
Table of Contents
Introduction
Laser welding is known for producing strong, precise welds with minimal heat input, but it is also often associated with strict fit-up requirements. When parts do not align perfectly, many manufacturers wonder whether laser welding can still create a reliable joint.
The answer depends on the size of the gap, material type, welding parameters, and whether filler wire is used. In this article, we’ll explore the real laser welding gap tolerance, when laser welding can fill gaps, and the practical methods used to improve welding results when a perfect joint fit-up is not possible.
What Does “Gap Filling” Mean in Laser Welding?
In laser welding, “gap filling” refers to the process of compensating for or “bridging” the gap between the components being welded using specific techniques to form a complete, defect-free weld. To overcome welding defects, various “gap-filling” or “gap-bridging” technologies have been developed. Their principles, methods, and applications are as follows:
| Aspect | Description | Common Methods | Benefits |
|---|---|---|---|
| Basic Principle | Use molten material, thermal expansion, or additional filler material to bridge the gap and create a complete weld. | Molten pool filling, filler wire addition, thermal expansion compensation. | Laser welding with filler wire, hot-wire or cold-wire welding, beam oscillation welding, laser-arc hybrid welding, and laser brazing. |
| Gap-Filling Technologies | Increase weld metal volume or expand the molten pool to handle larger gaps. | Laser welding with filler wire, hot-wire or cold-wire welding, beam oscillation welding, laser-arc hybrid welding, laser brazing. | Allows welding of joints with larger gaps and improves process stability. |
| Material Applications | Different materials require different gap-filling approaches. | Stainless steel, carbon steel, aluminum alloys, high-strength steels, plastics, and dissimilar materials. | Achieves stronger joints, better mechanical properties, and improved weld consistency. |
| Auxiliary Techniques | Improve joint contact and optimize welding conditions. | Clamping systems, pressure-assisted welding, process simulation, and parameter optimization. | Reduces defects and improves gap-bridging performance. |
Laser gap welding involves the integrated application of welding methods, filler materials, equipment parameter settings, and joint preparation techniques. The goal is to achieve a reliable weld even when perfect workpiece alignment cannot be achieved.
Can Laser Welding Fill Gaps?
Yes, laser welding can fill gaps, but its ability to do so is limited and depends on the gap size, process configuration, and materials.
Laser Welding Deposition Capacity
Laser welding is a high-energy-density welding process characterized by a small spot size. It has low tolerance for assembly gaps. Traditional single-beam laser welding, particularly deep penetration welding, requires “zero gap” or an extremely small gap, as it primarily relies on melting the base material to form the weld, with little or no filler metal. Through specific process improvements and hybrid technologies, laser welding can successfully handle gaps within a certain range.
Why Is Laser Welding Typically Used for Tight-Fit Joints?
Laser welding is known for its high precision, but it is also more sensitive to joint gaps than many traditional welding methods. This is mainly due to the characteristics of the welding process itself.
- Small molten pool: Laser welding creates a small, concentrated molten pool that solidifies quickly. When the gap is too large, there may not be enough molten metal to fully bridge the joint.
- Limited filler material: In many laser welding applications, the weld is formed mainly by melting the base material. Without additional filler wire, larger gaps can lead to incomplete fusion, undercut, or burn-through.
- High alignment requirements: Laser energy is focused on a very small area. For stable welding results, the beam must be accurately positioned along the joint. Excessive gaps or misalignment can reduce weld quality and make the process unstable.
For these reasons, laser welding generally performs best when parts are fitted closely, and joint gaps are kept to a minimum.
When Can Laser Welding Handle Gaps?
Standard laser welding is not designed for large gaps, but the right process can make a significant difference. In many applications, manufacturers use additional welding techniques to increase gap tolerance and maintain weld quality.
| Method | How It Works |
| Filler Wire Addition | Feeding filler wire into the weld pool adds extra material, making it easier to bridge gaps and form a complete weld. |
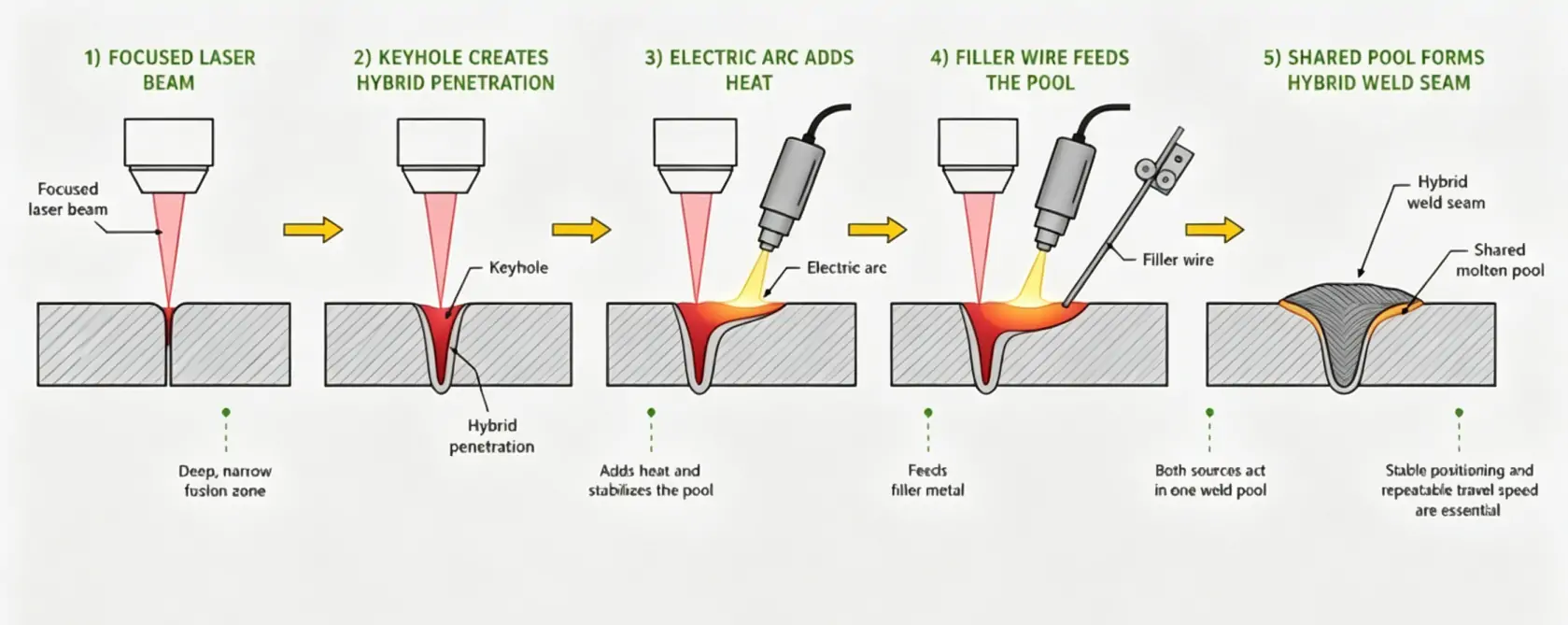
| Laser-Arc Hybrid Welding | The laser provides deep penetration, while the arc supplies extra heat and filler metal, allowing the weld to tolerate larger gaps. |
| Beam Oscillation Welding | The laser beam moves in a controlled pattern to create a wider weld pool, helping the molten metal cover gaps more effectively. |
| Process and Joint Optimization | Proper joint preparation and adjustments to power, speed, and focus can help laser welding cope with small assembly gaps. |
Laser welding works best when workpieces fit tightly together. By using filler wire, hybrid welding, beam oscillation, and appropriate parameter settings, it can accommodate a wider range of joint gaps and produce more reliable welds. (Read: Does Laser Welding Need Filler Metal? Learn More)
- Overview of can laser welding fill gaps
- Why is laser welding designed for low-tolerance joints
- When can laser welding handle small gaps successfully
How Much Gap Can Laser Welding Handle?
The gap that laser welding can handle depends on the welding process, material, and joint design. In general, standard laser welding requires very small gaps, while filler wire, beam oscillation, and hybrid welding can significantly increase gap tolerance.
Standard Laser Welding (<0.1 mm)
Standard laser welding requires a tight joint fit-up and is best suited for minimal gaps.
Factors: Joint alignment, beam focus, and material thickness.
Applications: Precision sheet metal, electronics, batteries, and automotive components.
Laser Welding with Filler Wire (Up to 0.5 mm or More)
Filler wire adds extra weld metal, making it easier to bridge larger gaps. (The KEMPSON 4000W laser welding machine can weld materials up to 12 mm thick and 8 mm wide.)
Factors: Wire feed speed, laser power, and wire diameter.
Applications: Aluminum welding, automotive manufacturing, and metal fabrication.
Oscillating Laser Welding (Up to 25% of Material Thickness)
Beam oscillation creates a wider weld pool and improves gap tolerance.
Factors: Oscillation width, welding speed, and material thickness.
Applications: Aluminum alloys, stainless steel parts, and general manufacturing.
Laser-Arc Hybrid Welding (Up to 15% of Material Thickness)
Combining a laser with an arc process improves gap handling and weld stability.
Factors: Arc settings, filler metal input, joint design.
Applications: Shipbuilding, heavy equipment, pressure vessels, and thick plate welding.
In general, the smaller the gap, the easier it is to achieve a high-quality weld. For larger gaps, filler wire or advanced laser welding processes are often required.
What Happens If There Is a Gap in Laser Welding?
When gaps exist in laser welding, they can directly affect process stability and weld quality. The larger or more uneven the gap, the more difficult it is to maintain a stable and consistent weld.
1. Instability and Defects
Gap changes can disturb the weld pool and lead to defects such as undercut, incomplete fusion, or uneven weld shape.
2. Poor Weld Shape
Unstable metal flow causes inconsistent penetration and surface quality issues, including shallow fusion and irregular beads.
3. Need for Compensation
To manage gaps, methods like filler wire, parameter adjustment, and seam tracking are often required.
4. Energy Behavior Changes
Different materials and welding conditions can affect energy absorption, reducing stability in reflective metals like aluminum.
Gaps can reduce the stability of laser welding and increase the risk of defects, so process control or filler methods are typically required to ensure quality.
Can Laser Welding Work Without Filler Wire?
Yes, laser welding can be performed without filler wire. This is known as autogenous welding. In this process, the weld is formed only by melting and solidifying the base materials.
Below is a comparison between welding with and without filler wire:
| Item | Without Filler Wire (Autogenous Welding) | With Filler Wire |
| Process principle | The laser melts the base material to form the joint | Filler wire is added while the base material is melted |
| Weld composition | Same as base material | Combined base material and filler wire, properties can be adjusted |
| Joint gap requirement | Very strict, tight fit is required (usually ≤0.2 mm) | More tolerant, can bridge larger gaps (about 0.6 mm or more) |
| Main advantages | Simple process, fast speed, low heat input, low distortion | Can fill gaps, improve weld properties, higher adaptability |
| Main challenges | A very strict, tight fit is required (usually ≤0.2 mm) | A more complex system requires precise wire feeding and parameter control |
When autogenous welding works best
- Precision components such as electronics and medical devices
- Thin sheet structures (usually below 1 mm)
- Tight-fit joints with almost no gap, such as lap or sealing welds
- High-volume production where speed and cost are priorities
When filler wire is required
- Parts with assembly gaps that cannot be avoided
- Dissimilar material welding to form a transition layer
- Applications requiring higher weld strength or crack resistance
- Thick plate or multi-pass welding
- Crack-sensitive materials such as certain aluminum alloys
Choosing whether to use filler wire is a balance between simplicity and precision versus flexibility and tolerance. Autogenous welding works best when parts fit tightly and materials match well. When gaps exist or performance requirements are higher, filler wire is usually necessary.
When Laser Welding Cannot Fill Gaps
Laser welding works best when parts are closely fitted. Once the gap becomes too large or uneven, welding quality drops quickly, and defects are more likely to appear.
Limits of gap filling
Laser welding has a small, focused weld pool. When the gap is beyond its range, the molten metal cannot fully bridge the joint, leading to weak or incomplete welds.
Poor fit-up
If parts are misaligned or edges are uneven, the weld becomes unstable. This often causes irregular bead shape or weak fusion.
Large assembly tolerances
When the gap size changes from part to part, it becomes hard to keep consistent results. Laser welding needs stable and repeatable joint conditions.
Why MIG/TIG is used instead
MIG and TIG welding use a larger weld pool and continuous filler metal. This makes it easier to bridge bigger gaps, so they are often chosen when fit-up is not precise.
Laser welding is not suitable for large or inconsistent gaps, so when fit-up is poor, processes like MIG or TIG are usually preferred for better gap bridging and stability. For more details, see: Handheld Laser Welding vs MIG Welding: Which One Is Better?
How to Improve Gap Tolerance in Laser Welding
Improving the gap tolerance of laser welding is key to expanding its industrial use. Laser welding has a small spot size and a small molten pool, so it is sensitive to joint gaps. However, with process optimization and supporting methods, its ability to handle gaps can be greatly improved.
1. Improve joint design and assembly quality
This is the most basic step. Better machining and assembly accuracy help reduce gaps from the source.
- Edge machining: Use milling or precision cutting to make smoother welding edges and reduce irregular gaps
- Pre-alignment: Make sure parts are properly aligned before welding to avoid extra misalignment gaps
2. Use filler materials or hybrid welding
This is one of the most direct ways to improve gap tolerance by adding extra material to fill the space.
- Wire/powder feeding laser welding: Add filler wire or metal powder during welding to increase filling ability and reduce sensitivity to assembly accuracy
- Laser-arc hybrid welding: The arc provides filler metal, while the laser ensures deep penetration and high speed. This makes it better for larger gaps, especially in thick plates and structural parts
3. Adjust welding process parameters
Changing welding conditions can help the process cover gaps more easily.
- Dual-spot laser welding: Expands the heating area and helps stabilize the molten pool
- Defocus adjustment: Slightly enlarges the laser spot to help bridge small gaps
- Pulsed laser welding: Works well for thin plates and small fit-up errors, with lower cost
4. Use monitoring and control systems
Real-time feedback helps correct welding deviations during the process.
- Seam tracking system: Detects weld position and gap changes and adjusts the welding path or parameters
5. Use fixtures and supporting tools
External tools help reduce or control gaps during welding.
- Precision fixtures: Keep parts stable and well-aligned to reduce assembly errors
- Electromagnetic support systems: Support the molten pool in thick plate welding and help prevent collapse
Improving laser welding gap tolerance requires a combination of methods. Small gaps are mainly controlled through machining and assembly. Larger gaps rely on filler materials, hybrid welding, or process adjustments. With proper monitoring and fixturing, the application range of laser welding can be further expanded.
Laser Welding vs Traditional Welding in Gap Handling
Laser welding and conventional welding differ significantly in their ability to handle gaps. Reference Article: Laser Welding vs. Traditional Welding: Differences, Advantages, Costs, and Applications, primarily due to differences in the concentration of the heat source and the method of material deposition.
| Feature | Laser Welding | Conventional Welding (TIG/MIG) | Hybrid Laser Welding |
| Gap handling ability | Low requires a very tight fit-up | High, can bridge larger gaps with filler metal | High, combines laser precision with arc filler capability |
| Heat input & distortion | Higher heat input, wider heat-affected zone, more noticeable distortion | Low, requires a very tight fit-up | Medium heat input, better distortion control |
| Welding speed | Very fast | Relatively slow | Fast, higher efficiency than traditional arc welding |
| Application | Low heat input, narrow heat-affected zone, low distortion | Medium to thick plates, structural parts with fit-up variation, such as shipbuilding and engineering machinery | Thick plates, large gap structures, and field construction, such as heavy steel structures |
The choice of welding process depends primarily on the gap conditions. Laser welding is suitable for high-precision applications with small gaps, while traditional welding is better suited for large gaps and complex conditions. Hybrid laser welding, on the other hand, strikes a balance between efficiency and gap adaptability.
Industrial Applications and Real Use Cases
Laser welding is used in many industries that require precision, clean welds, and fast processing. It is especially suitable for small gaps and well-controlled assembly conditions.
Sheet Metal Fabrication and Precision Welding Manufacturing:
Used for electrical cabinets, metal enclosures, control boxes, precision brackets, etc.
Automotive Laser Welding Structures:
Used for car body panels, battery housings, seat frames, door structures, etc.
Mold Repair and Fine Components:
Used for injection molds, die surfaces, precision tooling, small mechanical parts, etc.
Stainless Steel and Thin Material Welding:
Used for stainless steel tubes, kitchen equipment, medical device housings, thin stainless panels, etc.
Laser welding is widely used in precision manufacturing fields such as sheet metal, automotive parts, mold repair, and stainless steel processing. It is most effective in applications that require high accuracy, clean welds, and tight assembly control.
Conclusion
Laser welding works best when parts fit closely together. Small gaps can sometimes be handled, but larger or uneven gaps will affect weld quality and stability. In many cases, adding filler wire or using hybrid welding is needed to make the process more reliable.
KEMPSON focuses on laser welding equipment and industrial welding solutions for precision manufacturing and metal processing. For project support or customized welding solutions, contact us to find the right system for your application.

FAQs
What is the maximum gap laser welding can fill?
It depends on the process. Standard laser welding usually requires gaps below 0.1 mm, while filler wire or hybrid welding can handle around 0.5 mm or more.
Can fiber laser welding bridge uneven joints?
Small unevenness can be handled, but large or inconsistent gaps will affect weld stability and may cause defects.
Do I always need filler wire for laser welding?
No. For tight-fit joints, laser welding can be done without filler wire. It is mainly needed when gaps exist or higher joint strength is required.
What happens if the gap is too large?
The weld may become unstable, leading to weak fusion, burn-through, or incomplete joints.
Is laser welding better than TIG for small gaps?
Yes, for precise and small-gap welding, laser welding is faster and produces less heat distortion than TIG.
How to reduce welding gaps before laser welding?
Improve machining accuracy, use proper fixtures, and ensure parts are well aligned before welding.
Can laser welding repair poorly machined parts?
Only to a limited extent. Small defects may be corrected, but large gaps or poor fit-up usually require other welding methods.
What materials are most sensitive to welding gaps?
Aluminum and highly reflective metals are more sensitive, as they require tighter control of heat input and joint fit-up.







