu’une puissance excessive peut provoquer des projections ou une perforation. Adaptez la puissance à l’épaisseur du matériau.
- Ajuster la vitesse de soudage : Une vitesse de soudage appropriée permet d’éviter les fluctuations ou l’affaissement du trou de serrure lors du soudage laser.
- Contrôle de la position focale : Maintenez la distance focale optimale pour créer un trou de serrure plus stable et une pénétration plus constante.
- Choisissez un gaz de protection approprié : utilisez des gaz de protection tels que l’argon ou l’azote pour réduire l’oxydation et améliorer la stabilité du bain de fusion.
- Optimiser la taille du faisceau : Une taille de faisceau appropriée améliore l'efficacité d'absorption du laser et sa capacité de pénétration en profondeur.
- Maintenir la propreté des surfaces des matériaux : Nettoyer les surfaces des pièces à usiner afin d’éviter d’affecter l’absorption du laser et d’améliorer la stabilité du soudage.
L'optimisation conjointe des équipements, des paramètres et des conditions des matériaux permet d'obtenir des performances de soudage laser à trou de serrure stables et de haute qualité.
Applications
Le soudage laser stable en mode trou de serrure permet une pénétration plus profonde et une soudure de meilleure qualité et est couramment utilisé dans les applications suivantes :

Fabrication automobile
Utilisé pour les composants structurels de la carrosserie, les plateaux de batterie, les pièces de châssis et le soudage de l'acier à haute résistance pour une production de masse à grande vitesse.
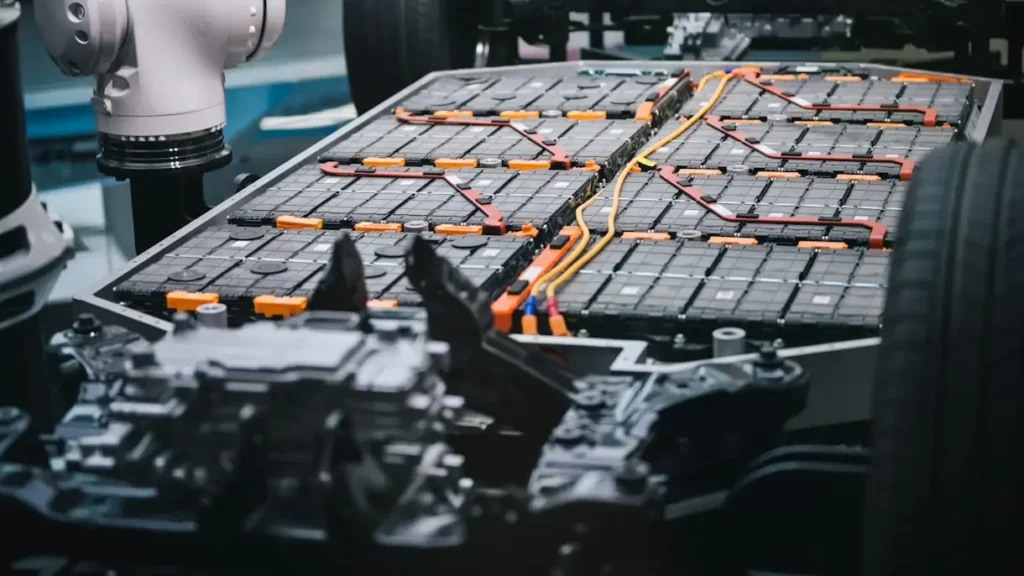
Nouvelles batteries énergétiques
Convient pour le soudage des boîtiers de batteries, des languettes de batteries et des modules, où la régularité et la précision de la soudure sont essentielles.

Industrie aerospatiale
Utilisé pour le soudage d'alliages à haute résistance et de pièces structurelles de précision afin de répondre aux exigences de légèreté et de haute fiabilité.
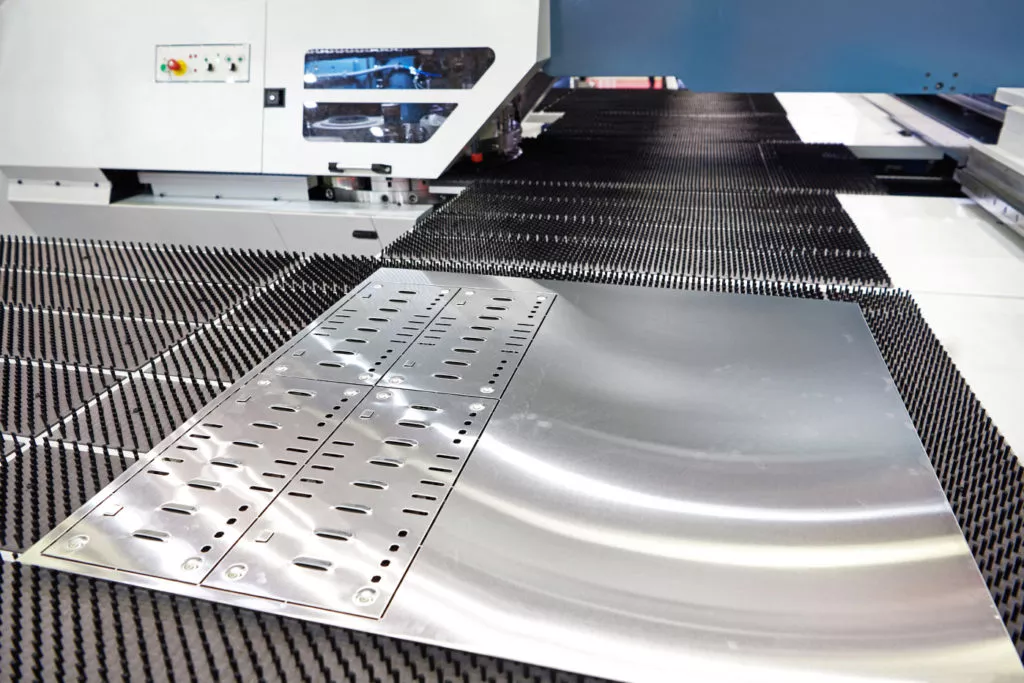
Traitement de la tôle
Pour les applications sur acier inoxydable, acier au carbone et tôles métalliques, le soudage laser en trou de serrure permet une pénétration profonde et un assemblage de haute qualité.

Dispositifs médicaux
Adapté aux composants médicaux de précision et au soudage de métaux à parois minces, il réduit la déformation thermique et améliore la précision du soudage.
transport ferroviaire et industrie lourde
Utilisé pour les plaques épaisses et les grands assemblages métalliques nécessitant une résistance élevée et une pénétration profonde.
Toute industrie exigeante en matière d'efficacité de soudage, de profondeur de pénétration et de qualité peut tirer un avantage considérable du soudage laser à pénétration complète.
Conclusion
En comprenant les principes de formation, les mécanismes de fonctionnement, les facteurs d'influence et les défauts courants du soudage laser à pénétration profonde, les entreprises peuvent optimiser leurs procédés de soudage et améliorer leur productivité et la constance de leurs produits. La stabilité de la pénétration du laser détermine la profondeur de pénétration, la qualité de la soudure et la stabilité de fonctionnement des équipements, ce qui rend le choix de la solution de soudage laser adaptée primordial.

Kempson Kempson est un fabricant professionnel d'équipements laser spécialisé dans les solutions de soudage laser stables et performantes. Qu'il s'agisse de machines de soudage laser portables, de systèmes de soudage automatisés ou de solutions sur mesure pour différents matériaux et applications, Kempson accompagne ses clients dans l'obtention d'une production de soudage plus efficace et de meilleure qualité.
Si vous recherchez des équipements de soudage laser adaptés à vos besoins de production, bienvenue chez contactez-nous. pour une assistance et des solutions techniques professionnelles.
QFP
Qu'est-ce qu'un trou de serrure en soudage laser ?
En soudage laser, le phénomène de « trou de serrure » est une cavité remplie de vapeur créée par la fusion et la vaporisation du métal par un laser à haute énergie. Ce trou de serrure permet à l'énergie laser de pénétrer plus profondément dans le matériau et rend possible le soudage à pénétration profonde.
Comment fonctionne le soudage laser à trou de serrure ?
Dans le soudage laser en trou de serrure, le faisceau laser pénètre dans la cavité et se réfléchit plusieurs fois le long des parois du trou de serrure, augmentant ainsi l'absorption d'énergie et produisant des soudures plus profondes et plus efficaces.
Quelle est la différence entre le soudage par pénétration et le soudage par conduction ?
Le soudage par pénétration profonde utilise une densité d'énergie élevée pour créer une pénétration profonde, tandis que le soudage par conduction transfère la chaleur principalement à travers la surface et produit généralement des soudures moins profondes.
Qu’est-ce qui provoque l’instabilité du trou de serrure en soudage laser ?
Les conditions instables du trou de serrure lors du soudage laser sont souvent dues à une puissance laser inadéquate, une vitesse de soudage excessive, une position focale incorrecte, des propriétés du matériau inadéquates ou de mauvais réglages du gaz de protection.
Les soudeuses laser portatives peuvent-elles réaliser des soudures en trou de serrure ?
Oui. Les soudeuses laser à fibre portatives de forte puissance peuvent générer un effet de trou de serrure lors du soudage laser, notamment pour le soudage de matériaux épais ou avec des paramètres optimisés.
Comment puis-je améliorer la stabilité du trou de serrure lors du soudage laser ?
La stabilité du trou de serrure peut être améliorée en optimisant la puissance du laser, la vitesse de soudage, la position du foyer, la taille du faisceau et le gaz de protection tout en maintenant une surface de matériau propre.







