
目录
介绍
激光焊接以其高强度、高精度和低热输入而著称,但同时也常常对装配精度有严格的要求。当零件无法完美对齐时,许多制造商会质疑激光焊接是否还能形成可靠的接头。
答案取决于间隙大小、材料类型、焊接参数以及是否使用填充焊丝。本文将探讨激光焊接的实际间隙公差、激光焊接何时可以填充间隙,以及在无法实现完美接头装配时,用于改善焊接效果的实用方法。
激光焊接中的“间隙填充”是什么意思?
在激光焊接中,“间隙填充”是指利用特定技术补偿或“桥接”被焊部件之间的间隙,从而形成完整、无缺陷的焊缝。为了克服焊接缺陷,人们开发了各种“间隙填充”或“间隙桥接”技术。它们的原理、方法和应用如下:
| 方面 | 描述 | 常用方法 | 优点 |
|---|---|---|---|
| 基本原则 | 利用熔融材料、热膨胀或额外的填充材料来弥合间隙,形成完整的焊缝。 | 熔池填充、焊丝添加、热膨胀补偿。 | 激光焊接(含焊丝)、热丝或冷丝焊接、光束振荡焊接、激光-电弧混合焊接和激光钎焊。 |
| 填补空白的技术 | 增加焊缝金属量或扩大熔池以处理更大的间隙。 | 激光焊(含焊丝)、热丝焊或冷丝焊、光束振荡焊、激光电弧混合焊、激光钎焊。 | 可焊接间隙较大的接头,提高工艺稳定性。 |
| 材料应用 | 不同的材料需要不同的缝隙填充方法。 | 不锈钢、碳钢、铝合金、高强度钢、塑料和异种材料。 | 可实现更牢固的接头、更好的机械性能和更高的焊接一致性。 |
| 辅助技术 | 改善接头接触,优化焊接条件。 | 夹紧系统、压力辅助焊接、工艺模拟和参数优化。 | 减少缺陷并提高间隙桥接性能。 |
激光间隙焊接涉及焊接方法、填充材料、设备参数设置和接头准备技术的综合应用。其目标是在无法实现工件完美对准的情况下,也能获得可靠的焊缝。
激光焊接可以填补缝隙吗?
是的,激光焊接可以填充缝隙,但其填充能力有限,取决于缝隙大小、工艺配置和材料。
激光焊接沉积能力
激光焊接是一种高能量密度焊接工艺,其特点是光斑尺寸小,对装配间隙的容忍度很低。传统的单光束激光焊接,特别是深熔焊接,由于主要依靠熔化母材形成焊缝,几乎不使用或完全不使用填充金属,因此需要“零间隙”或极小的间隙。通过特定的工艺改进和混合技术,激光焊接可以有效地处理一定范围内的间隙。
为什么激光焊接通常用于紧密配合的连接?
激光焊接以其高精度而闻名,但与许多传统焊接方法相比,它对接头间隙也更为敏感。这主要是由于焊接工艺本身的特性所致。
- 熔池较小:激光焊接会形成一个体积小、浓度高的熔池,该熔池会迅速凝固。当间隙过大时,可能没有足够的熔融金属来完全连接接头。
- 填充材料不足:在许多激光焊接应用中,焊缝主要通过熔化母材形成。如果没有额外的填充丝,较大的间隙会导致熔合不完全、咬边或烧穿。
- 对对准精度要求极高:激光能量聚焦于极小的区域。为了获得稳定的焊接效果,光束必须沿焊缝精确定位。过大的间隙或错位会降低焊接质量,并导致焊接过程不稳定。
因此,当零件紧密配合且接头间隙保持在最小限度时,激光焊接通常表现最佳。
激光焊接何时可以处理缝隙?
标准激光焊接并非为大间隙焊接而设计,但采用合适的工艺可以显著改善焊接效果。在许多应用中,制造商会采用其他焊接技术来提高间隙容差并保持焊接质量。
| 付款方式 | 运作模式 |
| 填充线添加 | 将焊丝送入熔池可以增加额外的材料,使焊缝更容易弥合,形成完整的焊缝。 |
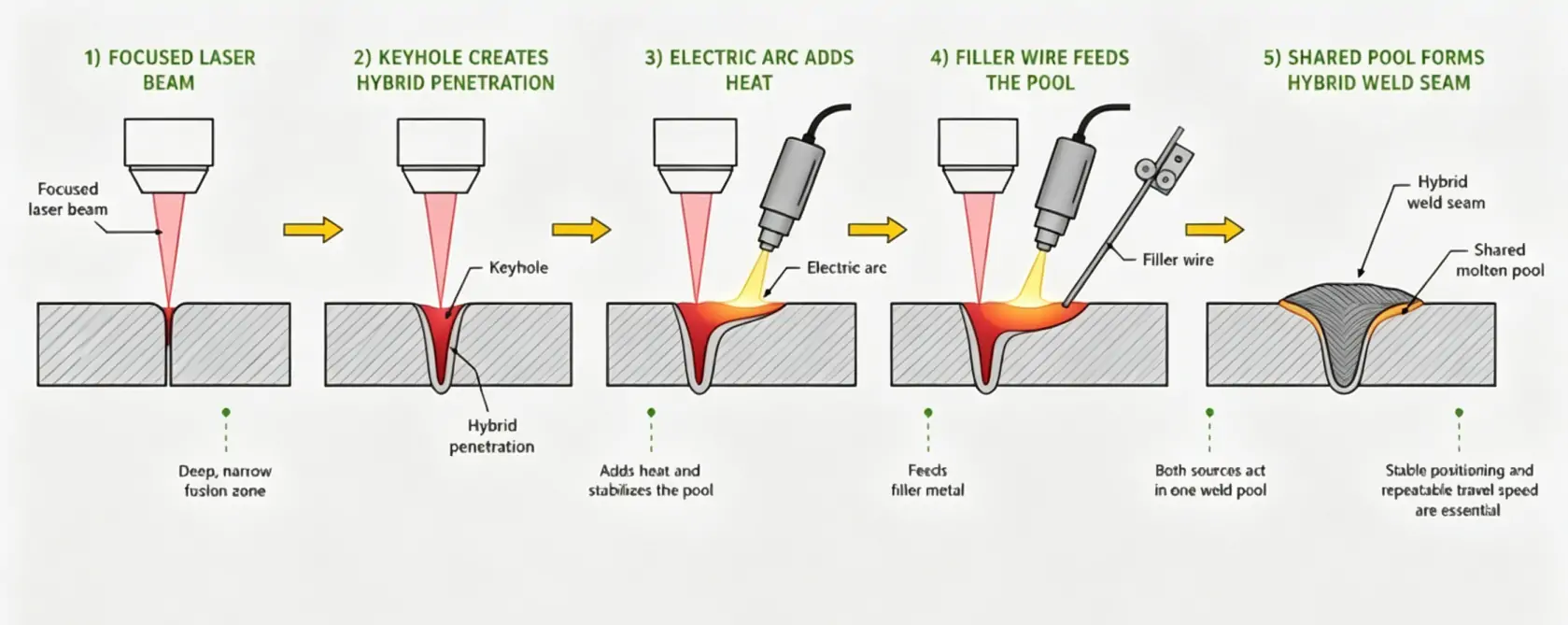
| 激光-电弧复合焊接 | 激光可实现深层穿透,而电弧则提供额外的热量和填充金属,使焊接能够容忍更大的间隙。 |
| 光束振荡焊接 | 激光束以可控模式移动,形成更宽的熔池,帮助熔融金属更有效地覆盖缝隙。 |
| 过程和联合优化 | 适当的接头准备以及对功率、速度和聚焦的调整可以帮助激光焊接应对较小的装配间隙。 |
激光焊接在工件紧密贴合时效果最佳。通过使用填充焊丝、混合焊接、光束振荡以及适当的参数设置,它可以适应更广泛的接头间隙,并获得更可靠的焊缝。(阅读:) 激光焊接需要填充金属吗? 了解更多)
- 激光焊接能否填充间隙概述
- 为什么激光焊接是为低公差接头而设计的?
- 激光焊接何时能够成功处理微小间隙
激光焊接能处理多大的间隙?
激光焊接可处理的间隙大小取决于焊接工艺、材料和接头设计。一般来说,标准激光焊接需要的间隙非常小,而填充焊丝、光束振荡和混合焊接可以显著提高间隙容差。
标准激光焊接(<0.1毫米)
标准激光焊接要求接头紧密贴合,最适合缝隙较小的情况。
影响因素:接头对准、光束聚焦和材料厚度。
应用领域:精密钣金、电子产品、电池和汽车零部件。
使用填充焊丝进行激光焊接(最大直径 0.5 毫米或更大)
填充焊丝可以增加焊接金属量,使跨越较大的焊缝间隙更容易。KEMPSON 4000W 激光焊接机 可焊接厚度达 12 毫米、宽度达 8 毫米的材料。)
影响因素:送丝速度、激光功率和线径。
应用领域:铝焊接、汽车制造和金属加工。
振荡激光焊接(焊接深度可达材料厚度的 25%)
光束振荡可形成更宽的熔池并提高间隙容差。
影响因素:振荡宽度、焊接速度和材料厚度。
应用领域:铝合金、不锈钢零件和一般制造业。
激光-电弧混合焊接(厚度可达材料厚度的15%)
将激光与电弧工艺相结合,可以改善间隙处理和焊接稳定性。
影响因素:电弧设置、填充金属用量、接头设计。
应用领域:造船、重型设备、压力容器和厚板焊接。
一般来说,间隙越小,越容易获得高质量的焊接效果。对于较大的间隙,通常需要使用填充焊丝或先进的激光焊接工艺。
激光焊接中出现缝隙会发生什么?
激光焊接中若存在间隙,会直接影响焊接工艺的稳定性和焊接质量。间隙越大或越不均匀,就越难保持焊接的稳定性和一致性。
1. 不稳定性与缺陷
间隙变化会扰乱熔池,导致咬边、未熔合或焊缝形状不均匀等缺陷。
2.焊缝形状不良
不稳定的金属流动会导致熔深不一致和表面质量问题,包括熔合浅和焊缝不规则。
3. 补偿需求
为了控制缝隙,通常需要采用填充丝、参数调整和缝隙跟踪等方法。
4. 能量行为变化
不同的材料和焊接条件会影响能量吸收,降低铝等反射金属的稳定性。
间隙会降低激光焊接的稳定性,增加缺陷的风险,因此通常需要过程控制或填充方法来保证质量。
激光焊接无需填充焊丝也能进行吗?
是的,激光焊接可以不用焊丝。这被称为自熔焊接。在这个过程中,焊缝仅通过母材的熔化和凝固形成。
以下是使用焊丝和不使用焊丝进行焊接的对比:
| 名称 | 无填充焊丝(自熔焊) | 带填充线 |
| 工艺原理 | 激光熔化基材形成接头 | 在基材熔化的同时加入填充丝。 |
| 焊缝成分 | 与基材相同 | 基材和填充丝的组合,性能可调 |
| 关节间隙要求 | 需要非常严格的紧密配合(通常≤0.2毫米) | 容差更大,可以弥合更大的缝隙(约 0.6 毫米或更大) |
| 主要优点 | 工艺简单、速度快、发热量低、失真度低 | 可填充间隙,改善焊接性能,具有更高的适应性 |
| 主要挑战 | 需要非常严格的紧密配合(通常≤0.2毫米) | 更复杂的系统需要精确的送丝和参数控制。 |
自熔焊接的最佳应用时机
- 精密元件,例如电子产品和医疗器械
- 薄片结构(通常小于1毫米)
- 紧密配合、几乎没有缝隙的接头,例如搭接焊或密封焊
- 以速度和成本为优先考虑的大批量生产
需要填充线时
- 无法避免的装配间隙部件
- 异种材料焊接形成过渡层
- 需要更高焊接强度或抗裂性的应用
- 厚板或多道焊接
- 某些铝合金等易裂纹材料
是否使用焊丝取决于在简便性和精确性与灵活性和公差之间的权衡。自熔焊在零件紧密配合且材料匹配良好时效果最佳。当存在间隙或性能要求较高时,通常需要使用焊丝。
当激光焊接无法填充缝隙时
激光焊接在零件紧密配合时效果最佳。一旦间隙过大或不均匀,焊接质量会迅速下降,更容易出现缺陷。
间隙填充的局限性
激光焊接的熔池较小且集中。当间隙超出其作用范围时,熔融金属无法完全覆盖接头,导致焊缝强度不足或焊缝不完整。
装配不良
如果零件错位或边缘不平整,焊接就会不稳定。这通常会导致焊缝形状不规则或熔合不良。
装配公差较大
当间隙尺寸因零件而异时,很难保持焊接结果的一致性。激光焊接需要稳定且可重复的接合条件。
为什么使用 MIG/TIG 焊
MIG焊和TIG焊使用更大的熔池和连续的焊丝。这使得它们更容易跨越较大的间隙,因此在装配精度不高的情况下,通常会选择这两种焊接方式。
激光焊接不适用于较大或不规则的间隙,因此,当装配不良时,通常优选MIG或TIG等工艺以获得更好的间隙桥接和稳定性。更多详情,请参见: 手持式激光焊接与MIG焊接:哪种更好?
如何提高激光焊接间隙容差
提高激光焊接的间隙容差是拓展其工业应用的关键。激光焊接的光斑尺寸和熔池面积较小,因此对焊缝间隙非常敏感。然而,通过工艺优化和辅助方法,其间隙控制能力可以得到显著提升。
1. 提高接头设计和装配质量
这是最基本的步骤。更高的加工和装配精度有助于从源头上减少差距。
- 边缘加工:采用铣削或精密切割工艺,使焊接边缘更光滑,减少不规则间隙。
- 预对准:焊接前确保零件正确对准,以避免额外的错位间隙。
2. 使用填充材料或混合焊接
这是通过添加额外材料填充空间来提高间隙公差的最直接方法之一。
- 送丝/送粉激光焊接:在焊接过程中添加焊丝或金属粉末,以提高填充能力并降低对装配精度的敏感性。
- 激光-电弧复合焊接:电弧提供填充金属,而激光确保深熔透和高速焊接。这使其更适用于较大间隙的焊接,尤其适用于厚板和结构件的焊接。
3. 调整焊接工艺参数
改变焊接条件可以帮助焊接过程更容易地填补缝隙。
- 双点激光焊接:扩大加热区域,有助于稳定熔池。
- 散焦调整:略微扩大激光光斑,以帮助弥合细小缝隙。
- 脉冲激光焊接:适用于薄板焊接和小装配误差,成本较低。
4. 使用监控系统
实时反馈有助于在焊接过程中纠正焊接偏差。
- 焊缝跟踪系统:检测焊缝位置和间隙变化,并调整焊接路径或参数。
5. 使用夹具和辅助工具
外部工具有助于减少或控制焊接过程中的间隙。
- 精密夹具:保持零件稳定和对齐,以减少装配误差
- 电磁支撑系统:支撑厚板焊接中的熔池,防止熔池坍塌
提高激光焊接间隙公差需要多种方法的结合。小间隙主要通过机械加工和装配来控制。大间隙则依赖于填充材料、复合焊接或工艺调整。通过适当的监控和夹具设计,激光焊接的应用范围可以进一步扩大。
激光焊接与传统焊接在间隙处理中的比较
激光焊接和传统焊接在处理间隙方面存在显著差异。参考文献: 激光焊接与传统焊接:区别、优势、成本和应用 主要原因是热源浓度和材料沉积方法的差异。
| 特性 | 激光焊接 | 传统焊接(TIG/MIG) | 混合激光焊接 |
| 间隙处理能力 | 低矮的车身需要非常紧密的贴合。 | 高,可以用填充金属弥合较大的缝隙 | 高精度,结合了激光精度和电弧填充能力 |
| 热输入和变形 | 热输入量更高,热影响区更宽,变形更明显。 | 低矮,需要非常紧密的配合 | 中等热输入,更好的失真控制 |
| 焊接速度 | 速度非常快 | 相对较慢 | 速度快,效率比传统电弧焊更高 |
| 应用领域 | 低热输入、窄热影响区、低变形 | 中等至厚板,装配尺寸有变化的结构件,例如造船和工程机械 | 厚钢板、大间隙结构和现场施工,例如重型钢结构 |
焊接工艺的选择主要取决于间隙条件。激光焊接适用于间隙较小的高精度应用,而传统焊接更适合大间隙和复杂条件。混合激光焊接则兼顾了效率和间隙适应性。
工业应用及实际案例
激光焊接广泛应用于许多需要高精度、洁净焊缝和快速加工的行业。它尤其适用于小间隙和可控的装配环境。
钣金加工和精密焊接制造:
用于电气柜、金属外壳、控制箱、精密支架等。
汽车激光焊接结构:
用于汽车车身面板、电池外壳、座椅框架、车门结构等。
模具修复和精密零件:
用于注塑模具、模具表面、精密工具、小型机械零件等。
不锈钢和薄材料焊接:
用于不锈钢管、厨房设备、医疗器械外壳、薄不锈钢板等。
激光焊接广泛应用于钣金、汽车零部件、模具修复和不锈钢加工等精密制造领域。它在对精度、焊缝洁净度和装配控制要求严格的应用中尤为有效。
结语
激光焊接在零件紧密贴合时效果最佳。较小的缝隙有时可以处理,但较大或不均匀的缝隙会影响焊接质量和稳定性。在许多情况下,需要添加焊丝或采用混合焊接工艺来提高焊接可靠性。
肯普森 专注于精密制造和金属加工领域的激光焊接设备和工业焊接解决方案。如需项目支持或定制焊接解决方案, 联系我们 找到适合您应用的系统。

常见问题
激光焊接能够填充的最大间隙是多少?
这取决于具体工艺。标准激光焊接通常要求间隙小于0.1毫米,而焊丝焊接或混合焊接则可以处理0.5毫米或更大的间隙。
光纤激光焊接能否弥合不平整的接缝?
轻微的不均匀性可以处理,但较大的或不一致的间隙会影响焊接稳定性,并可能导致缺陷。
激光焊接一定要用焊丝吗?
不。对于紧密配合的接头,激光焊接无需填充焊丝。它主要用于存在缝隙或需要更高接头强度的情况。
如果差距太大会怎样?
焊缝可能变得不稳定,导致熔合不良、烧穿或接头不完整。
对于小间隙焊接,激光焊接比氩弧焊更好吗?
是的,对于精确且间隙较小的焊接,激光焊接比 TIG 焊接速度更快,产生的热变形也更小。
激光焊接前如何减小焊缝间隙?
提高加工精度,使用合适的夹具,并确保零件在焊接前对齐良好。
激光焊接可以修复加工不良的零件吗?
只能在一定程度上进行修补。小的缺陷或许可以修复,但较大的缝隙或装配不良通常需要采用其他焊接方法。
哪些材料对焊接间隙最敏感?
铝和高反射率金属对热输入和接头装配的要求更高,因此对热输入和接头装配的要求也更高。







