
Table of Contents
Introduction
Continuous laser welding and pulsed laser welding are the two most common industrial laser welding modes. They have clear differences in energy delivery mode, heat-affected zone, and applicable working conditions. Continuous laser welding focuses more on continuous and stable energy input for thick materials and high-efficiency welding scenarios. Pulsed laser welding uses intermittent energy release, making it better for precision processing and heat-sensitive material treatment. How do you choose between these two modes? This article explains the working principles, core differences, and typical applications of both welding methods.
What are Continuous Laser Welding and Pulsed Laser Welding
Continuous laser welding: This means the laser outputs energy in a continuous and stable way, creating a continuous heat input during the welding process to melt and form the weld. This method is for working conditions that need high welding speed and deep penetration. Learn more: Understanding QCW Laser Welding in Mold Repair
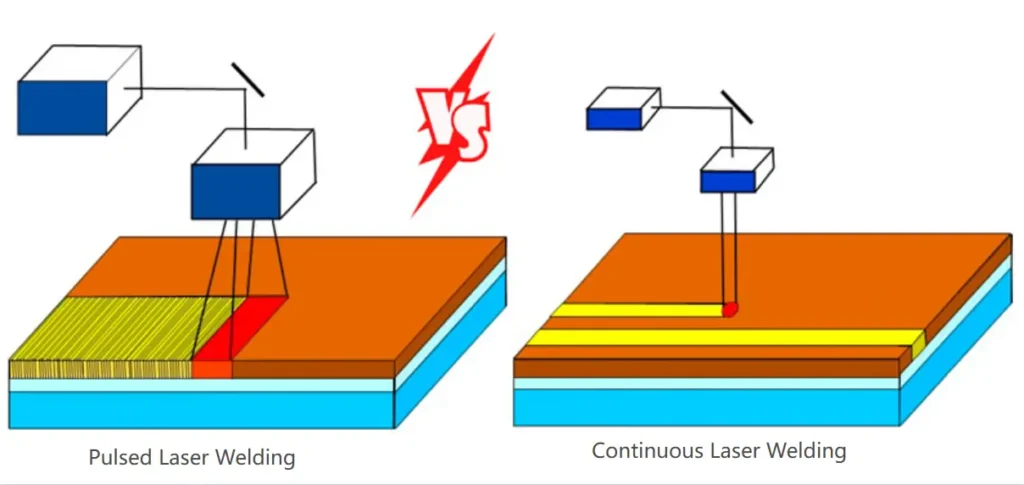
Pulsed laser welding: This releases laser energy in an intermittent pulsed way. Each pulse has a short energy output time and a high peak value. The heat input is lower, making it suitable for precision welding or materials and structures sensitive to heat.
Differences in Use
When to use Continuous Laser Welding?
Continuous Laser Welding is used for industrial welding scenarios with high requirements for efficiency, penetration depth, and structural strength. Its characteristics are continuous energy input, stable welding, and continuous forming.
- Thick Materials Welding: When the material is thick, you need a deep penetration capability. Single-point energy usually cannot achieve effective penetration. Continuous laser welding uses continuous energy input to get a stable, deep penetration process and connect thick plates or structural parts.
- High Strength Structures: If the welding area is a key load-bearing or stressed structural part that needs high impact resistance and high stability, the dense weld seam of continuous laser welding meets the structural strength needs.
- Long Seam Welding: When the weld seam is long, frequent starts and stops are not good. When you need a uniform weld seam with high consistency, continuous wave laser welding is the most suitable choice.
- Mass Production: In automated production lines or mass processing scenarios, the production process has high requirements for welding speed and cycle efficiency. Continuous laser welding can integrate with equipment to do high-speed welding.
When materials are thick, structural strength requirements are high, deep penetration welding is needed, weld seams are long, or you want high-efficiency mass production, choose Continuous Laser Welding.
When to use Pulsed Laser Welding?
Pulsed Welding is used for scenarios with high requirements for heat input control, fine forming, and local welding accuracy. It lowers the overall heat effect to complete high-precision, small-area welding, making it suitable for precision manufacturing and micro-processing.
- Thin & Delicate Materials Welding: When materials are thin and easily deform or burn through because of continuous heat input, pulsed laser welding controls the heat output in a short time to reduce heat damage and complete the weld.
- Precision & Micro Welding: When the welding object is small, weld points must be highly accurate, and the weld seam area is limited, a pulsed laser can do spot or micro-zone welding for high-precision manufacturing needs.
- Heat-Sensitive Components: When materials or parts are sensitive to temperature changes and cannot bear large-area heat diffusion, the pulsed mode lowers the heat-affected zone to avoid material property degradation or structural damage.
- Spot & Dissimilar Welding: When you need local spot welding or a small-area connection between different materials, pulsed laser welding controls the energy output to get stable fusion, reducing interface defects to complete the weld.
When materials are thin, structures are precise, heat-sensitive, or need spot/micro welding, choose Pulsed Laser Welding. This gives a better result in terms of accuracy control and minimizing heat effects.
Differences between Continuous Laser Welding and Pulsed Laser Welding
The difference between the two lies in the energy delivery mode. Continuous wave outputs energy continuously and stably, while a pulsed laser has intermittent high-peak energy output. There are also clear differences in welding depth, heat effect, accuracy, and application scenarios.
Energy Delivery Mode
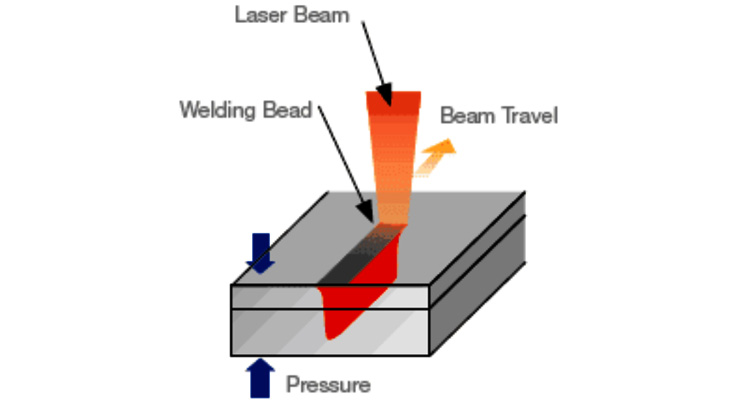
- Continuous Welding: Laser energy outputs continuously and stably, creating a continuous heating process suitable for long-time stable welding.
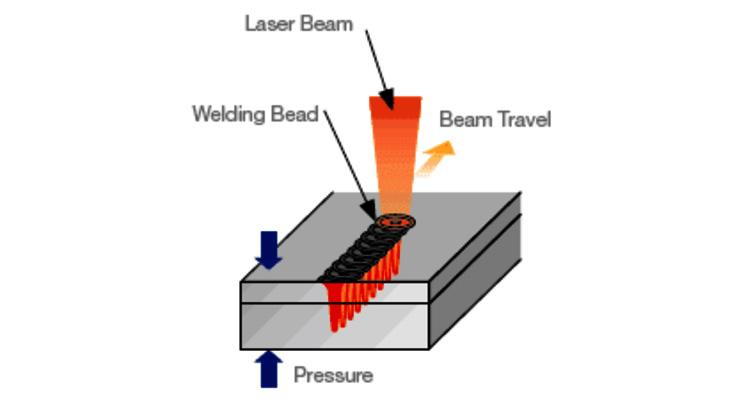
- Pulsed Welding: Laser outputs intermittently in the form of high-energy “pulses”, using single or multiple pulses to complete weld spots or local welding.
Heat Input & HAZ
- Continuous Welding: Heat input is continuous, the molten pool is larger, penetration depth is more stable, and the heat-affected zone is relatively wider.
- Pulsed Welding: Heat input is intermittent and controllable; the overall heat effect is smaller, making it good for preventing deformation and heat damage.
Application Focus
- Continuous Welding: Suitable for thick materials, high-strength structural parts, long weld seams, and mass production scenarios. The focus is on “efficiency and strength”.
- Pulsed Welding: Suitable for thin materials, precision parts, spot welding, and heat-sensitive materials. The focus is on “accuracy and control”.
Weld Characteristics & Efficiency
- Continuous Welding: Forms a continuous and uniform weld seam, speed is fast, suitable for large-scale industrial production.
- Pulsed Welding: Forms discrete weld spots or tiny overlapping weld spots; the rhythm is slower, but accuracy is higher.
Continuous Welding focuses more on “deep penetration, high efficiency, and structural welding”, while Pulsed Welding focuses more on “precision, low heat input, and local welding”. The method you choose depends on material thickness, structural requirements, and your needs for accuracy and efficiency.
Specification Comparison
| Comparison Dimension | Continuous Laser Welding | Pulsed Laser Welding |
| Energy Delivery Mode | Continuous and stable output of laser energy, creating a continuous heating process | Intermittent high-peak pulse output, working by spot or cycle |
| Heat Input Characteristics | Heat input is continuous, higher, and stable | Heat input is intermittent, controllable, and lower overall |
| Molten Pool Features | The molten pool is small and localized, suitable for spot welding | Molten pool is small and localized, suitable for spot welding |
| Heat-Affected Zone (HAZ) | Relatively larger | Smaller, lower effect on materials |
| Weld Form | Continuous and uniform weld seam | Spot welding or tiny overlapping weld spots |
| Applicable Material Thickness | Medium-thick and thick materials | Thin materials and easily deformed materials |
| Accuracy Requirements | Medium accuracy, focuses on structural welding | High accuracy, suitable for micro-processing |
| Typical Applications | The molten pool is large and stable, suitable for deep penetration welding | Precision electronics, thin metals, micro welding, spot welding |
| Production Efficiency | High, suitable for automated continuous production | Relatively lower, but fine control is stronger |
| Core Advantages | Deep penetration, high strength, high efficiency | High accuracy, small heat effect, low deformation |
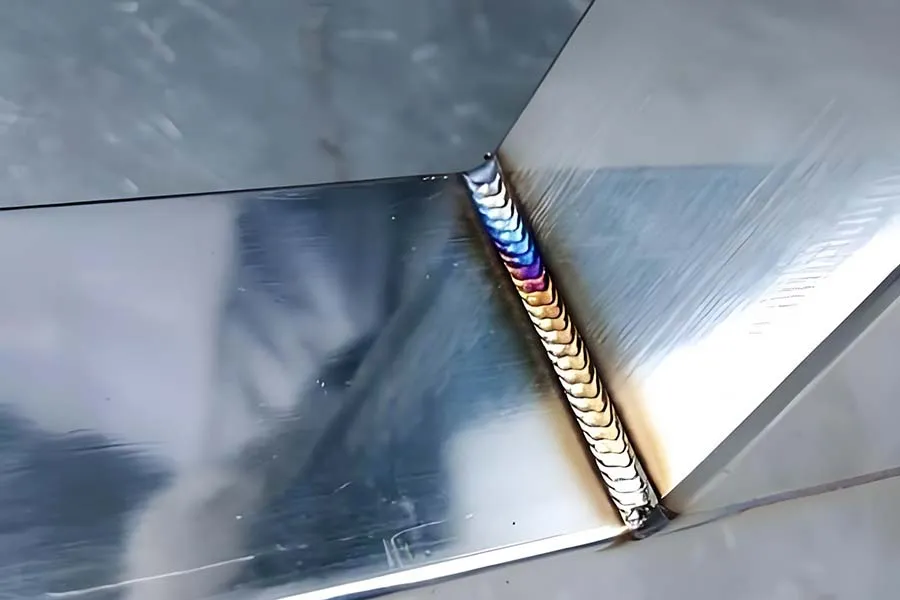
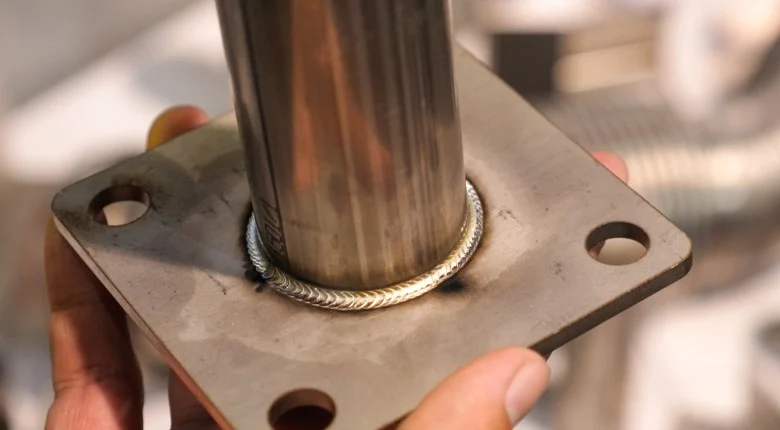
Welding Show
Continuous welding
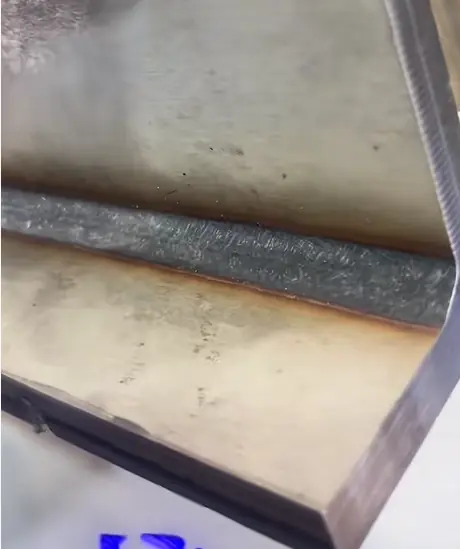
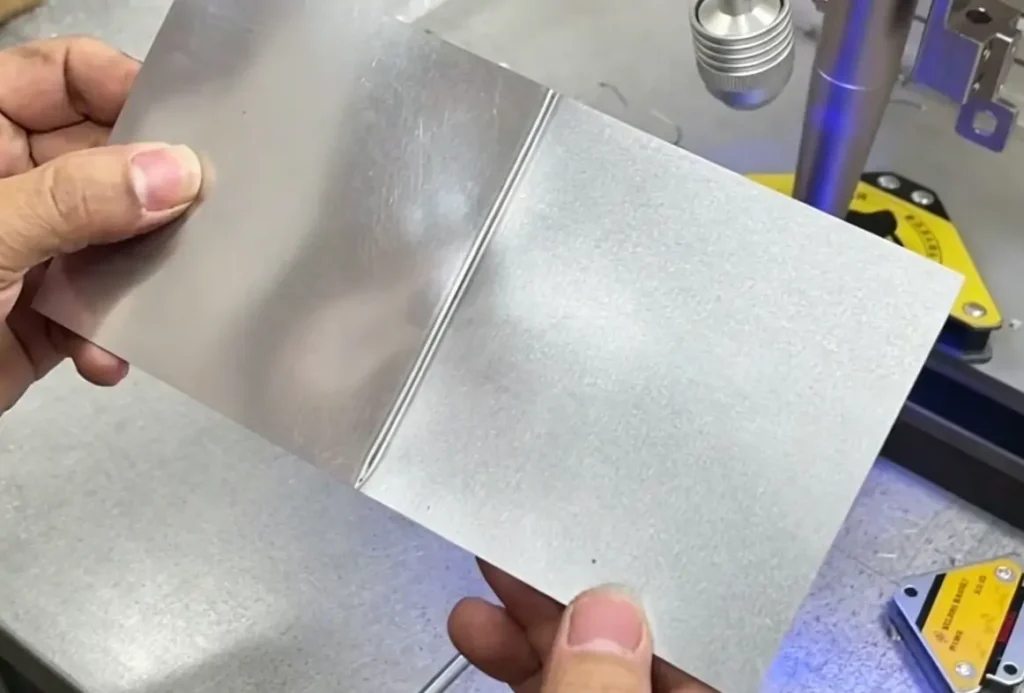



Pulsed welding



Advantages
Continuous Welding Advantages
- Strong deep penetration capability, high weld strength: Continuous energy input forms a stable molten pool, completing larger penetration depth and high-strength metallurgical bonding for structural load-bearing welding.
- High welding efficiency, suitable for mass production: Continuous output provides high-speed welding, making it easy to integrate with automated production lines to increase output per unit time.
- Continuous and uniform weld seam, stable forming: In long weld seam processing, the welding process has no interruption, overall consistency is good, and the risk of joint defects is lower.
- Application scope favors industrial structural parts: It has strong adaptability for thick materials, large components, and engineering structural parts, leaning toward heavy industry application scenarios.
Pulsed Welding Advantages
- Controllable heat input, small heat-affected zone: Intermittent energy output lowers overall heat accumulation, reducing material deformation and property degradation.
- High welding accuracy, suitable for micro-processing: It can do tiny weld spots and local precision welding for high-precision components.
- Suitable for thin materials and heat-sensitive materials: It avoids burn-through or over-melting, making it useful for thin metals and temperature-sensitive materials.
- Applicable for spot welding and complex micro-structure connections: It allows local welding, suitable for electronic devices, precision assemblies, and connections of different materials.
Applications





Continuous Welding Applications: Steel structural parts, mechanical bases, engineering machinery parts, automotive structural parts, pipeline systems, metal boxes, industrial frames, mass production components




Pulsed Welding Applications: Electronic components, precision sensors, thin metal parts, micro components, medical devices, metal mold repair, small spot welding structures, and connection parts for different materials
Safety Tips
Continuous Laser Welding Safety Tips
Wear special laser protective glasses; avoid direct exposure to the high-heat molten pool and strong reflected light; have a good cooling system and grounding protection; set up laser safety screens and safety isolation in the work area to prevent accidental entry into dangerous zones.
Pulsed Laser Welding Safety Tips
You must wear protective glasses that match the wavelength; pay attention to metal splash and micro-particles during the micro-welding process; avoid looking directly at the weld spot area at a close distance for a long time; parameter settings must be reasonable to prevent local overheating or burning through materials.
How to Choose
Choose Continuous Laser Welding
- Materials are thick and need deep penetration welding
- Structural parts have high load-bearing strength requirements
- Weld seams are long and need continuous forming
- Mass production or automated production line work
- You care more about efficiency and strength than micro-level accuracy
Choose Pulsed Laser Welding
- Thin materials or easily deformed materials
- Precision components or tiny structure welding
- Strict control is needed for the heat-affected zone
- You need spot welding or local welding
- You care more about accuracy and heat control than speed
Conclusion
Continuous Laser Welding and Pulsed Laser Welding have their own focus in industrial applications: the former is better for thick materials, high-strength structures, and high-efficiency continuous production, while the latter is more suitable for thin materials, precision parts, and micro-welding scenarios with low heat effects. KEMPSON is a professional laser welding solution provider, offering stable, high-efficiency welding equipment and customized process support for different industries.
If you are looking for a more suitable laser welding solution, please contact us for professional model selection advice and technical support. mines’ weld penetration depth, welding quality, and equipment operating stability, making the selection of the right laser welding solution especially important.

FAQ
What is the main difference between Continuous Laser Welding and Pulsed Laser Welding?
The main difference is the energy delivery mode: continuous wave outputs continuously, suitable for deep penetration and high-efficiency production; pulse outputs intermittently, suitable for precision and low heat effect welding.
Which welding method is better for thick materials?
Thick materials are usually chosen for Continuous Laser Welding because its continuous energy input can achieve deeper penetration and higher structural strength.
Which method should be used for thin material welding?
Thin materials are more suitable for Pulsed Laser Welding, which can effectively control heat input to avoid deformation or burn-through.
Which method has a faster welding speed?
Continuous Laser Welding is usually faster, making it more suitable for mass production and automated production lines.
Is Pulsed Laser Welding more accurate?
Yes, pulsed laser welding has a smaller heat-affected zone and higher controllability, making it suitable for micro welding and precision parts.
How do I judge which laser welding method to choose?
Make a comprehensive judgment based on material thickness, structural strength needs, accuracy requirements, and whether you need to control the heat-affected zone.







