
Table des Matières
Le soudage laser à pénétration profonde est un procédé de soudage à haute densité d'énergie qui utilise un faisceau laser focalisé pour créer un effet de trou de serrure, permettant une fusion complète avec une zone affectée thermiquement minimale et une faible déformation. Comparé au soudage à l'arc traditionnel ou au soudage par conduction, il offre des cordons de soudure plus profonds, une vitesse d'exécution plus élevée et une résistance supérieure des joints, ce qui le rend idéal pour l'acier inoxydable, l'acier au carbone, les alliages d'aluminium et les composants métalliques de précision. Cette technologie est largement utilisée dans la fabrication automobile, les structures aérospatiales, la production de batteries, la métallurgie et l'industrie lourde.
Dans cet article, nous expliquerons clairement le principe de fonctionnement et la définition du soudage laser à pénétration profonde, analyserons ses avantages, le comparerons au soudage par conduction, décrirons les matériaux appropriés, présenterons les types d'équipements et les paramètres clés, et vous guiderons dans le choix du système de soudage laser adapté à votre application.
Qu'est-ce que le soudage laser à pénétration profonde ?
Le soudage laser à pénétration profonde, également connu sous le nom de soudage laser en trou de serrureLe soudage par laser est une méthode d'assemblage de précision qui utilise un faisceau laser de haute puissance pour créer un trou de serrure vaporisé dans le métal. Ce trou de serrure permet à l'énergie laser de pénétrer toute l'épaisseur du matériau, produisant ainsi un procédé de soudage laser en profondeur avec des coutures étroites, des zones affectées par la chaleur minimales et une excellente résistance mécanique.
Contrairement au soudage à l'arc traditionnel, qui chauffe la surface et repose sur la conduction pour fusionner les métaux, Soudage laser haute puissance vaporise directement le matériau pour obtenir une pénétration à pleine épaisseur en un seul passage. Cela le rend particulièrement adapté pour plaques métalliques épaisses dans des secteurs tels que l'automobile, la construction navale, l'aérospatiale et les machines lourdes, où des soudures solides, précises et à faible distorsion sont essentielles.
Cette méthode allie rapidité, précision et fiabilité, offrant un avantage significatif par rapport au soudage conventionnel pour les applications de fabrication exigeantes.
Pour solutions de soudage laser pour plaques épaissesVeuillez cliquer pour afficher.
Comment fonctionne le soudage laser à pénétration profonde ?
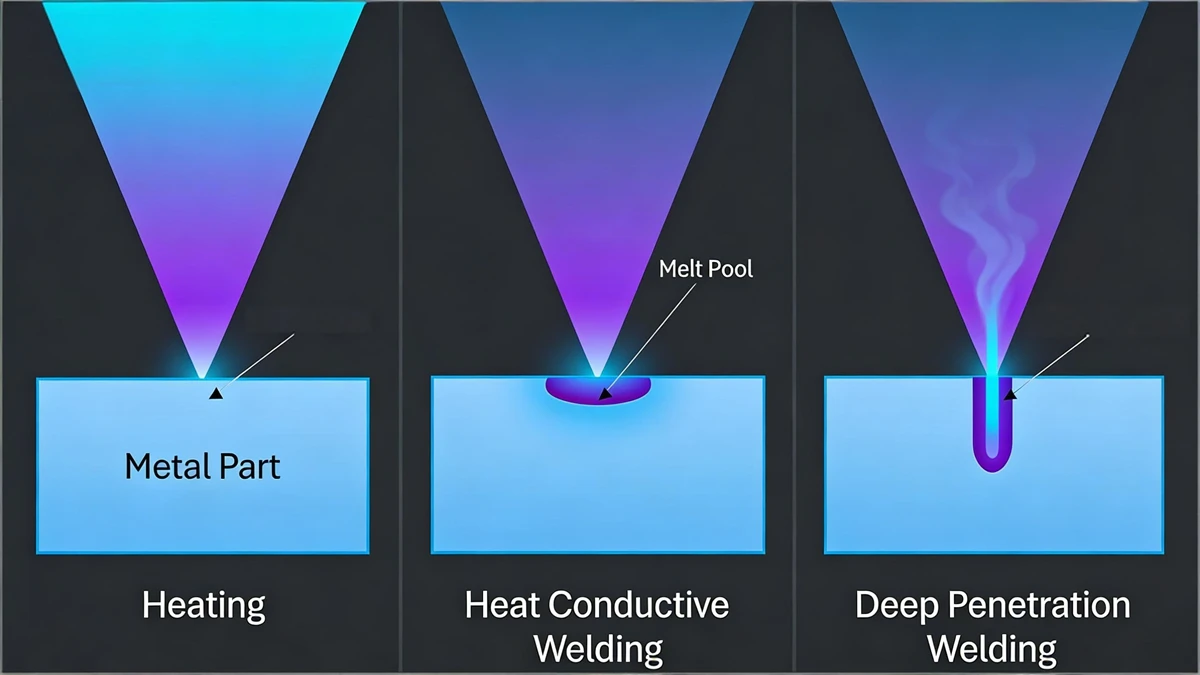
Le soudage laser à pénétration profonde fonctionne grâce au mécanisme de soudage en trou de serrure. Dans ce procédé, le faisceau laser à haute intensité vaporise le métal, créant une cavité étroite remplie de vapeur appelée trou de serrure. Qu'est-ce qu'un trou de serrure en soudage laser ? permet au faisceau laser de pénétrer plus profondément dans le matériau. La pression de vapeur à l'intérieur du trou de serrure entraîne un flux de métal en fusion, créant un bain de fusion stable et permettant au laser de pénétrer profondément avec une distorsion minimale.
Ce procédé repose sur une forte densité d'énergie, qui concentre la puissance du laser en un point précis, augmentant ainsi la densité de puissance et permettant une fusion rapide et complète en une seule passe. Un faisceau correctement focalisé et aligné est essentiel pour garantir la stabilité du trou de serrure et une qualité de soudure constante.
Voici un flux de travail simplifié :
- Le faisceau laser frappe la surface métallique.
- La formation d'un trou de serrure résulte de la vaporisation du matériau.
- La pression de vapeur fait circuler le métal en fusion autour du trou de serrure.
- Le laser se déplace le long du joint, solidifiant la soudure profonde située derrière le trou de serrure.
Cette combinaison de soudage laser en trou de serrure, de procédé de soudage laser en profondeur et de contrôle précis de l'énergie et de la focalisation offre des soudures de haute qualité pour les métaux épais et les composants de précision.

Soudage laser à pénétration profonde vs soudage laser par conduction
Le soudage laser à pénétration profonde et le soudage laser par conduction sont deux méthodes de soudage laser courantes, chacune adaptée à des applications différentes. Soudage à pénétration profonde (en trou de serrure) utilise un faisceau laser de haute puissance et fortement focalisé pour vaporiser le métal et former un trou de serrure, réalisant une fusion complète en une seule passe. En revanche, soudage par conduction Elle repose sur une puissance plus faible et un chauffage de surface, l'énergie étant conduite à travers le matériau, ce qui entraîne des soudures peu profondes et un traitement plus lent pour les métaux épais.
Comprendre les différences vous aide à choisir la technique de soudage laser optimale en fonction des matériaux, des épaisseurs et des exigences de production. Ces deux méthodes sont largement utilisées dans l'automobile, l'aérospatiale, la production de batteries et la fabrication métallique de précision, mais le choix dépend de la profondeur de pénétration, de la vitesse et de la qualité de soudure souhaitées.
| Caractéristique | Soudage laser à pénétration profonde (trou de serrure) | Soudage laser par conduction |
|---|---|---|
| Profondeur de soudure | 5.35 à 12 mm, selon le matériau et la puissance | 0.5–3 mm, Soudures superficielles, au niveau de la surface |
| Zone affectée par la chaleur (HAZ) | Un petit peu | Déformation thermique plus importante |
| Puissance laser | 3000w-6000w | puissance faible à moyenne |
| Speed | Passage unique à grande vitesse | Plus lent, peut nécessiter plusieurs passages |
| Épaisseur de matériau appropriée | Métaux épais | Feuilles minces uniquement |
| Qualité de la soudure | Étroit, solide, précis | Plus large, moins uniforme |
| Applications | Automobile, aérospatiale, industrie lourde | Composants électroniques, composants métalliques minces |
| Avantages clés | Joints rapides, à faible distorsion et robustes | Installation simple, coût réduit, respectueux des matériaux fins |
Avantages
Pénétration profonde de la soudure : Permet une fusion complète en une seule passe, ce qui la rend idéale pour les plaques métalliques épaisses dans les applications automobiles, navales, de grues et aérospatiales.
Vitesse de soudage élevée : Le traitement rapide réduit les délais de production et améliore l'efficacité dans la fabrication de masse et l'industrie lourde.
Zone étroite affectée par la chaleur : Minimise les dommages thermiques et préserve les propriétés des matériaux environnants, convient aux composants de précision et à l'électronique.
Distorsion minimale : L'énergie concentrée et le mécanisme à trou de serrure garantissent la précision dimensionnelle des grandes structures et des assemblages complexes.
Haute Résistance Mécanique : Produit des soudures denses et uniformes avec une intégrité de joint supérieure, adaptées aux applications à charge élevée dans les composants mécaniques et structuraux.
Applications
Le soudage laser à pénétration profonde est adapté aux industries exigeant des soudures profondes, une résistance structurelle élevée et une productivité importante. Sa puissance élevée permet de réaliser des soudures en trou de serrure et des joints soudés à pénétration complète, même dans des environnements industriels difficiles.





Fabrication automobile
Utilisé pour les châssis, les renforts structurels, les boîtiers de batterie et les composants de transmission, le procédé de soudage laser en profondeur améliore la résistance des assemblages tout en favorisant la conception de véhicules légers et les lignes de production automatisées à grande vitesse.
Construction navale
Idéal pour le soudage de tôles d'acier épaisses, de sections de coque et de structures de pont. Le soudage laser à pénétration complète minimise les déformations et améliore l'efficacité du soudage dans la construction navale à grande échelle.
Machinerie industrielle
Utilisée dans les engins de construction, les équipements miniers et les châssis industriels où l'épaisseur des matériaux et les performances de charge élevées nécessitent des cordons de soudure solides et profonds.
Industrie aerospatiale
Permet le soudage de précision d'alliages à haute résistance et d'assemblages structuraux avec des zones affectées thermiquement étroites et des normes de contrôle qualité strictes.
Récipients sous pression
Garantit des soudures à pénétration complète pour les réservoirs, les pipelines et les conteneurs haute pression, offrant une résistance mécanique et une étanchéité supérieures.

Kempson propose des solutions de soudage laser à pénétration profonde de qualité industrielle, notamment machine de soudage laser à main, systèmes de machines de soudage laser à fibre haute puissance, plateformes de soudage automatiséeset des configurations personnalisées. Notre équipe d'ingénieurs assure l'optimisation des paramètres, l'assistance à l'intégration et propose des systèmes évolutifs adaptés aux exigences de la production mondiale.
Matériaux appropriés
Le soudage laser à pénétration profonde est très efficace pour les métaux qui nécessitent Fusion à pleine épaisseur, résistance articulaire élevée et distorsion thermique minimaleChoisir la puissance laser, la longueur d'onde et la focalisation du faisceau appropriées est essentiel pour obtenir une qualité de soudure stable et maximiser la productivité.
| Source | Caractéristiques de soudage | Applications industrielles | Notes techniques |
|---|---|---|---|
| Acier Inoxydable | Excellente soudabilité, formation stable du trou de serrure | Pièces automobiles, équipements alimentaires, charpentes métalliques | Projections minimales, cordon de soudure propre |
| Acier au carbone | Forte capacité de pénétration, rapport coût-efficacité | Machinerie lourde, construction navale, construction | Nécessite un contrôle des paramètres pour éviter la porosité |
| Alliages d'aluminium | Léger, conductivité thermique élevée | plateaux de batteries pour véhicules électriques, pièces aérospatiales | Nécessite une puissance plus élevée en raison de la dissipation de chaleur. |
| Alliages de titane | Haute résistance au poids | structures aérospatiales, dispositifs médicaux | Nécessite un gaz de protection pour éviter l'oxydation |
Facteurs influençant le soudage laser à pénétration profonde
Les performances du soudage laser à pénétration profonde sont directement influencées par l'énergie apportée, les caractéristiques du faisceau et l'état de l'assemblage. Ce procédé repose sur la formation stable d'un trou de serrure et une densité d'énergie élevée, ce qui exige un contrôle précis des paramètres de soudage afin de garantir une pénétration profonde, une faible porosité et une résistance mécanique constante. Les facteurs techniques suivants affectent la qualité de la soudure et la stabilité de la production :
Densité du faisceau laser (concentration d'énergie)
La densité du faisceau laser désigne la concentration de l'énergie laser à la surface du matériau. Elle est principalement déterminée par la focalisation et la taille du point focal, ainsi que par les caractéristiques du mode de faisceau. Une densité d'énergie stable et suffisamment élevée est essentielle à la formation et au maintien du trou de serrure. Un faisceau instable ou mal concentré peut engendrer des défauts tels que des porosités, l'effondrement du trou de serrure ou des cordons de soudure irréguliers.
Vitesse de soudage
La vitesse de soudage influe directement sur l'apport de chaleur et la pénétration. Une vitesse trop faible augmente l'accumulation de chaleur et peut agrandir la zone affectée thermiquement, entraînant des déformations. À l'inverse, une vitesse excessive peut réduire la profondeur de pénétration et provoquer une fusion incomplète. Un réglage précis de la vitesse garantit un équilibre optimal entre efficacité et intégrité de la soudure.
Position focale
La position du foyer détermine la zone de concentration maximale de l'énergie laser. Un réglage précis du foyer est essentiel pour garantir la stabilité du trou de serrure et une pénétration profonde. Si le foyer est positionné trop haut ou trop bas par rapport à la surface de la pièce, la densité de puissance diminue, ce qui peut entraîner un manque de matière, une pénétration insuffisante ou des projections excessives.
Gaz de protection
Le gaz de protection protège le bain de fusion de l'oxydation et de la contamination pendant le soudage. Il influe également sur le comportement du plasma et la stabilité du trou de serrure. Une protection gazeuse insuffisante peut entraîner de l'oxydation, de la porosité ou une formation de soudure instable. Le choix du gaz et la stabilité de son débit sont particulièrement importants pour les métaux réactifs.
Préparation et aménagement des joints
L'écart entre les joints et l'état de surface influencent considérablement la stabilité de la soudure. Un écart excessif peut perturber la continuité du bain de fusion et réduire la pénétration. Des joints propres et bien alignés garantissent une fusion homogène et une résistance mécanique optimale.
Type d'ouvrage
Les propriétés des matériaux jouent un rôle déterminant dans le soudage laser à pénétration profonde. L'épaisseur, la réflectivité, la conductivité thermique, le point de fusion et la vitesse de refroidissement influent tous sur la stabilité du procédé. Les matériaux très réfléchissants ou très conducteurs nécessitent un contrôle énergétique optimisé, tandis que le choix de matériaux incompatibles peut accroître le risque de fissuration, de déformation ou de porosité.
QFP
Qu’est-ce que l’effet de trou de serrure en soudage laser à pénétration profonde ?
L'effet de trou de serrure se produit lorsque la densité de puissance du laser dépasse un certain seuil (généralement >10^6 W/cm²), provoquant la vaporisation du métal et la formation d'un petit trou ou « trou de serrure » qui permet à l'énergie du laser de pénétrer profondément dans le matériau.
Quels sont les avantages du soudage laser à pénétration profonde ?
Ses principaux avantages comprennent un rapport profondeur/largeur élevé (jusqu'à 10:1), une distorsion thermique minimale, des vitesses de soudage exceptionnellement rapides et la capacité d'assembler des matériaux épais en une seule passe.
Quels secteurs industriels utilisent le soudage laser à pénétration profonde ?
Il est largement utilisé dans l'industrie lourde, la fabrication automobile (composants de boîtes de vitesses et de châssis), l'aérospatiale et la construction navale, où des soudures à haute résistance et à joint profond sont nécessaires.
Conclusion
Le soudage laser à pénétration profonde est un procédé de soudage à haute densité d'énergie permettant de réaliser des soudures de haute résistance et de haute précision avec une pénétration complète. Grâce à un effet de trou de serrure stable, les propriétés mécaniques du joint soudé peuvent se rapprocher de celles du matériau de base. Ce procédé est particulièrement adapté au soudage de tôles épaisses et de composants structuraux, répondant aux exigences strictes des applications industrielles en matière de fiabilité, de précision dimensionnelle et de stabilité à long terme.
Kempson – Leader en technologie de soudage laser de tôles épaisses
Nous optimisons la valeur du cycle de vie complet du soudage de tôles épaisses grâce à des systèmes laser de pointe, des configurations industrielles et un accompagnement technique expert, stimulant ainsi l'innovation dans le secteur. Voici l'histoire de notre marque : histoire de la marque
Si vous avez des besoins en plaques épaisses ou des questions techniques connexes, veuillez contactez-nous. pour plus d'informations.







