


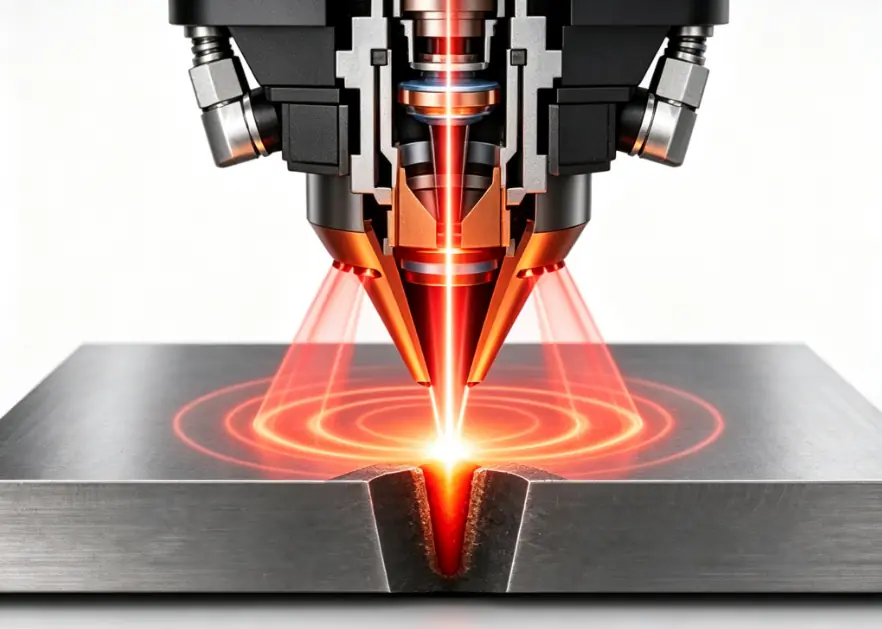





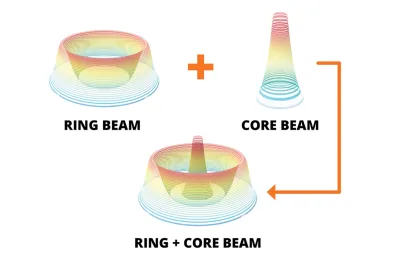
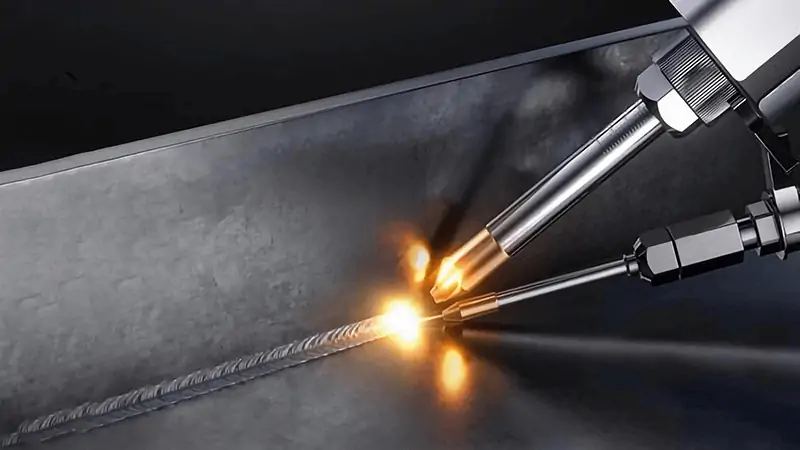
A Core-Ring Laser Welding Machine uses two laser beams that work together during welding: a high-energy center beam for deep penetration and a surrounding ring beam for controlled heat input. The ring beam preheats the material, stabilizes the molten pool, and slows cooling, producing a smoother and more stable welding process.
This beam configuration is well suited for aluminum, copper, stainless steel, carbon steel, and other materials that require stable heat control. Compared with conventional single-beam laser welding, it reduces spatter and porosity, improves weld formation, and maintains stable penetration during continuous welding. Independent adjustment of the center and ring beams allows the heat distribution to be matched to different materials, plate thicknesses, and welding applications.
Core-ring laser welding machines are widely used in steel structure fabrication, pressure vessel manufacturing, shipbuilding, construction machinery, heavy equipment, and other industrial applications where weld quality and production stability are essential.
A Core-Ring Laser Welding Machine uses two laser beams during welding. The center beam delivers high energy density for deep penetration, while the ring beam surrounds the weld area to control heat input and stabilize the molten pool.
The ring beam heats the material before welding, reducing thermal shock and laser reflection on high-reflectivity metals. Independent adjustment of the two beams allows the welding parameters to be matched to different materials, thicknesses, and joint conditions.
Every component is selected for industrial production. The laser source, cooling system, control system, welding gun, and wire feeder form a complete welding platform for medium and thick plate fabrication.

Generates a center beam and a ring beam with independent power adjustment for stable penetration, controlled heat input, and consistent weld formation.

Maintains a stable operating temperature during continuous welding, improving equipment reliability and long-term performance.
Controls laser output, beam parameters, and welding settings through a user-friendly interface for fast parameter adjustment and stable operation.
Generates shielding gas during welding, reducing the need for external gas equipment and simplifying on-site installation.
Lightweight welding gun with stable beam transmission, comfortable handling, and reliable performance for long welding operations.

Delivers stable wire feeding with single, dual, triple, or four-wire configurations for wider weld beads and high-deposition welding.
Stable performance comes from a well-designed machine structure and reliable core components. The complete system handles long production cycles across a wide range of heavy welding applications.




Different materials require different laser power levels and beam settings. To learn more about our laser welding machines for metals, please visit the product page below.
| Parameter | KPS-FHW4000W | KPS-FHW6000W |
|---|---|---|
| Laser Power | 4000W | 6000W |
| Beam Configuration | 2000W Center + 2000W Ring3000W Center + 1000W Ring | 3000W Center + 3000W Ring4000W Center + 2000W Ring |
| Laser Output Mode | Continuous / Pulse | Continuous / Pulse |
| Power Adjustment Range | 3%–100% | 3%–100% |
| Laser Wavelength | 1080 ± 10 nm | 1080 ± 10 nm |
| Beam Quality | Center M² ≤ 1.4Ring BPP ≤ 5 | Center M² ≤ 1.4Ring BPP ≤ 5 |
| Wire Feeding | Single / Dual / Triple / Four Wire | Single / Dual / Triple / Four Wire |
| Cooling Method | Water Cooling | Water Cooling |
| Power Supply | 380V, 50/60Hz | 380V, 50/60Hz |
| Fiber Cable Length | Standard 10 m (Optional) | Standard 10 m (Optional) |
Note: Welding thickness and fillet welding capacity vary with material type, joint design, and welding parameters. Contact us for application-specific recommendations.
Core-ring laser welding machines are widely used in the processing of medium- and thick-gauge plates, large structural components, and highly reflective metals. They are suitable for continuous welding in heavy manufacturing, where consistent weld quality and long production cycles are essential.

Excavator frames, loader components, crane structures, mining machinery, and heavy equipment assemblies.

H-beams, box columns, bridge components, factory buildings, and large steel frameworks.

Chassis, booms, buckets, hydraulic components, and structural parts for construction equipment.

Pressure vessels, storage tanks, pipelines, boilers, heat exchangers, and industrial containers.

Hull structures, deck sections, bulkheads, ship frames, and offshore equipment components.

Applications: Crushers, screening machines, conveyor systems, hoppers, and wear-resistant structural components.



Core-ring laser welding uses a center beam and a ring beam to control penetration and heat distribution separately. Compared with conventional single-beam laser welding, it produces more stable welds, lower spatter, and better performance on thick plates and high-reflectivity metals.
| Feature | Conventional Laser Welding | Core-Ring Laser Welding |
|---|---|---|
| Beam Structure | Single Beam | Center Beam + Ring Beam |
| Heat Distribution | Concentrated | More Uniform |
| Molten Pool Stability | General | More Stable |
| Deep Penetration | Standard | Excellent |
| High-Reflectivity Metals | Limited | Excellent |
| Spatter | Higher | Lower |
| Porosity | More Likely | Reduced |
| Weld Seam Quality | General | Cleaner & More Consistent |
| Thick Plate Welding | Limited | Well Suited |
| Continuous Production | General | Stable |
Core-ring laser welding offers better heat control, stable penetration, and cleaner weld formation than conventional laser welding. It is well suited for aluminum, copper, stainless steel, carbon steel, and medium to thick plate fabrication where weld quality and production stability are important.
Read more about the differences between laser welding and traditional welding methods.
The KEMPSON Core-Ring Laser Welding Machine is built for thick plates, high-reflectivity metals, and continuous industrial welding. Center and ring beam technology, flexible wire feeding, and stable process control meet the requirements of heavy-duty fabrication.
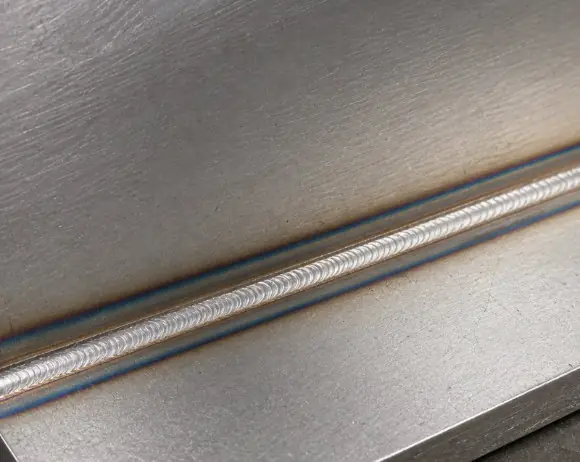
The center beam creates deep penetration, while the ring beam controls heat around the weld. The molten pool remains stable, heat is distributed more evenly, and weld seams stay consistent on medium and thick plates.
Center and ring beam power can be adjusted separately for different materials, joint types, and plate thicknesses. Penetration depth and heat input are matched to each welding process.
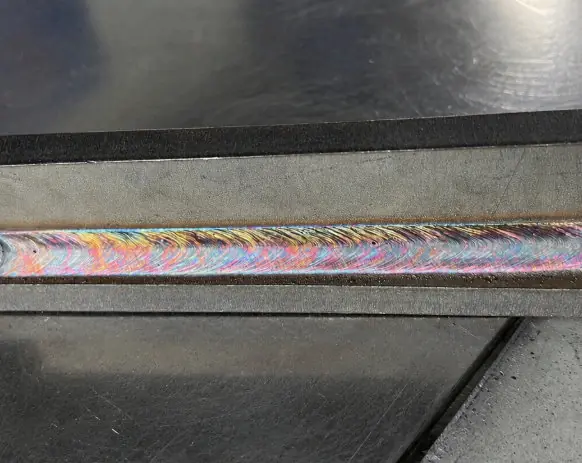
The ring beam heats the surface before the center beam enters the material, reducing laser back reflection and improving welding stability. Aluminum, copper, stainless steel, and carbon steel can be welded with stable penetration and clean seam formation.
Stable heat distribution reduces spatter, porosity, and molten pool fluctuation. Weld seams are cleaner, smoother, and require less post-weld finishing.
Single-, dual-, triple-, and four-wire feeding configurations handle different groove sizes and weld bead requirements. Multi-wire welding increases filler deposition for thick-section fabrication.
The integrated gas generation module supplies shielding gas during welding. External gas equipment is reduced, and installation becomes simpler for factory production.
Built for long production cycles in steel structures, pressure vessels, shipbuilding, construction machinery, mining equipment, and other heavy fabrication applications. Stable welding performance is maintained throughout continuous operation.
Every system is configured for stable welding, clean weld seams, and continuous production. The KEMPSON Core-Ring Laser Welding Machine is widely used in heavy manufacturing where weld quality and production reliability are essential.
KEMPSON specializes in industrial laser welding equipment for manufacturers worldwide. From standard machines to customized welding solutions, we support every stage of your project with reliable equipment, engineering experience, and responsive service.
Whether you are welding aluminum, copper, stainless steel, or thick steel plates, KEMPSON can recommend the right Core-Ring Laser Welding Machine for your production requirements. Contact our team today to discuss your application, request technical advice, or receive a customized quotation.
A Core-Ring Laser Welding Machine uses a center-beam and ring-beam structure for welding. The center beam provides deep penetration, while the ring beam controls heat distribution around the weld area.
The ring beam preheats the material and stabilizes the molten pool, reducing spatter, porosity, and weld fluctuations during the welding process.
It can weld aluminum alloy, copper, stainless steel, carbon steel, and other industrial metals used in heavy fabrication.
Yes. The ring beam reduces laser back reflection and improves welding stability on high-reflectivity materials such as aluminum and copper.
Independent adjustment allows operators to control penetration and heat input separately for different materials, thicknesses, and joint designs.
Yes. The high-power 4000W and 6000W models provide deep penetration welding for medium and thick steel plates.
Common applications include heavy equipment manufacturing, steel structure fabrication, construction machinery, pressure vessels, shipbuilding, and mining equipment.
Yes. KEMPSON provides customized solutions including welding configurations, wire feeding systems, fixtures, and automation integration based on production requirements.
Looking for Thick Plate Welding?
Check our Thick Plate Handheld Laser Welding Machine
(4000–6000W).
Laser welding is widely used in modern manufacturing due to its high precision, speed, and minimal heat impact. This article explores the major laser welding applications across different industries, including automotive, aerospace, medical devices, electronics, and metal fabrication. It also highlights why laser welding is becoming a preferred solution over traditional welding methods, offering improved efficiency, stronger weld quality, and lower post-processing costs.
Laser welding and traditional welding are widely used metal joining technologies, but they differ significantly in precision, speed, heat input, automation capability, and operating costs. This article compares laser welding with conventional welding methods, including MIG, TIG, and stick welding, analyzing their advantages, disadvantages, costs, and industrial applications. Whether you are evaluating welding solutions for automotive manufacturing, heavy industry, sheet metal fabrication, or automated production lines, this guide will help you determine the most suitable welding process.
Laser welding is widely known for its ability to create strong, precise welds with minimal heat input. One of the most common questions is whether filler metal is required during the process. In many applications, laser welding can be performed without filler wire by directly fusing the base materials. However, filler metal becomes important when welding thicker materials, bridging joint gaps, preventing cracking, or joining dissimilar metals. This guide explains how autogenous laser welding works, when filler wire is necessary, whether wobble welding can replace filler metal, and how to choose between wire and powder fillers for different applications.
Handheld laser welding and MIG welding are two widely used metal joining technologies in modern manufacturing. While MIG welding remains popular for heavy fabrication and general industrial use, handheld laser welding is rapidly gaining attention for its high precision, fast welding speed, low heat distortion, and clean weld appearance. This article compares the differences between handheld laser welding and MIG welding, including welding quality, efficiency, operating cost, material compatibility, and application scenarios, helping manufacturers choose the right welding solution for their production needs.







{kind=link}