
Table of Contents
Introduction
Laser welding has become one of the most widely used joining technologies in modern manufacturing, especially where precision, speed, and consistency are critical. From automotive production lines to medical device fabrication, its ability to create clean and accurate welds has made it a preferred choice over many traditional welding methods. Understanding laser welding applications, uses, and key advantages helps manufacturers choose the right process for different materials and production needs.

In this article, we’ll take a closer look at where laser welding is used across major industries, how it supports different manufacturing processes, and what makes it stand out in terms of performance. We’ll also break down its main benefits and practical considerations so you can better understand whether it fits your specific application.
Laser Welding Applications
Laser welding is a high-precision welding technology that uses a high-energy-density laser beam as a heat source. It features concentrated energy, a small heat-affected zone, controllable penetration depth, and strong compatibility with automation integration. It is widely used in modern high-end manufacturing industries.
New Energy Vehicle Manufacturing
In new energy vehicle manufacturing, laser welding covers power battery systems and key structural component connections.
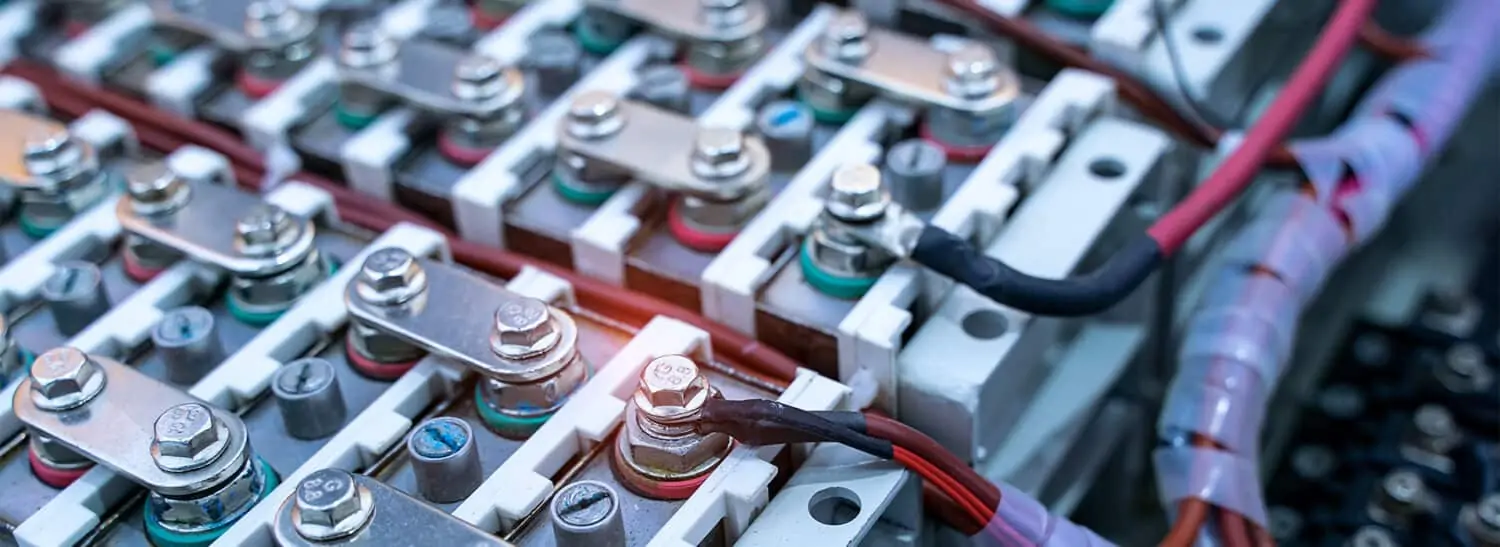



- Power battery copper-aluminum busbar connection pieces: improve conductive connection performance while reducing the risk of intermetallic compound formation at the interface.
- Battery module end plate welded parts: enhance structural stability of the module and improve overall air-tightness performance.
- Battery pack aluminum alloy housing structural parts: complete continuous sealing welding, improve protection and structural strength.
- High-strength steel and aluminum alloy body connection parts: adapt to lightweight body structures, reduce thermal deformation, and improve weld strength.
This field shows: multi-material dissimilar material connection demand + strict consistency requirements + adaptation to large-scale automated production.
Rail Transit Manufacturing
In the rail transit industry, laser welding covers body structure and load-bearing component connections.
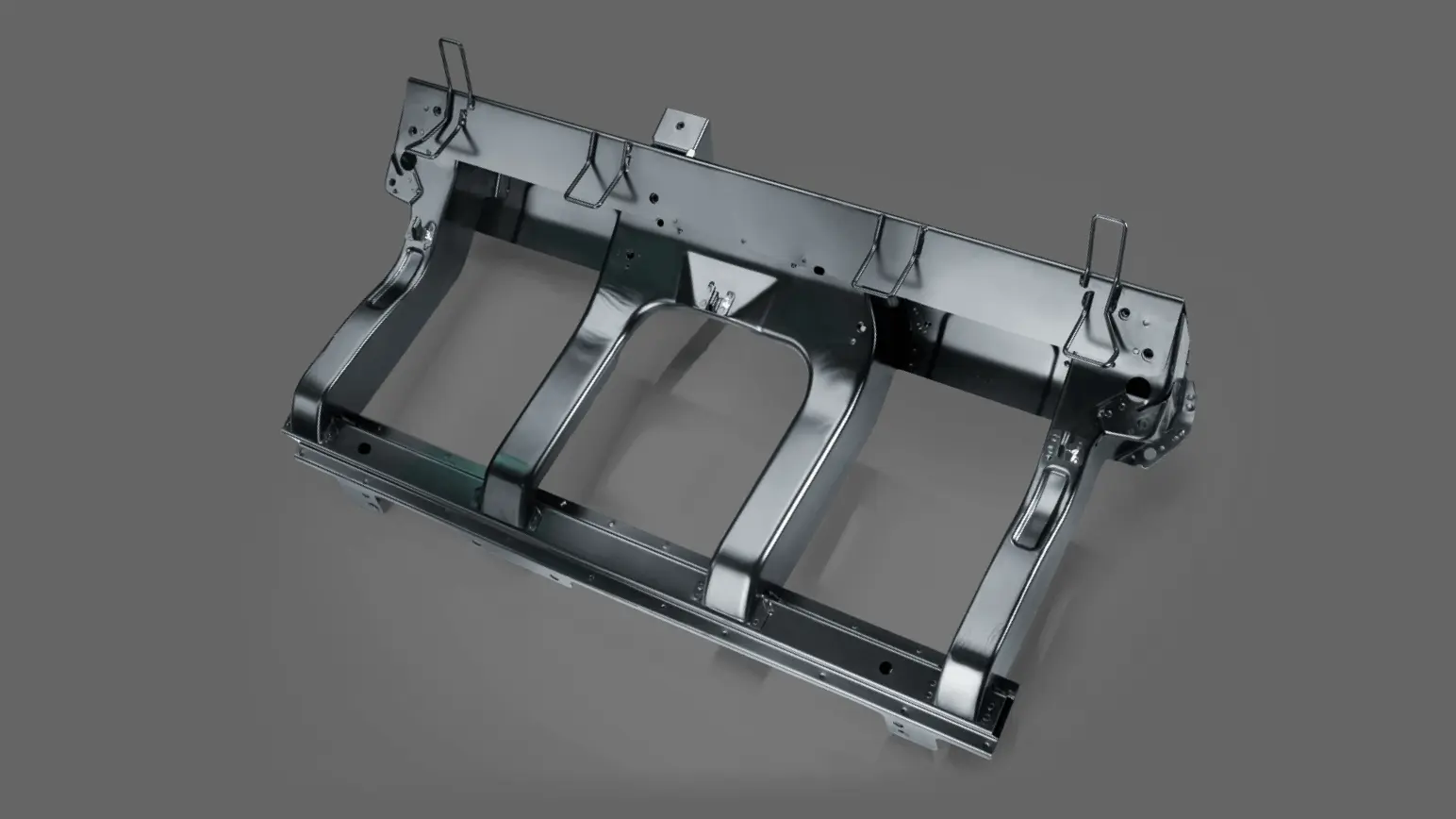

- Stainless steel body side panel welded parts: reduce surface indentation and improve appearance, flatness, and structural integrity.
- Body reinforcement rib connection structures: reduce deformation and enhance overall rigidity.
- Aluminum alloy carriage skin structural parts: complete high-speed continuous welding and maintain dimensional consistency.
This field features: long weld seam, continuous processing + high flatness requirements + batch production efficiency orientation.
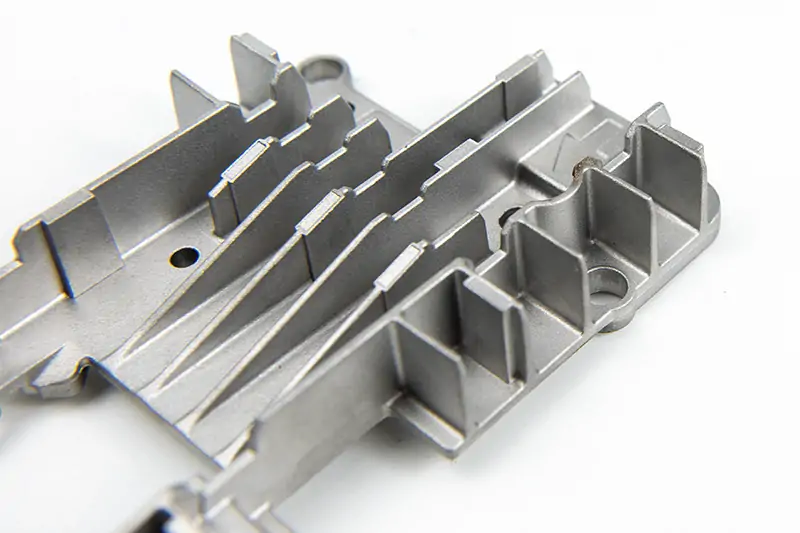
Aerospace and Precision Manufacturing
This field has extremely high requirements for welding precision and reliability, and laser welding covers key core components.

- Aviation engine combustion chamber components: support high-temperature resistant material, high-strength connection requirements.
- Turbine blade repair areas: local precision re-welding to restore structural performance.
- Aerospace fuel tank ultra-thin wall plate structural parts: complete deformation-free welding and maintain structural integrity.
- Precision sensors and microelectronic packaging components: control micron-level connection accuracy and improve welding stability.
This field features: ultra-high precision control + ultra-thin material processing + extremely low deformation requirements.
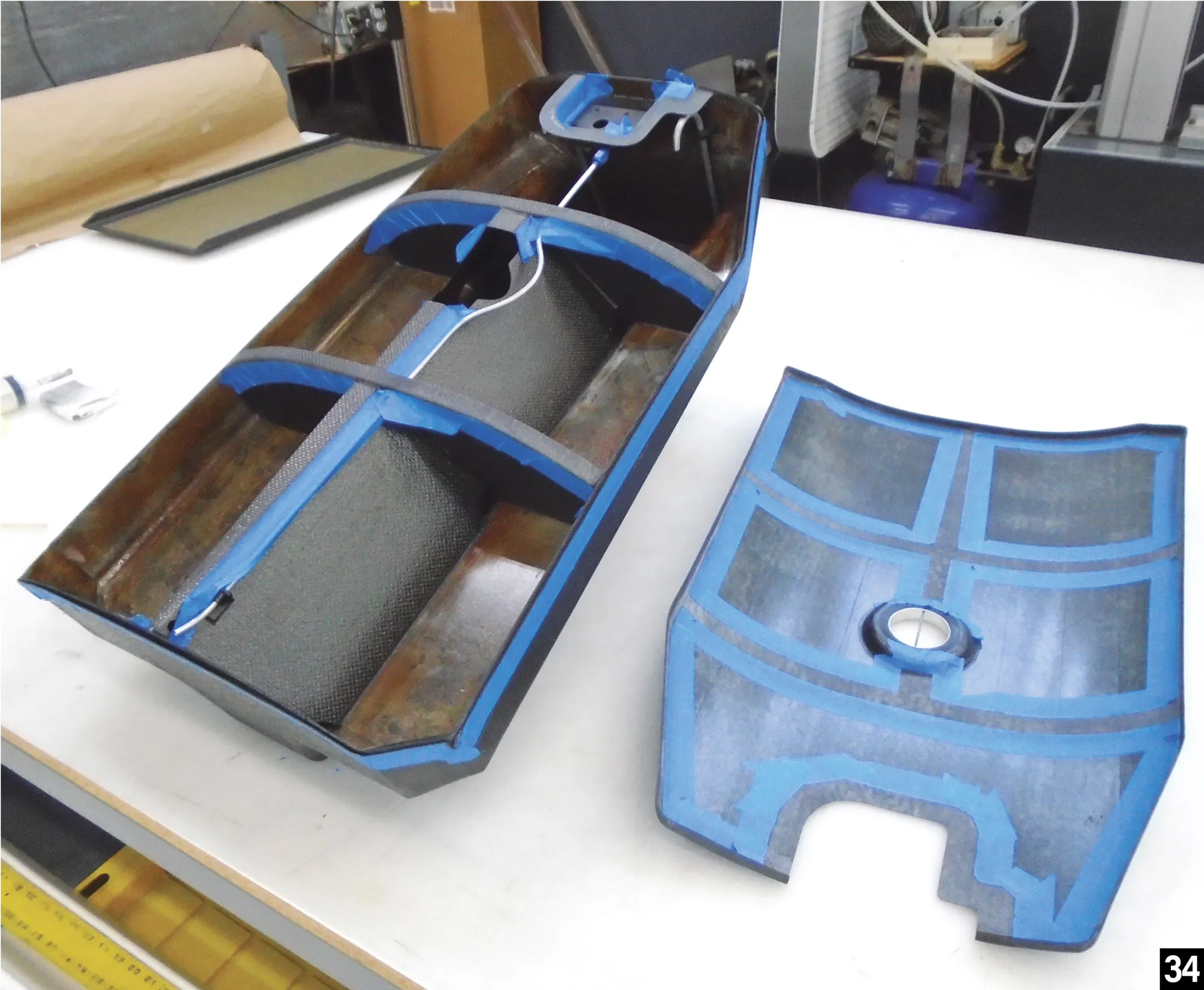
Advanced Composite Material Connection
It mainly targets metal and composite material connection requirements in lightweight structural design.


- Carbon fiber reinforced thermoplastic composite connection parts (CFRTP): resin interface melting and forming a stable mechanical interlocking structure.
- Aluminum alloy structural transition connection parts: optimize energy distribution and improve interface bonding strength.
This field features: heterogeneous material connection + lightweight design requirements + high interface structure control requirements.
Laser welding applications in new energy, rail transit, aerospace, and composite materials are concentrated in three directions: high-precision connection, multi-material adaptability, and high-consistency production capability. With the development of automation and intelligent manufacturing, application scenarios continue to expand and gradually become an important process component of high-end manufacturing.
Technical Questions About Laser Welding
Laser welding is increasingly being used in high-end manufacturing, but a number of key technical challenges remain in its practical implementation. These challenges primarily revolve around process stability, parameter optimization, and quality control for welding different materials.
Stability control of the high-power laser welding process
When using a 10kW fiber laser for medium and thick steel plate welding, process stability limits the engineering application:
| Challenge | Impact on Welding | Optimization Direction |
|---|---|---|
| Plasma plume interference | Reduces effective laser energy and affects weld stability | Side gas blowing, negative pressure extraction, vacuum welding |
| Back-side forming defects | Causes weld collapse and poor back-side formation | Welding position adjustment, electromagnetic support, and back pressure control |
| Thick-section narrow-gap defects | Leads to porosity, lack of fusion, and solidification cracks | Dual-beam laser welding technology and molten pool control |
Influence of process parameters and matching
Welding quality depends on parameter matching:
| Determines the melting and penetration behavior | Effect on Welding | Key Consideration |
|---|---|---|
| Power density | Protects the weld area and stabilizes the process | Conduction welding is typically controlled within 10⁴–10⁶ W/cm² |
| Pulse waveform & pulse width | Affects energy absorption and heat input | High-reflectivity materials require waveform adjustment; longer pulse width increases HAZ |
| Defocus | Changes energy distribution and penetration depth | Negative defocus generally provides deeper penetration |
| Welding speed | Controls overall heat input | Low speed may cause burn-through; high speed may reduce penetration |
| Shielding gas (The Role of Shielding Gas) | Helium offers the best protection, argon balances cost, and nitrogen is economical but may increase porosity | Helium offers the best protection, argon balances cost, and nitrogen is economical but may increase porosity |
Material-based welding quality control
Different materials require different control strategies:
| Material Type | Main Challenge | Process Focus |
|---|---|---|
| Stainless steel | Overheating may cause grain growth and corrosion risk | Heat input control, cooling rate, shielding gas, joint and thickness matching |
| Medium & thick steel plates | Stable penetration and weld formation | Process optimization, auxiliary support, production stability control |
Key challenges in laser welding technology are high-power process stability, precise control of process parameters, and consistent quality across different materials. These factors directly affect weld formation, penetration behavior, and defect control in industrial conditions. As requirements increase in high-end manufacturing, improving stability and process control remains essential for reliable and repeatable welding performance.
Advantages of Laser Welding Applications
Laser welding is a high-precision welding technology that uses a high-energy-density laser beam as a heat source. In industrial applications, compared with traditional welding methods, it shows significant advantages, mainly in the following aspects:
1. High precision and small heat-affected zone
Laser energy is concentrated in a very small area. The heat-affected zone is reduced by about 60% compared with traditional arc welding, and welding deformation and surrounding material damage are significantly reduced. It is suitable for ultra-thin parts and micro precision components.
2. High welding quality and joint strength
A narrow and deep weld with a high aspect ratio can be formed, and porosity can be controlled below 0.3%. Compared with traditional welding, porosity, cracks, and cold welding defects are reduced, and joint strength and service life are improved.
3. High efficiency and high-speed welding
Welding speed is significantly higher than that of resistance welding and arc welding. For example, the power battery tab welding speed can reach about 5 m/min, meeting the requirements of high-speed production lines.
4. Wide material compatibility
It can weld stainless steel, aluminum, copper, and other common metals, as well as dissimilar metals and some non-metal materials such as thermoplastics and composite materials. After the application of blue laser technology, the absorption rate of high-reflectivity materials is significantly improved.
5. Strong automation and intelligent integration capability
It can be integrated with robotic arms, vision systems, and data platforms, supporting online inspection, remote control, and data traceability, suitable for smart manufacturing and mass production.
6. Non-contact processing and complex structure adaptability
No mechanical pressure is required, and no surface indentation is left. It can be used for welding complex structures and hard-to-reach areas, suitable for 3D curved surface components.
7. Comprehensive production cost advantage
Although equipment investment is high, welding speed is fast, rework rate is low, and post-processing is reduced, so overall manufacturing cost is significantly reduced, making it suitable for large-scale production scenarios.
The advantages of laser welding are concentrated in high precision, low deformation, high efficiency, and wide material compatibility, along with strong automation integration capability. In high-end manufacturing and mass production, these features gradually drive it to replace traditional welding processes and become an important technical path for improving production quality and efficiency.
Limitations and Challenges
Based on industry research and technical practice, the main disadvantages of laser welding and key challenges in industrial applications are summarized as follows:
Disadvantages of Laser Welding Technology
Although laser welding offers significant advantages in precision and efficiency, there are still some limitations and technical challenges in industrial applications.
| Disadvantage | Specific Performance |
| High equipment and process cost | High-power laser welding equipment, core components such as optical fibers and focusing lenses are expensive, and the early investment in production line construction is large, which brings a heavy financial burden to small and medium-sized enterprises. |
| High requirements for workpiece assembly accuracy | Laser beams have the characteristic of concentrated energy and small spot diameter. Generally, the assembly gap needs to be controlled within 0.1-0.5 times the plate thickness. Excessive gaps will lead to incomplete penetration or burn-through defects, which increases the difficulty of early workpiece processing and positioning. |
| Limitations on welding of high-reflectivity and thick materials | For high-reflectivity materials such as copper, aluminum and alloys, the reflectivity to laser can reach more than 90% at the initial stage of welding, which is easy to cause energy loss and damage to the laser optical path system; for large-thickness workpieces over 100mm, existing single-laser welding still faces the problems of insufficient penetration depth, unstable weld forming, and high probability of porosity and crack defects. |
| Large residual stress and post-weld deformation for specific scenarios | Although the heat-affected zone of laser welding is smaller than that of traditional arc welding, the residual stress is still easy to form in large-area thin plate welding or complex structure welding, which requires subsequent stress relief processes such as vibration aging or heat treatment, increasing the process flow. |
Core Challenges in Industrial Applications
Despite the advantages of laser welding, several technical and industrial limitations still affect production stability and large-scale applications.
- Process Stability and Quality Control: In mass production, laser welding technology still faces stability issues. In medium and thick plate deep penetration welding, the plasma plume reduces effective energy, affecting welding stability. Defects such as porosity, lack of fusion, and weld collapse still appear in production and often require manual inspection and rework. Side gas blowing, negative pressure extraction, and dual-beam methods reduce defects, but stable control is still not fully achieved.
- Dissimilar Material Welding: Demand for copper-aluminum, aluminum-stainless steel, and composite-metal welding continues to grow. However, differences in melting point and thermal properties lead to brittle phases and residual stress, reducing joint performance. Methods like preheating, pulse control, and swing welding improve results, but no universal process exists, leading to repeated testing and higher cost.
- Intelligent Control Limitations: Although laser welding technology supports automation, full closed-loop quality control is still limited. Current inspection systems detect visible defects, but micro defects and performance changes caused by parameter variation are still difficult to identify. Real-time adaptive control is not yet widely used in production.
- Technical Skill Gap: Laser welding systems require skilled operators for setup, maintenance, and troubleshooting. A lack of professionals combining laser and manufacturing knowledge limits the wider use of laser welding technology, especially in small and medium enterprises.
Limitations in laser welding technology come from process stability, dissimilar material behavior, intelligent control capability, and skilled labor availability. These factors affect consistency, defect control, and scalability in industrial production. Further improvement in process control and system integration remains essential for wider industrial adoption.
How to Choose the Right Laser Welding Machine
Choosing a suitable laser welding machine depends on application requirements, material type, production scale, and automation level. Different industries require different configurations, so selection should be based on welding performance, process stability, and long-term production needs.
Laser Power Selection
Laser power defines penetration depth and welding efficiency.
- 1000W–1500W: thin sheet and precision parts
- 2000W–3000W: medium-thickness metals, general industrial use
- 4000W+: thick plate and high-speed production
Higher power improves penetration, but demands tighter process control.
Material Type and Compatibility
Material type strongly influences machine selection.
- Stainless steel: stable performance across power ranges
- Aluminum: needs higher power and optimized parameters
- Copper: requires high energy density and strong absorption control
- Dissimilar materials: requires tighter process adjustment capability
Welding Mode: Handheld vs Automated System
Handheld systems offer flexible operation for repair and small batches.
Automated systems provide higher consistency for mass production and production lines.
Choice depends on production scale and process standardization.
Cooling System and Stability
The cooling system affects machine stability and service life.
- Water cooling: suitable for medium and high-power equipment
- Air cooling: used in low-power or portable systems
Stable cooling supports consistent welding performance.
Level of Automation and Control
Higher automation includes CNC systems, robotic arms, and real-time monitoring.
It improves repeatability and reduces manual variation, especially in large-scale production.
Selecting a laser welding machine requires balancing power, material compatibility, welding mode, cooling capacity, and automation level. A well-matched system improves efficiency, weld quality, and long-term production stability.
For a more detailed guide, please refer to “How to Choose a Laser Welding Machine for Your Business” for further reference.
Conclusion
Laser welding is widely used in automotive, energy storage, rail transit, aerospace, and precision manufacturing. It offers high precision, fast processing speed, and strong material compatibility. From structural parts to battery systems and micro-scale components, it replaces traditional welding methods in processes that require stable quality and high production efficiency.
Kempson provides industrial laser welding solutions for different production needs. With experience in multiple application fields, Kempson supports equipment selection and process matching based on specific requirements. For laser welding equipment or technical support, contact us for suitable solutions.

FAQ
What industries use laser welding?
Laser welding is used in automotive, energy storage, aerospace, rail transit, electronics, and medical device manufacturing.
Can laser welding join different metals?
Yes, but dissimilar metals such as aluminum and steel or copper and aluminum require strict process control due to differences in melting point and thermal properties.
What is the penetration depth of laser welding?
Penetration depth depends on laser power and process mode. It ranges from thin sheet welding at low power to deep penetration welding at 3000W and above for thicker materials.
What is the heat-affected zone (HAZ)?
HAZ is the area of material that changes structure due to heat without melting. Laser welding produces a smaller HAZ compared to traditional welding, reducing deformation and material damage.
Does laser welding cause porosity?
Porosity can occur due to surface contamination, gas entrapment, or unstable parameters. Proper shielding gas and parameter control help reduce this issue.
Which type of laser is used for welding?
Fiber laser is the most common type in industrial applications. CO2 lasers are less commonly used for metals, while Nd: YAG lasers are mostly used in traditional systems.







