
Table des Matières
Introduction
Le soudage laser est largement utilisé dans les industries exigeant une haute précision, un faible apport de chaleur et un aspect de soudure propre. L'une des questions les plus fréquentes que se posent les ingénieurs, les fabricants et les constructeurs est : « Le soudage laser nécessite-t-il un métal d'apport ? » Le soudage laser peut-il combler les interstices ?La réponse n'est pas toujours affirmative. Dans de nombreuses applications de soudage de précision, le laser peut fusionner directement les matériaux de base sans apport de matière. Cependant, le fil d'apport devient important pour les joints présentant de grands écarts, les matériaux épais, les alliages sensibles à la fissuration ou les métaux dissemblables.
Dans cet article, nous expliquerons le fonctionnement du soudage laser autogène, les cas où un métal d'apport est nécessaire, si le soudage oscillant peut compenser les jeux de joint, et comment choisir le bon métal d'apport et la bonne configuration de soudage pour différentes applications.
Le soudage laser nécessite-t-il un métal d'apport ?
Le soudage laser ne nécessite pas toujours de métal d'apport. Dans de nombreuses applications de soudage de précision, les matériaux de base peuvent être fusionnés directement sans métal d'apport. Cependant, ce dernier est souvent utilisé pour compenser des jeux importants entre les joints, améliorer la résistance de la soudure, réduire les risques de fissuration ou faciliter le soudage de métaux dissemblables. Le recours au métal d'apport dépend du matériau, de l'assemblage, de la conception de la soudure et des performances requises.
| Catégories | Applications typiques | Pourquoi utilise-t-on ou non du métal d'apport ? |
|---|---|---|
| Métal d'apport généralement non requis | • Soudage de tôles minces avec ajustement précis des joints • Composants électroniques de précision • Soudage laser autogène de haute précision | Le laser fond et fusionne directement les matériaux de base, éliminant ainsi le besoin de métal d'apport. Cette méthode offre une vitesse de soudage élevée, un faible apport de chaleur et une soudure d'aspect net. |
| Métal d'apport généralement requis | • Soudage de métaux dissemblables • Alliages d'aluminium, alliages de magnésium et autres matériaux sensibles à la fissuration • Joints avec des écarts d'assemblage plus importants • Soudage de sections épaisses • Applications nécessitant des performances mécaniques améliorées | Le métal d'apport permet de combler les espaces entre les joints, d'améliorer la formation du cordon de soudure, de réduire les fissures et la porosité, de contrôler la métallurgie de la soudure et d'améliorer la résistance et la ténacité du joint fini. |
Les cas où le métal d'apport n'est pas nécessaire reposent généralement sur une précision d'assemblage extrêmement élevée et concernent principalement le soudage de tôles minces, où l'efficacité et la simplicité sont primordiales. À l'inverse, les applications nécessitant un métal d'apport sont plus fréquentes ; celui-ci sert alors à compenser les limitations inhérentes aux matériaux ou aux procédés. Dans votre application, privilégiez-vous la vitesse et le coût du soudage, ou les performances et la fiabilité finales du matériau ? Ce facteur déterminera l'opportunité d'utiliser un métal d'apport.
Comment fonctionne le soudage laser autogène ?
Le soudage laser autogène utilise un faisceau laser focalisé pour fondre et fusionner directement les matériaux de base sans métal d'apport. Il est largement utilisé dans la fabrication de haute précision où la qualité des joints dépend d'un ajustement précis et d'un apport de chaleur contrôlé.
Qu'est-ce que le soudage laser autogène ?
Le soudage laser autogène, également appelé ALW, est un procédé de soudage laser qui ne nécessite pas de métal d'apport. Il forme une soudure en faisant fondre directement le métal de base au niveau de la zone de jonction grâce à un faisceau laser focalisé.
Principe de base de la formation d'un joint soudé
Le soudage laser autogène utilise un faisceau laser focalisé à haute énergie pour faire fondre le métal de base au niveau de la jonction. Une fois le point de soudure formé, le métal en fusion s'écoule autour et se solidifie au fur et à mesure du déplacement du laser, créant ainsi une soudure continue sans métal d'apport.
Modes de traitement basés sur l'épaisseur du matériau
En fonction de l'épaisseur de la pièce et des paramètres de soudage, le soudage laser autogène est généralement divisé en deux modes de fonctionnement :
Mode de conduction
Utilisé pour le soudage de tôles minces. L'énergie est absorbée en surface et transférée par conduction thermique pour former un bain de fusion peu profond, adapté au soudage à faible pénétration.
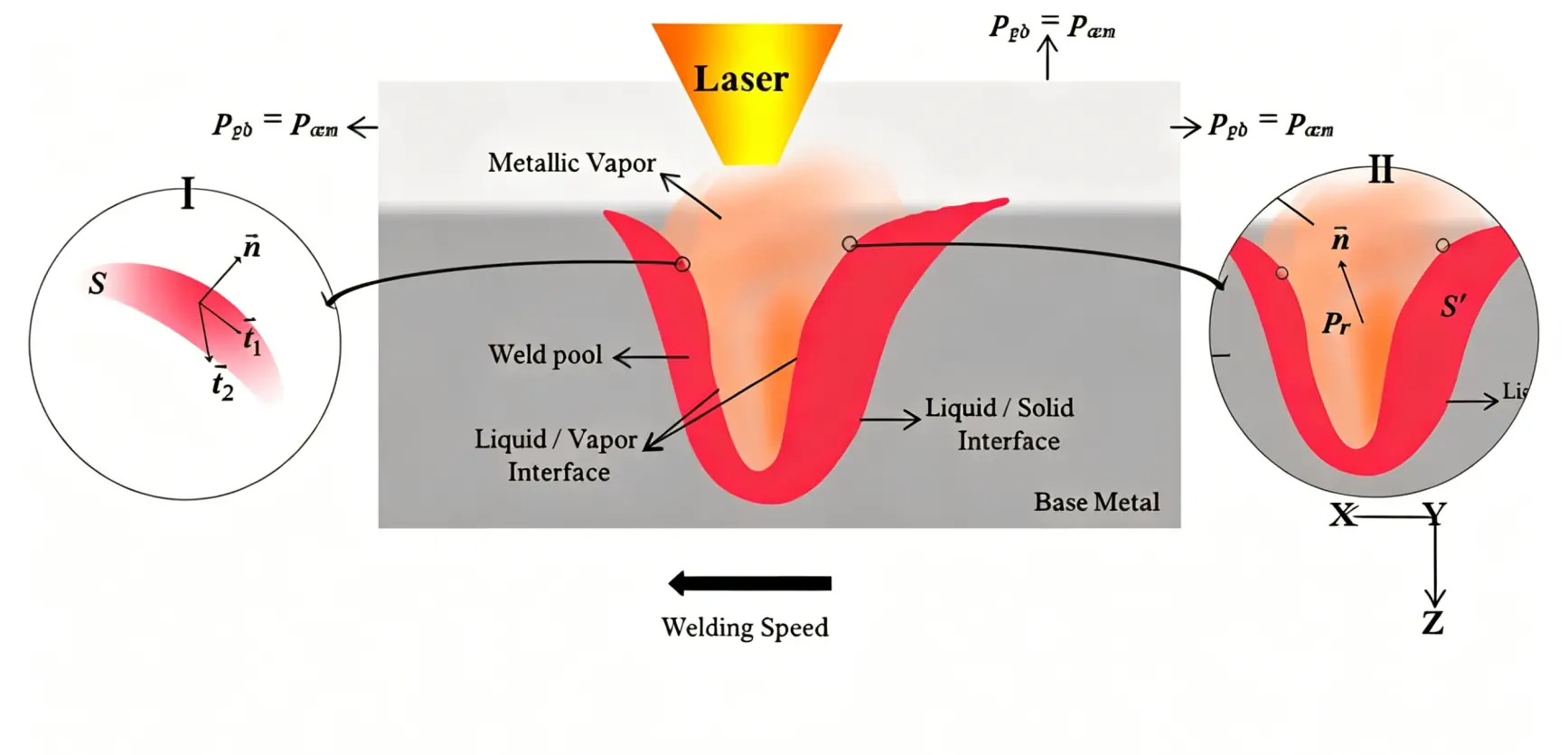
Mode trou de serrure (pénétration profonde)
Utilisé pour les matériaux d'épaisseur moyenne à élevée. Le laser forme un trou de serrure de vapeur, permettant une pénétration profonde. Le métal en fusion s'écoule autour de ce trou et se solidifie en une seule passe pour former une soudure à pleine pénétration. En savoir plus : Qu'est-ce qu'un trou de serrure en soudage laser ?
Pourquoi le soudage laser autogène est-il plus complexe ?
Le soudage laser autogène (soudage laser sans métal d'apport) présente davantage de défis que le soudage non autogène avec métal d'apport, principalement en ce qui concerne le contrôle des défauts, les limitations des matériaux et la stabilité du processus :
- Exigences d'ajustement précis : Nécessite un alignement des joints très précis, notamment pour le soudage de tôles minces. Même de petits écarts d'assemblage peuvent affecter la qualité de la soudure.
- Tolérance limitée aux jeux : Le procédé tolère peu les jeux entre les joints, ce qui entraîne souvent des défauts tels qu'une fusion incomplète ou des bosses à la racine lorsque des jeux existent.
- Sensibilité au positionnement des pièces : de petites erreurs de positionnement peuvent décaler le point focal du laser hors de la ligne de joint, ce qui entraîne une formation de soudure instable.
- Haute sensibilité aux paramètres de processus : la qualité de la soudure est fortement affectée par la position de mise au point, la vitesse de soudage et les paramètres de défocalisation, ce qui rend le contrôle du processus essentiel dans le soudage de sections épaisses.
- Formation de défauts dans les sections épaisses : Dans les matériaux épais, des paramètres inappropriés peuvent provoquer des bourrelets à la racine, des caniveaux, des projections, voire une surpénétration, réduisant ainsi la stabilité de la soudure.
- Contrôle limité de la microstructure : sans métal d’apport, la composition de la soudure dépend entièrement du matériau de base, ce qui limite la possibilité d’optimiser la structure granulaire et les propriétés mécaniques.
Quel jeu de joint le soudage laser peut-il tolérer ?
L’écart maximal admissible entre les joints pour le soudage laser varie selon le procédé de soudage, l’épaisseur de la pièce et le type de matériau. Les plages d’écart admissibles sont indiquées dans le tableau ci-dessous :
| Processus de soudage | État de la pièce | Écart articulaire maximal tolérable |
|---|---|---|
| Soudage laser monopoint sans fil d'apport | Feuille d'aluminium A5182 de 1.1 mm d'épaisseur | 0.2 mm |
| Soudage laser monopoint avec alimentation en fil froid | Feuille d'aluminium A5182 de 1.1 mm d'épaisseur | 0.6 mm |
| Soudage hybride laser/GMA | Feuille d'aluminium A5182 de 2.1 mm d'épaisseur | 1.0 mm |
| Soudage laser à fibre portatif | tôles métalliques générales | ≤ 0.5 mm |
| Soudage hybride TIG induit par laser à faible puissance | feuille mince en alliage de titane | 0 – 0.5 mm |
| Soudage hybride laser-arc | Profilé en alliage d'aluminium de 3 mm pour transport ferroviaire | ≤ 0.5 mm |
| Soudage laser CO₂ autogène | Plaque d'acier C-Mn de 8 mm d'épaisseur | Tolérance aux écarts très limitée, bien inférieure à celle des procédés à remplissage ou hybrides. |
| Laser CO₂ avec fil de remplissage froid | Plaque d'acier C-Mn de 8 mm d'épaisseur | Tolérance d'écart améliorée par rapport au soudage autogène |
| Soudage hybride laser CO₂-MAG | Plaque d'acier C-Mn de 8 mm d'épaisseur | Excellente tolérance aux jeux pour des conditions de joint variables |
| Soudage laser par recouvrement (acier galvanisé) | tôles d'acier superposées | L'écart total entre les feuilles est ≤ 15 % de l'épaisseur totale. |
Meilleures applications du soudage laser sans métal d'apport
Le soudage laser sans métal d'apport est largement utilisé dans la fabrication de précision où des joints étanches, des soudures propres et une déformation thermique minimale sont requis.
Fabrication électronique
Boîtiers de capteurs, connecteurs et micro-pièces métalliques.

Production de batteries
Cosses de batteries au lithium, barres omnibus et soudage de feuilles métalliques.

Dispositifs médicaux
Instruments chirurgicaux, implants, boîtiers étanches.
Pièces de précision en acier inoxydable
Boîtiers à parois minces, filtres et petits composants.

Pièces automobiles en tôle mince
Supports, panneaux de carrosserie, structures légères.
Le soudage laser autogène permet d'obtenir des joints propres et efficaces, mais exige une grande précision d'assemblage et une tolérance d'écart limitée. Il est particulièrement adapté aux applications de précision telles que l'électronique, les dispositifs médicaux et la fabrication de batteries.
Quand le métal d'apport est-il nécessaire en soudage laser ?
Le métal d'apport n'est pas obligatoire pour tous les procédés de soudage laser, mais il est nécessaire dans la plupart des scénarios industriels courants pour éliminer les défauts de soudage, améliorer la formation de la soudure et optimiser les performances de l'assemblage.
1. Soudage de métaux dissemblables
Lors de l'assemblage de métaux différents, un métal d'apport est utilisé pour réduire les fissures et la formation de phases fragiles causées par une inadéquation des matériaux, comme dans le soudage aluminium-cuivre.
2. Pièces à usiner épaisses ou présentant des espaces
Pour les joints présentant des jeux d'assemblage ou des sections épaisses, le métal d'apport permet de combler le jeu et de stabiliser la formation de la soudure, couramment utilisé dans le soudage de joints étroits et de plaques épaisses.
3. Matériaux sujets aux défauts
Des matériaux tels que l'aluminium, le titane et certains aciers sont sujets à la porosité, aux fissures ou à la perte d'éléments lors du soudage laser, nécessitant un support de métal d'apport.
4. Optimisation de la microstructure et des propriétés
Le métal d'apport permet d'affiner la structure granulaire et d'ajuster la composition de la soudure dans les applications exigeant des performances mécaniques plus élevées.
5. Stabilité du procédé et qualité de la soudure
L'ajout de métal d'apport améliore la stabilité du bain de fusion et la régularité du cordon de soudure lors du soudage en production.
6. Applications du brasage laser
En brasage laser, le matériau d'apport est essentiel pour l'assemblage des composants, notamment dans les structures en acier de l'automobile.
Dans de nombreuses applications de soudage laser, lorsque les conditions d'assemblage ne sont pas idéales ou que les matériaux eux-mêmes sont difficiles à souder, un métal d'apport est nécessaire pour résoudre le problème. Il est principalement utilisé pour combler les jeux, les fissures et les différences d'aspect des matériaux, rendant ainsi le processus de soudage plus stable et la formation de la soudure plus fiable. Systèmes de soudage laser Kempsen peut être équipée de dévidoirs pour relever un large éventail de défis en matière de soudage.
Le soudage laser oscillant peut-il remplacer le métal d'apport ?
Le soudage laser oscillant (également appelé soudage laser balancé) ne peut pas remplacer complètement le métal d'apport. Bien que ce procédé puisse améliorer la qualité du soudage sous certains aspects, ses effets diffèrent de ceux du métal d'apport.
Qu'est-ce que le soudage laser oscillant ?
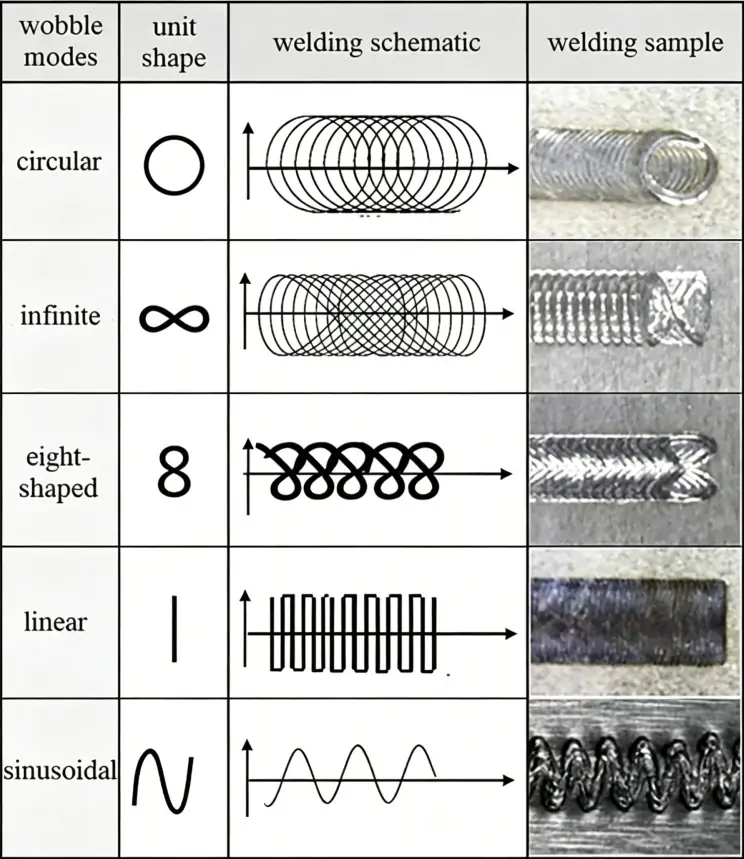
Le soudage laser oscillant, également appelé soudage laser à balayage, est un procédé qui intègre un petit module d'oscillation à la tête de soudage, permettant ainsi au faisceau laser d'osciller selon des motifs circulaires ou en spirale pendant le soudage. Ce procédé offre une oscillation de la tête laser, un cordon de soudure plus large et une tolérance de procédé accrue, ce qui contribue à améliorer la formation et la stabilité du joint. Ce mouvement du faisceau augmente la largeur de la soudure et réduit les exigences en matière de précision du joint.
Comment le soudage oscillant améliore le pontage des espaces
Le soudage laser oscillant ajoute une oscillation du faisceau pendant le soudage afin d'améliorer la gestion des jeux de joints et la formation de la soudure.
1. Élargit la plage de soudage, améliore le pontage des écarts
Le soudage par oscillation agrandit la zone d'action effective du laser, réduisant ainsi les pertes d'énergie et permettant au procédé de combler plus facilement des espaces entre les joints plus importants.
2. Améliore la fusion et la formation des joints
Le faisceau oscillant permet de faire fondre plus complètement les deux côtés du joint, contribuant ainsi à combler les espaces et à réduire les défauts tels que la fusion incomplète et une mauvaise forme du cordon.
3. Stabilise le comportement du bain de fusion
Le mouvement du faisceau fluidifie l'écoulement du bain de fusion, réduit les projections et les porosités, et assure une meilleure stabilité de la qualité de la soudure dans des conditions d'écartement variables.
4. Réduit les exigences de précision en matière d'assemblage et d'outillage
Une meilleure tolérance des écarts réduit les exigences en matière d'alignement des pièces et de dispositifs de fixation, permettant un assemblage plus flexible et améliorant l'efficacité de la production.
Il augmente la plage de soudage effective et stabilise le bain de fusion, rendant le processus moins sensible à la précision d'assemblage et plus constant en production.
Le soudage oscillant peut-il éliminer le fil d'apport ?
Le soudage oscillant permet parfois de réduire, voire d'éliminer, le besoin de fil d'apport, mais pas systématiquement. Son efficacité dépend de l'épaisseur du joint, de l'épaisseur du matériau et des conditions de soudage.
| État | Oscillation uniquement (sans remplissage) | Remplissage nécessaire (oscillant + fil métallique) |
| Joints ajustés avec précision (écart < 0.1 mm) | ✅ Oui | ❌ Non |
| Joints à faible écart (0.1–0.5 mm) | ✅ Oui (avec des paramètres optimisés) | ❌ Non |
| Joints à grand écart (> 0.5 mm) | ❌ Non | ✅ Oui |
| Épaisseur du matériau ≤ 3 mm | ✅ Oui | ❌ Non |
| Épaisseur du matériau > 3 mm | ❌ Non | ✅ Oui |
| Métaux dissemblables (par exemple, l'aluminium et l'acier) | ❌ Non | ✅ Oui |
Le soudage oscillant peut réduire ou éliminer le besoin de fil d'apport dans des conditions d'espacement réduit ou de petits écarts, mais le fil d'apport reste nécessaire pour les écarts plus importants, les matériaux plus épais et le soudage de métaux dissemblables.
Remplissage par fil métallique ou remplissage par poudre : lequel est le meilleur ?
Le fil et la poudre sont les deux principales options de remplissage en soudage laser, chacune étant utilisée pour des besoins de processus et des scénarios d'application différents.

Remplissage de fil
Le fil d'apport est l'option la plus couramment utilisée en soudage laser. Il offre une alimentation stable, un coût réduit et une compatibilité éprouvée avec l'automatisation. Il est largement employé dans les systèmes de soudage laser portatifs et robotisés.

Remplisseur de poudre
Le mastic en poudre offre une plus grande flexibilité et est souvent utilisé pour les réparations et le traitement de surface. Il convient à la réparation de moules, au revêtement et à la restauration de surfaces nécessitant un apport de matière.
Comparaison entre fil et poudre
| Facteur | Wire | Poudré |
|---|---|---|
| Prix | Coût en adjuvantation plus élevé. | Meilleure performance du béton |
| Efficacité | Meilleure performance du béton | Moyenne |
| Exactitude | Haute | Haute |
| Automatisation | Excellent | Bon |
| Travaux de réparation | Édition | Excellent |
Le soudage à fil est plus courant en production en raison de sa stabilité et de son efficacité, tandis que le soudage à poudre est principalement utilisé pour la réparation et le traitement de surface où la flexibilité est requise.
Un dévidoir laser est-il un investissement judicieux ?
Dans la plupart des applications industrielles de soudage laser, l'investissement dans un dévidoir laser est généralement judicieux. Il permet d'améliorer la qualité du soudage, d'étendre le champ d'application de l'équipement et d'accroître l'efficacité de la production et le taux de réussite des produits.
Avantages d'un système d'alimentation en fil
L'alimentation en fil est largement utilisée en soudage laser pour améliorer la qualité de la soudure, s'adapter aux différentes conditions d'assemblage et assurer une production plus homogène.
Meilleure compensation de l'écart
Le fil métallique permet de combler les espaces entre les joints et réduit le risque de mauvaise fusion ou de défauts de soudure.
Des soudures plus solides
Le fil d'apport ajoute de la matière à la soudure, améliorant ainsi la résistance et la durabilité du joint.
Stabilité de processus accrue
Un approvisionnement régulier en fil d'apport permet de stabiliser le bain de fusion pendant le soudage.
Déchets réduits
Une soudure plus stable engendre moins de défauts et moins de retouches ou de gaspillage de matériaux.
Un système d'alimentation en fil améliore la régularité des soudures, leur résistance et l'efficacité globale de la production dans les applications pratiques.
Quand investir dans un dévidoir à fil
Tous les systèmes de soudage laser ne nécessitent pas de dévidoir, mais lorsque la production exige des niveaux de résistance et de stabilité plus élevés, ou une gamme d'applications plus étendue, un dévidoir est nécessaire.
Quand acheter un dévidoir à fil
- Ateliers de fabrication : Adaptés aux tâches de production mixtes où différents matériaux et types d’assemblages sont fréquemment manipulés.
- Produits en acier inoxydable : Contribuent à améliorer l’aspect et la résistance des soudures lors de la fabrication de l’acier inoxydable.
- Soudage de matériaux épais : Fournit le matériau d’apport supplémentaire nécessaire à un soudage stable des sections plus épaisses.
- Fabrication à façon : Améliore la flexibilité des processus et répond aux exigences variées des clients en matière de production par lots.
Quand vous n'en avez peut-être pas besoin
- Tôle mince : Les joints étroits et le faible apport de chaleur rendent généralement le fil d'apport inutile.
- Composants de précision : Les pièces de haute précision font souvent appel au soudage autogène pour des résultats plus propres.
- Fabrication électronique : Les petits composants nécessitent généralement un ajout minimal de matière et une grande homogénéité.
Un dévidoir est surtout utile pour la fabrication générale et le soudage intensif, tandis qu'il peut souvent être omis pour les applications de précision ou sur des matériaux minces.
Conclusion
Le soudage laser ne nécessite pas toujours de métal d'apport, mais dans de nombreux environnements de production, le fil d'apport joue un rôle important pour combler les jeux, améliorer la résistance de la soudure et garantir une qualité stable. Le choix entre le soudage autogène et le soudage avec apport dépend des caractéristiques de l'assemblage, du type de matériau et des performances requises.
KEMPSON Notre entreprise se spécialise dans les équipements de soudage laser et les solutions de soudage intégrées, notamment les systèmes de soudage laser portables et les machines de soudage laser à fil pour diverses applications industrielles. Si vous recherchez une solution de soudage laser plus adaptée à votre production, n'hésitez pas à nous contacter. contacter KEMPSON pour l'assistance technique et les conseils de sélection.ns et des solutions sur mesure.

FAQS
Le soudage laser nécessite-t-il un métal d'apport ?
Le soudage laser ne nécessite pas toujours de métal d'apport. Cela dépend de l'ajustement des joints, du type de matériau et des exigences de soudage.
Quand peut-on réaliser un soudage laser sans fil d'apport ?
Cela peut se faire sans fil d'apport lorsque les joints sont parfaitement ajustés, les écarts minimaux et qu'une soudure de haute précision est requise.
Quand le métal d'apport est-il nécessaire en soudage laser ?
Un métal d'apport est nécessaire en cas d'espaces plus importants, de matériaux épais, de métaux dissemblables ou d'exigences de résistance plus élevées.
Le soudage laser oscillant peut-il remplacer le fil d'apport ?
Dans certaines applications à faible écartement, le soudage oscillant peut réduire le besoin de fil d'apport, mais il ne peut pas le remplacer complètement dans toutes les conditions.
Qu'est-ce que le soudage laser autogène ?
Il s'agit d'un procédé de soudage où les matériaux de base sont directement fondus et fusionnés sans ajout de métal d'apport.
Quelle est la différence entre une charge métallique et une charge en poudre ?
Le remplissage par fil métallique est plus stable et largement utilisé en production, tandis que le remplissage par poudre est plus flexible et principalement utilisé pour la réparation et le traitement de surface.
Un dévidoir est-il nécessaire pour le soudage laser ?
Ce n'est pas toujours nécessaire, mais c'est recommandé pour les matériaux épais, la fabrication générale et les applications nécessitant des soudures plus résistantes.
Quels matériaux nécessitent un métal d'apport en soudage laser ?
Les alliages d'aluminium, les métaux dissemblables, les matériaux sensibles aux fissures et les profilés en acier épais nécessitent souvent un métal d'apport pour garantir une qualité de soudage stable.







