
この記事では、主にハンドヘルド式レーザー溶接とロボット式レーザー溶接の用途について考察します。レーザー溶接技術は、従来の溶接に徐々に取って代わりつつあります。従来の溶接方法と比較して、レーザー溶接は高速で、よりきれいな溶接が可能であり、自動化機能も強化されています。高エネルギーのレーザービームを使用して金属や熱可塑性材料を接合します。レーザーは集中した熱源を生成し、接合部の材料を溶融させることで、2つの材料を高精度、低変形、高品質で融合させることができます。これらのうち、ハンドヘルド式レーザー溶接機と自動レーザー溶接が、2つの主要な応用形態となっています。

溶接技術の選択は、生産効率、投資コスト、製品品質に直接影響を与えます。この記事では、これら2種類の機器の主な違い、性能特性、および適用事例を詳しく解説し、お客様のビジネスニーズに最適なソリューションを迅速に判断できるようお手伝いします。
ハンドヘルドレーザー溶接機
ハンドヘルドレーザー溶接機は、高エネルギーレーザービームを備えたハンドヘルド溶接ガンを介して材料を迅速に融合させる携帯型レーザー溶接機です。従来のアーク溶接や電気溶接と比較して、より高い精度、より小さな熱影響部、そしてより美しい溶接を実現します。一般的なタイプには以下のようなものがあります。 空冷式ハンドヘルドレーザー溶接機, 水冷式ポータブルファイバーレーザー溶接機, エアレーザー溶接機次に、製品の特長、使用シナリオ、および機器の仕様について詳しく見ていきます。



特長
- 習得が早い従来のアーク溶接は、高度な操作経験を必要とします。一方、ハンドヘルドレーザー溶接機は、視覚的なパラメータ調整機能とシンプルな制御システムを備えているため、一般の作業者でも短期間のトレーニングで使いこなすことができます。
- 高速、高効率レーザー溶接は高エネルギー密度プロセスであり、溶接速度は従来の溶接の2~10倍速い。
- 美しい溶接レーザー溶接の溶融池は安定しており、溶接部は均一で滑らかで、スパッタや気孔はほとんど発生しない。
- 材料の変形が少ないレーザーの焦点精度が高く、熱入力が集中しているため、周囲の材料への影響を最小限に抑えます。加工物の変形や焼き付きが少なく、特に薄板、ステンレス鋼、精密部品の加工に適しています。
- 柔軟性の高いです手持ち式設計のため、複雑な構造物や不規則な形状のワークピースも容易に溶接できます。現場での建設、メンテナンス、少量生産、多品種生産に適しています。
- 材料の互換性携帯型レーザー溶接機は、ステンレス鋼、炭素鋼、アルミニウム合金などの金属に使用でき、異種金属溶接にも対応しています。ハードウェア加工や板金製造において幅広く使用されています。
- 安全と環境レーザーシールドや緊急停止装置など、複数の安全保護装置を備え、煙や騒音も少ないため、従来の溶接よりも環境に優しい。
- 柔軟なアプリケーションコンパクトな構造で設置場所を選ばず、様々な作業場所に柔軟に設置したり移動させたりできます。スペースが限られた工場や、生産ラインの調整が頻繁に行われる場合に最適です。
用途
携帯型レーザー溶接機は、その柔軟性と効率性から、高い溶接品質と外観が求められる業界、特に少量生産、多品種生産、現場作業に適しています。代表的な用途としては、ステンレス製のドアや窓、台所用品、衛生用品、板金加工、看板、少量生産、修理、ハードウェア部品などが挙げられます。







メンテナンス、エンジニアリング設置、その他移動作業を必要とする場面においても、携帯型レーザー溶接機は明確な利点を発揮し、溶接品質を確保しながら建設効率を大幅に向上させる。
技術仕様
| レンジ | |
| レーザー出力 | 1100W – 4000W |
| レーザーの種類 | ファイバーレーザー |
| 溶接厚さ | 0.5 - 12 mm |
| 溶接幅 | 1.5 - 8 mm |
| 材料 | ステンレス鋼、炭素鋼、アルミニウム合金 |
| 冷却方法 | 空冷/水冷 |
| 電源要件 | 220V / 380V |
| 動作モード | 連続およびパルス |
| 総電力 | 2.0kW~3.5kW |
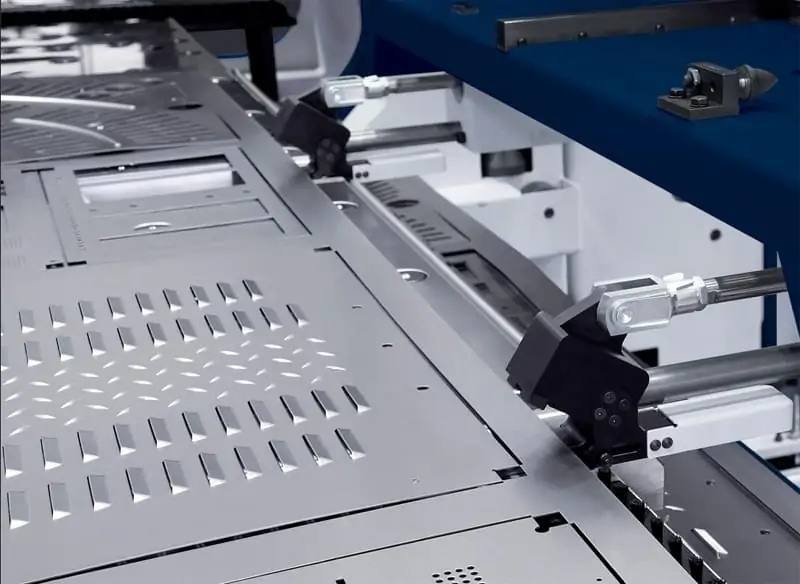
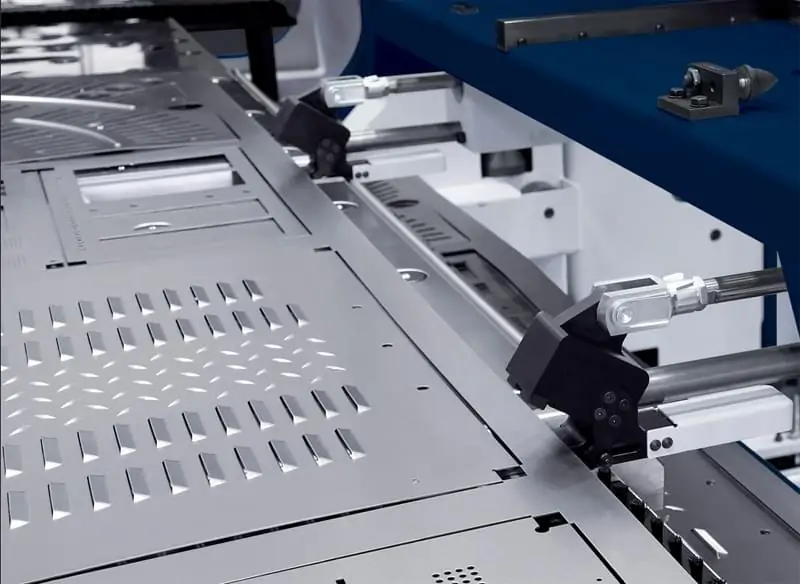
自動レーザー溶接
自動レーザー溶接は、産業用ロボットまたはCNCシステムベースの自動溶接に属します。高精度で一貫性の高いバッチ溶接のためにプログラム制御を使用し、産業製造で広く使用されています。一般的なタイプには、 CNCレーザー溶接機, ガルバノメータースキャンXYプラットフォームレーザー溶接機, バッテリーレーザー溶接機これらの装置は、手持ち式のレーザー溶接機とは異なり、その機能、用途、仕様について詳しく見ていきます。


特長
- 高度に自動化され、労働力への依存度を低減するロボットやCNCシステムによって制御されるため、溶接工程全体が自動化され、労働力の投入が削減され、生産の安定性が向上します。
- 安定した一貫性のある溶接品質プログラム制御による操作により、各溶接部のパラメータが一定に保たれ、人為的ミスを回避できるため、高い一貫性が求められる製品に適しています。
- 生産効率が高く、大規模生産に適しています。連続運転と複数ステーションの連携をサポートし、生産量を大幅に向上させます。大量生産や標準化生産に最適です。
- 高精度で、複雑な溶接経路にも対応可能高精度モーションコントロールシステムにより、複雑な軌道や精密部品の溶接が可能になり、ハイエンド製造の要求を満たすことができます。
- スマート生産ラインへの容易な統合自動積載/荷降ろし、目視検査、その他のシステムと統合することで、完全なインダストリー4.0スマート製造ソリューションを構築できます。
- 長期的なコスト優位性初期投資は高額だが、大規模生産によって単位コストが削減され、全体的な投資収益率(ROI)が向上する。
用途
自動レーザー溶接は、効率性、一貫性、精度が求められる大規模製造現場で主に利用されています。例えば、自動車製造(車体溶接、バッテリー)、新エネルギー(蓄電池、エネルギー貯蔵システム)、電子部品、航空宇宙、医療機器、精密部品の量産などが挙げられます。


自動レーザー溶接は、微細構造や複雑な軌跡の安定した高精度加工を可能にするため、ハイエンド製造において不可欠なプロセスとなっている。
技術仕様
| レンジ | |
| レーザー出力 | 1100W – 3000W以上 |
| 操作方法 | パネル – アプリ – リモート診断 |
| 溶接厚さ | 2.0 - 5.5 mm |
| 溶接幅 | 1.5 - 6 mm |
| 材料 | ステンレス鋼、炭素鋼、アルミニウム合金 |
| 冷却方法 | 内蔵型インテリジェント空冷システム |
| 電源要件 | 220V / 380V |
| 動作モード | 連続およびパルス |
| 総電力 | 2.8kW~3.5kW |
手持ち式レーザー溶接機とロボット式レーザー溶接機の比較
レーザー溶接装置を選ぶ際、企業は柔軟性と生産効率、低コストと高精度とのバランスを取る。上記の分析は、 携帯型レーザー溶接機 vs. 自動レーザー溶接機 パラメータ、性能、および用途を比較すると、実際の生産における違いが明確に分かります。以下の表は、意思決定を容易にするために、それぞれの長所と短所をまとめたものです。
| 比較項目 | ハンドヘルドレーザー溶接機 | 自動レーザー溶接 |
| 操作方法 | 手持ち式銃、手動操作 | ロボット/CNC全自動 |
| 自動化レベル | 低速(半自動) | ハイ(全自動) |
| 操作難易度 | シンプルで、学びやすい | 専門的なプログラミングと設定が必要です |
| 労働依存度 | ハイ | 非常に低い |
| 溶接効率 | 中規模(柔軟な生産体制) | 高(連続バッチ生産) |
| 溶接の一貫性 | オペレーターの影響をわずかに受けています | 非常に一貫性があり、安定した品質 |
| 溶接精度 | ±0.2 mm | ±0.01 – 0.05 mm |
| 適切なバッチ | 少量生産/複数種類 | 大量生産/標準化生産 |
| 柔軟性 | すごく高い | ロー |
| 複雑な経路機能 | オペレーターの影響をわずかに受けている | 強靭で、複雑な経路にも対応可能 |
| 設備費 | ロー | ハイ |
| メンテナンス費用 | ロー | 中程度(専門家によるメンテナンスが必要) |
| 床面積 | S | 大規模(生産ラインのレイアウトが必要) |
| 展開時間 | 短時間(プラグアンドプレイ) | 長期間(システム統合が必要) |
| 生産モード | 柔軟な/カスタム処理 | 自動組立ライン |
| 代表的なアプリケーション | 板金、ドア・窓、修理 | 自動車、バッテリー、電子機器製造 |
表から、携帯型レーザー溶接機は柔軟性、低コスト、現場での操作性に優れている一方、自動レーザー溶接機は精度、効率性、大規模生産能力に優れていることがわかります。企業が機器の購入、生産プロセスの最適化、製品品質の向上において、情報に基づいた意思決定を行えるよう、ここでは選定要因について考察します。
選択方法
レーザー機器の選定は、具体的な作業シナリオと要件に基づいて行うべきです。柔軟性、多様な溶接作業、現場での操作性が低コストで求められる場合は、ハンドヘルド型レーザー溶接機が最適です。一方、大量生産、高効率、高精度、そして安定した溶接が必要な場合は、自動レーザー溶接機がより適しています。
携帯型レーザー溶接機の選び方:
- 出来高小ロット生産、複数種類の製品製造、またはカスタム生産に対応可能。柔軟な運用が可能で、頻繁なワークピース交換や現場作業に最適です。
- 精度と品質溶接部の外観や均一性に関する要求が一般的な場合に適しています。
- 材料薄板、単純な構造物、または不規則な形状のワークピースに適しています。柔軟な動きが可能です。
- 投資とコストに関する考慮事項初期投資が少なく、迅速に導入可能。小規模企業やメンテナンスに適しています。
- スペースと展開条件設置面積が小さく、柔軟性が高く、現場での使用に適しています。
- 操作スキルとメンテナンス操作が簡単で、トレーニング費用も低く抑えられます。
自動レーザー溶接機の選定:
- 出来高大量生産、標準化生産、高効率;連続生産ラインに適しており、単位コストを削減します。
- 精度と品質高精度と高い再現性を実現。バッテリー、電子部品、精密部品などに最適です。
- 材料複雑なワークピース、厚板、または精密部品の場合、ロボットプログラミングによる精密な軌道溶接が可能です。
- 投資とコストに関する考慮事項初期投資額は高いものの、長期的には効率が良く、人件費も低いため、中規模から大規模の企業や生産ラインに最適です。
- スペースと展開条件作業ステーションのレイアウト、生産ラインの計画、および安全対策が必要であり、かなりのスペースを占有する。
- 操作スキルとメンテナンスロボットの操作、プログラミング、システム保守には専門の人材が必要です。
お客様の業務要件に最適なレーザー溶接機はどれでしょうか?手持ち式レーザー溶接と自動プラットフォーム溶接システムの違いをご理解いただいたことで、両方の技術について包括的な理解が得られたことでしょう。選定に関するご質問は、お気軽にお問い合わせください。 ケンプソンの 専門家チームが、お客様の具体的なニーズに合わせたカスタマイズソリューションをご提供いたします。
結論
携帯型レーザー溶接機と自動レーザー溶接機を詳細に比較すると、どちらにもそれぞれの利点があることがわかります。携帯型溶接機は、柔軟性、多様性、小ロット生産、または現場での作業に適している一方、自動レーザー溶接機は、高精度、大規模生産、標準化された生産に優れています。
ケンプソンの プロの設計チームが、企業にとって最適なソリューションの選択を支援いたします。 お問い合わせ 。
FAQS
Q:携帯型レーザー溶接機に適した金属は何ですか?
A:ステンレス鋼、炭素鋼、アルミニウム合金、銅、亜鉛メッキ鋼板、その他の金属に対応しています。一部のモデルでは、異種金属溶接にも対応しています。
Q:自動レーザー溶接は少量生産に適していますか?
A:可能ではあるものの、多額の投資と固定生産ラインが必要となるため、大規模で標準化された生産に適しています。
質問:携帯型レーザー溶接には熟練した操作者が必要ですか?
A:操作は比較的簡単で、作業者は短期間の研修で習得できますが、溶接技術が溶接品質に影響します。
Q:自動レーザー溶接の精度はどの程度ですか?
A:繰り返し位置決め精度は一般的に±0.01~0.05mmで、複雑な軌道溶接が可能です。
Q:手持ち式レーザー溶接と自動レーザー溶接では、溶接速度に大きな違いがありますか?
A:手持ち式溶接機は断続的な作業に適しており、速度は中程度です。一方、自動溶接機は高速で連続運転が可能で、より高い生産性を実現します。
Q:自動レーザー溶接に必要な補助機器は何ですか?
A:通常、産業用ロボット、CNC制御システム、荷積み/荷降ろし装置、および安全保護装置が必要です。
Q:この2つのタイプでは、メンテナンス費用に違いはありますか?
A:手持ち式溶接機はメンテナンスが容易でコストも低いですが、自動溶接装置は専門家によるメンテナンスが必要で、長期的に見るとコストが高くなります。
Q:レーザー溶接は環境に優しいですか?
A:従来の溶接方法と比較して、レーザー溶接は煙の発生量が少なく、熱影響部が小さく、騒音も低いため、より環境に優しいと言えます。
質問:手持ち式レーザー溶接と自動レーザー溶接のどちらを選ぶべきか、どのように判断すればよいですか?
A:生産量、溶接精度、ワークピースの種類、投資予算、作業者のスキル、生産環境を総合的に考慮してください。







