
Table of Contents
Introduction
Laser welding is widely used in industries that require high precision, low heat input, and a clean weld appearance. One of the most common questions engineers, fabricators, and manufacturers ask is, “Does laser welding need filler metal? Can Laser Welding Fill Gaps?” The answer is not always. In many precision welding applications, the laser can directly fuse the base materials without adding extra material. However, filler wire becomes important when dealing with large joint gaps, thicker materials, crack-sensitive alloys, or dissimilar metals.
In this article, we’ll explain how autogenous laser welding works, when filler metal is necessary, whether wobble welding can compensate for joint gaps, and how to choose the right filler and welding setup for different applications.
Does Laser Welding Need Filler Metal?
Laser welding does not always require filler metal. In many precision welding applications, the base materials can be fused directly without additional filler. However, filler metal is often used to accommodate larger joint gaps, improve weld strength, reduce cracking, or support the welding of dissimilar metals. Whether filler is needed depends on the material, joint fit-up, weld design, and performance requirements.
| Category | Typical Applications | Why Filler Metal Is or Isn’t Used |
|---|---|---|
| Filler Metal Usually Not Required | • Thin-sheet welding with tight joint fit-up • Precision electronic components • High-accuracy autogenous laser welding | The laser melts and fuses the base materials directly, eliminating the need for additional filler material. This approach offers high welding speed, low heat input, and a clean weld appearance. |
| Filler Metal Usually Required | • Dissimilar metal welding • Aluminum alloys, magnesium alloys, and other crack-sensitive materials • Joints with larger assembly gaps • Thick-section welding • Applications requiring improved mechanical performance | Filler metal helps bridge joint gaps, improve weld bead formation, reduce cracking and porosity, control weld metallurgy, and enhance the strength and toughness of the finished joint. |
The cases where “filler metal is not required” typically rely on extremely high assembly precision and are mainly used for thin-sheet welding, where efficiency and simplicity are prioritized. In contrast, applications where “filler metal is required” are more common, and its function is to compensate for inherent limitations in materials or processes. In your actual application, are you more focused on welding speed and cost, or on the material’s final performance and reliability? This determines whether to use filler metal.
How Does Autogenous Laser Welding Work?
Autogenous laser welding uses a focused laser beam to directly melt and fuse the base materials without filler metal. It is widely applied in high-precision manufacturing where joint quality depends on tight fit-up and controlled heat input.
What Is Autogenous Laser Welding?
Autogenous laser welding, also known as ALW, is a laser welding process that does not require filler metal. It forms a weld by directly melting the base metal at the joint area with a focused laser beam.
Basic principle of forming a weld joint
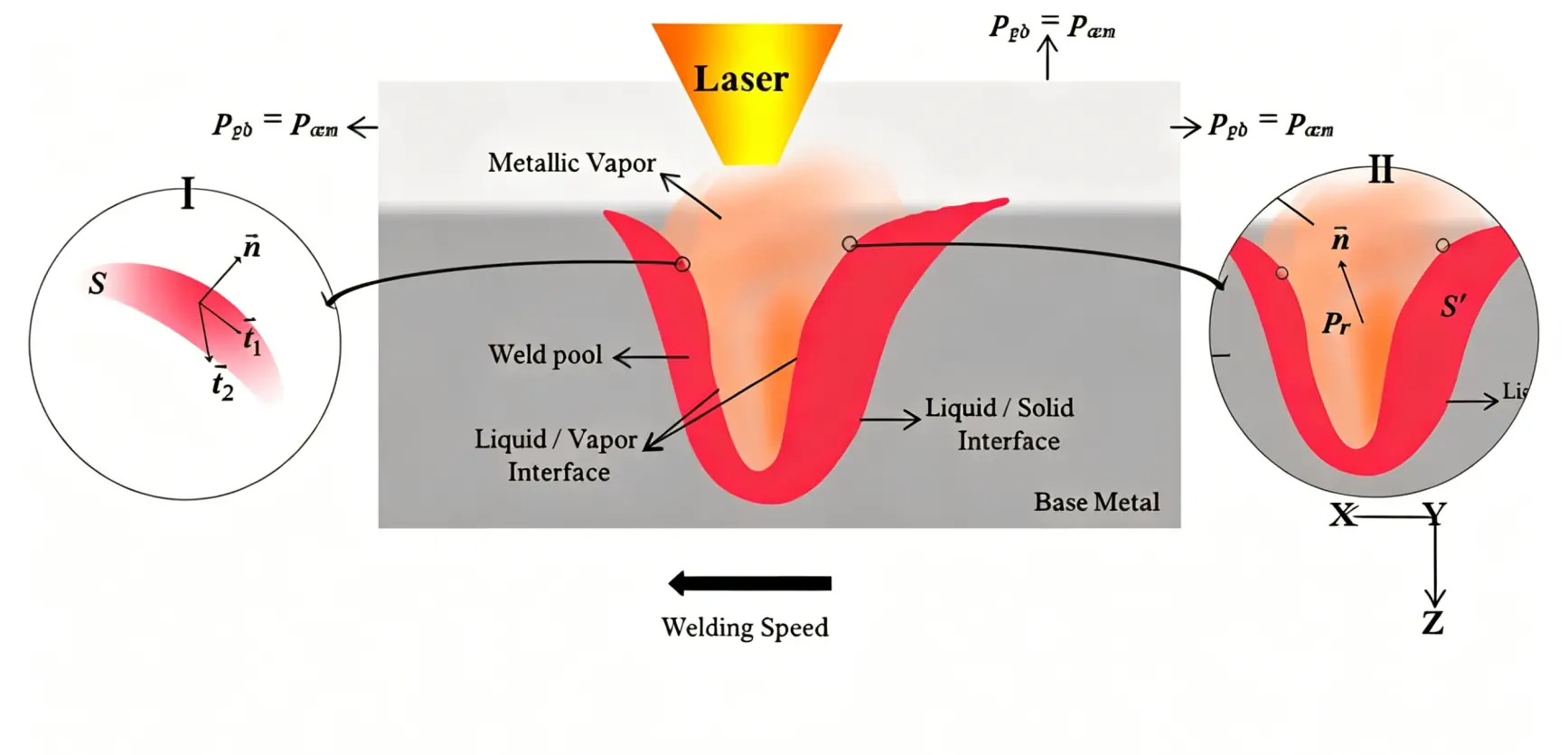
Autogenous laser welding uses a focused high-energy laser beam to melt the base metal at the joint. Once a keyhole is formed, the molten metal flows around it and solidifies as the laser moves, creating a continuous weld without any filler material.
Process modes based on material thickness
According to the thickness of the workpiece and welding parameters, autogenous laser welding is usually divided into two working modes:
Conduction mode
Used for thin-sheet welding. Energy is absorbed at the surface and transferred by heat conduction to form a shallow molten pool, suitable for low penetration welding.
Keyhole (deep penetration) mode
Used for medium and thick materials. The laser forms a vapor keyhole, enabling deep penetration. The molten metal flows around the keyhole and solidifies into a full-penetration weld in a single pass. Learn About: What Is a Keyhole in Laser Welding
Why Is Autogenous Laser Welding More Challenging?
Autogenous laser welding (laser welding without filler metal) faces more challenges than non-autogenous welding with filler, mainly in aspects of defect control, material limitation, and process stability:
- Tight Fit-Up Requirements: Requires very precise joint alignment, especially in thin-sheet welding. Even small assembly deviations can affect weld quality.
- Limited Gap Tolerance: The process has little allowance for joint gaps, which often leads to defects such as incomplete fusion or root humps when gaps exist.
- Sensitive to Part Positioning: Small positioning errors can shift the laser focus off the joint line, resulting in unstable weld formation.
- High Sensitivity to Process Parameters: Weld quality is strongly affected by focus position, welding speed, and defocus settings, making process control critical in thick-section welding.
- Defect Formation in Thick Sections: In thick materials, improper parameters can cause root humps, undercut, spatter, or even over-penetration, reducing weld stability.
- Limited Microstructure Control: Without filler metal, weld composition depends entirely on the base material, limiting the ability to optimize grain structure and mechanical properties.
What Joint Gap Can Laser Welding Tolerate?
The maximum allowable joint gap for laser welding varies depending on the laser welding process, workpiece thickness, and material type. The specific tolerable gap ranges are shown in the table below:
| Welding Process | Workpiece Condition | Maximum Tolerable Joint Gap |
|---|---|---|
| Single-spot laser welding without filler wire | 1.1 mm thick A5182 aluminum sheet | 0.2 mm |
| Single-spot laser welding with cold wire feeding | 1.1 mm thick A5182 aluminum sheet | 0.6 mm |
| Laser/GMA hybrid welding | 2.1 mm thick A5182 aluminum sheet | 1.0 mm |
| Handheld fiber laser welding | General metal sheet | ≤ 0.5 mm |
| Low power laser induced TIG hybrid welding | Titanium alloy thin sheet | 0–0.5 mm |
| Laser-arc hybrid welding | 3 mm aluminum alloy profile for rail transit | ≤ 0.5 mm |
| Autogenous CO₂ laser welding | 8 mm thick C-Mn steel plate | Very limited gap tolerance, much lower than filler or hybrid processes |
| CO₂ laser with cold filler wire | 8 mm thick C-Mn steel plate | Improved gap tolerance compared to autogenous welding |
| Hybrid CO₂ laser-MAG welding | 8 mm thick C-Mn steel plate | Excellent gap tolerance for varying joint conditions |
| Laser lap welding (galvanized steel) | Overlapping steel sheets | Total inter-sheet gap ≤ 15% of total thickness |
Best Applications for Filler-Free Laser Welding
Filler-free laser welding is widely used in precision manufacturing where tight joints, clean welds, and minimal heat distortion are required.
Electronics Manufacturing
Sensor housings, connectors, and micro metal parts.

Battery Production
Lithium battery tabs, busbars, and foil welding.

Medical Devices
Surgical tools, implants, sealed housings.
Precision Stainless Steel Parts
Thin-walled enclosures, filters, and small components.

Automotive Thin Sheet Parts
Brackets, body panels, lightweight structures.
Autogenous laser welding delivers clean and efficient joints but requires strict assembly accuracy and limited gap tolerance. It is best suited for precision applications such as electronics, medical devices, and battery manufacturing.
When Is Filler Metal Necessary in Laser Welding?
Filler metal is not mandatory for all laser welding processes, but it is necessary in most common industrial scenarios to eliminate welding defects, improve weld formation, and enhance joint performance.
1. Dissimilar Metal Welding
When joining different metals, filler metal is used to reduce cracking and brittle phase formation caused by material mismatch, such as in aluminum–copper welding.
2. Gapped or Thick Workpieces
For joints with assembly gaps or thick sections, filler metal helps bridge the gap and stabilize weld formation, commonly used in narrow-gap and thick-plate welding.
3. Defect-Prone Materials
Materials such as aluminum, titanium, and certain steels are prone to porosity, cracking, or element loss during laser welding, requiring filler metal support.
4. Microstructure and Property Optimization
Filler metal can refine grain structure and adjust weld composition in applications with higher mechanical performance requirements.
5. Process Stability and Weld Quality
Adding filler metal improves melt pool stability and weld bead consistency in production welding.
6. Laser Brazing Applications
In laser brazing, filler material is essential for joining components, commonly used in automotive steel structures.
In many laser welding applications, once the joint conditions are not ideal or the materials themselves are difficult to weld, filler metal is needed to help solve the problem. It is mainly used to deal with gaps, cracking, and material mismatch, making the welding process more stable and the weld formation more reliable. All Kempsen laser welding systems can be equipped with wire feeders to tackle a wide range of welding challenges.
Can Wobble Laser Welding Replace Filler Metal?
Wobble laser welding (also known as laser swing welding) cannot completely replace filler metal. Although the wobble process can improve welding quality in some aspects, it and filler metal have different effects.
What Is Wobble Laser Welding?
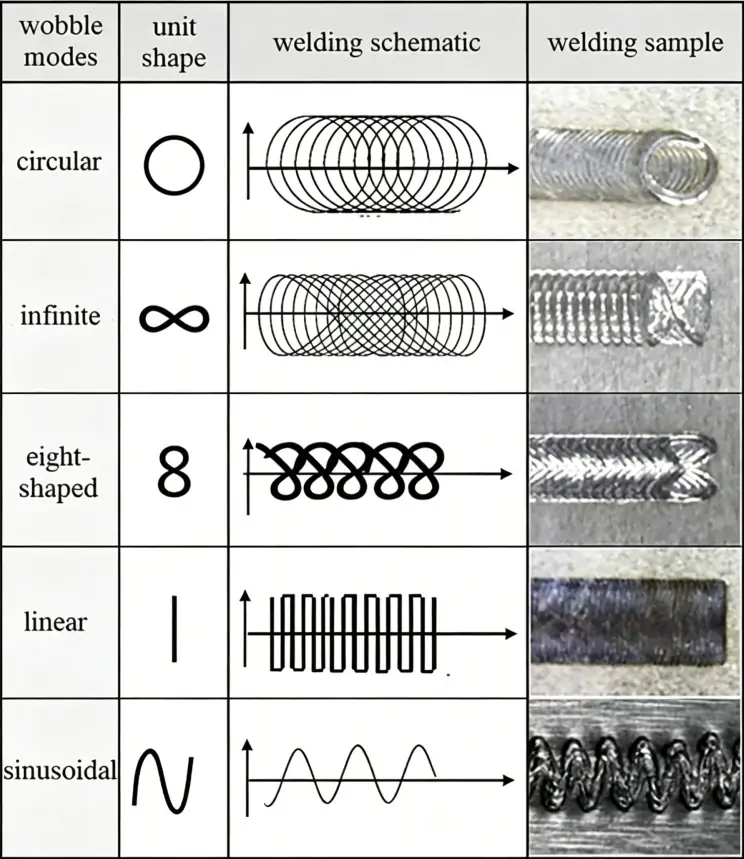
Wobble laser welding, also known as laser wobble or swing welding, is a process that adds a small wobble module to the welding head, allowing the laser beam to oscillate in patterns such as circular or spiral during welding. It features laser head oscillation, wider weld seam, and higher process tolerance, which helps improve joint formation and stability. This beam movement increases weld width and reduces the requirements for joint accuracy.
How Wobble Welding Improves Gap Bridging
Wobble laser welding adds beam oscillation during welding to improve how the process handles joint gaps and weld formation.
1. Expands welding range, improves gap bridging
Wobble welding enlarges the effective laser action area, reducing energy loss and allowing the process to bridge larger joint gaps more easily.
2. Improves melting and joint formation
The oscillating beam melts both sides of the joint more fully, helping fill gaps and reduce defects like incomplete fusion and poor bead shape.
3. Stabilizes molten pool behavior
Beam movement smooths molten pool flow, reduces spatter and pores, and keeps weld quality more stable under varying gap conditions.
4. Lowers assembly and tooling precision requirements
Better gap tolerance reduces demands on part alignment and fixtures, allowing more flexible assembly and improving production efficiency.
It increases the effective welding range and stabilizes the molten pool, making the process less sensitive to assembly accuracy and more consistent in production.
Can Wobble Welding Eliminate Filler Wire?
Sometimes, wobble welding can reduce or even eliminate the need for filler wire, but not always. Its effectiveness depends on joint gap size, material thickness, and welding conditions.
| Condition | Wobble Only (No Filler) | Filler Needed (Wobble + Wire) |
| Tight fit joints (gap < 0.1mm) | ✅ Yes | ❌ No |
| Small gap joints (0.1–0.5mm) | ✅ Yes (with optimized parameters) | ❌ No |
| Large gap joints (> 0.5mm) | ❌ No | ✅ Yes |
| Material thickness ≤ 3mm | ✅ Yes | ❌ No |
| Material thickness > 3mm | ❌ No | ✅ Yes |
| Dissimilar metals (e.g., Al to steel) | ❌ No | ✅ Yes |
Wobble welding can reduce or eliminate the need for filler wire in tight or small-gap conditions, but filler is still required for larger gaps, thicker materials, and dissimilar metal welding.
Wire Filler vs Powder Filler: Which Is Better?
Wire and powder are the two main filler options in laser welding, each used for different process needs and application scenarios.

Wire Filler
Wire filler is the most commonly used option in laser welding. It offers stable feeding, lower cost, and mature automation support. It is widely applied in handheld laser welding and robotic welding systems.

Powder Filler
Powder filler provides greater flexibility and is often used in repair and surface processing applications. It is suitable for mold repair, cladding, and surface restoration where material build-up is required.
Wire vs Powder Comparison
| Factor | Wire | Powder |
|---|---|---|
| Cost | Lower | Higher |
| Efficiency | Higher | Medium |
| Accuracy | High | High |
| Automation | Excellent | Good |
| Repair Work | Limited | Excellent |
Wire filler is more common in production welding due to its stability and efficiency, while powder filler is mainly used for repair and surface processing where flexibility is required.
Is a Laser Wire Feeder Worth the Investment?
In most industrial laser welding applications, a laser wire feeder is generally worth investing in. It can improve welding quality, expand the application range of the equipment, and enhance production efficiency and product pass rate.
Benefits of a Wire Feeding System
Wire feeding is widely used in laser welding to improve weld quality, adapt to different joint conditions, and keep production more consistent.
Better Gap Compensation
Wire helps bridge joint gaps and reduces the risk of poor fusion or weld defects.
Stronger Welds
Filler wire adds material to the weld, improving joint strength and durability.
Higher Process Stability
A steady wire supply keeps the melt pool more stable during welding.
Reduced Scrap
More stable welding results in fewer defects and less rework or material waste.
A wire feeding system improves weld consistency, strength, and overall production efficiency in practical applications.
When to Invest in a Wire Feeder
Not all laser welding systems require a wire feeder, but when production demands higher levels of strength, stability, or a broader range of applications, a wire feeder is necessary.
When You Should Buy a Wire Feeder
- Fabrication Shops: Suitable for mixed production tasks where different materials and joint conditions are handled frequently.
- Stainless Steel Products: Helps achieve better weld appearance and strength in stainless steel fabrication.
- Thick Material Welding: Provides additional filler material needed for stable welding of thicker sections.
- Contract Manufacturing: Improves process flexibility and supports varied customer requirements in batch production.
When You May Not Need One
- Thin Sheet Metal: Tight joints and low heat input usually make filler wire unnecessary.
- Precision Components: High-accuracy parts often rely on autogenous welding for cleaner results.
- Electronics Manufacturing: Small components typically require minimal material addition and high consistency.
A wire feeder is most valuable in general fabrication and heavy-duty welding, while it can often be skipped in precision or thin-material applications.
Conclusion
Laser welding does not always require filler metal, but in many real production environments, filler wire plays an important role in handling gaps, improving weld strength, and ensuring stable quality. The choice between autogenous welding and filler-assisted welding depends on joint conditions, material type, and performance requirements.
KEMPSON focuses on laser welding equipment and integrated welding solutions, including handheld laser welding systems and wire feeding laser welding machines for different industrial applications. If you are looking for a more suitable laser welding solution for your production, feel free to contact KEMPSON for technical support and selection guidance.ns and tailored solutions.

FAQS
Does laser welding need filler metal?
Laser welding does not always require filler metal. It depends on joint fit-up, material type, and welding requirements.
When can laser welding be done without filler wire?
It can be done without filler wire when joints are tightly fitted, gaps are minimal, and high-precision welding is required.
When is filler metal necessary in laser welding?
Filler metal is needed when there are larger gaps, thick materials, dissimilar metals, or higher strength requirements.
Can wobble laser welding replace filler wire?
In some small-gap applications, wobble welding can reduce the need for filler wire, but it cannot fully replace it in all conditions.
What is autogenous laser welding?
It is a welding process where the base materials are directly melted and fused without adding filler metal.
What is the difference between wire filler and powder filler?
Wire filler is more stable and widely used in production, while powder filler is more flexible and mainly used for repair and surface processing.
Is a wire feeder necessary for laser welding?
It is not always necessary, but it is recommended for thicker materials, general fabrication, and applications requiring stronger welds.
What materials require filler metal in laser welding?
Aluminum alloys, dissimilar metals, crack-sensitive materials, and thick steel sections often require filler metal to ensure stable welding quality.







