
レーザー溶接は、高エネルギーのレーザービームを用いて材料を溶融させ、精密な接合を実現する非常に効率的な溶接プロセスです。一般的には高度なレーザー溶接装置が使用されますが、パラメータ設定の不備、材料の汚染、またはプロセスの不安定性などにより溶接不良が発生する可能性があり、その結果、材料の無駄、再加工の増加、生産効率の低下につながります。
本稿では、レーザー溶接における最も一般的な5つの欠陥を体系的に分析し、ユーザーが根本原因を迅速に特定し、プロセスパラメータを最適化し、溶接品質と生産効率を向上させるための、明確で実践的な解決策を提供する。
レーザー溶接の欠陥とは何ですか?
レーザー溶接における欠陥とは、溶接工程において、工程パラメータ、材料条件、その他の要因の不一致によって発生する問題であり、溶接ビードの形成不良や溶接性能の低下につながります。これらの欠陥は、溶接強度、シール性能、表面品質に影響を与える可能性があり、工業生産において厳格な管理を必要とする重大な品質リスクとなります。
実際の生産現場でよく見られるレーザー溶接の欠陥には、気孔、亀裂、溶融不良、アンダーカット、スパッタなどがあります。それぞれの欠陥は、出力の不安定性、焦点ずれ、シールドガスの不足といった特定のプロセス上の原因に対応しており、プロセスを最適化することで迅速に解決できます。


レーザー溶接でよく見られる5つの欠陥(原因と解決策)
気孔
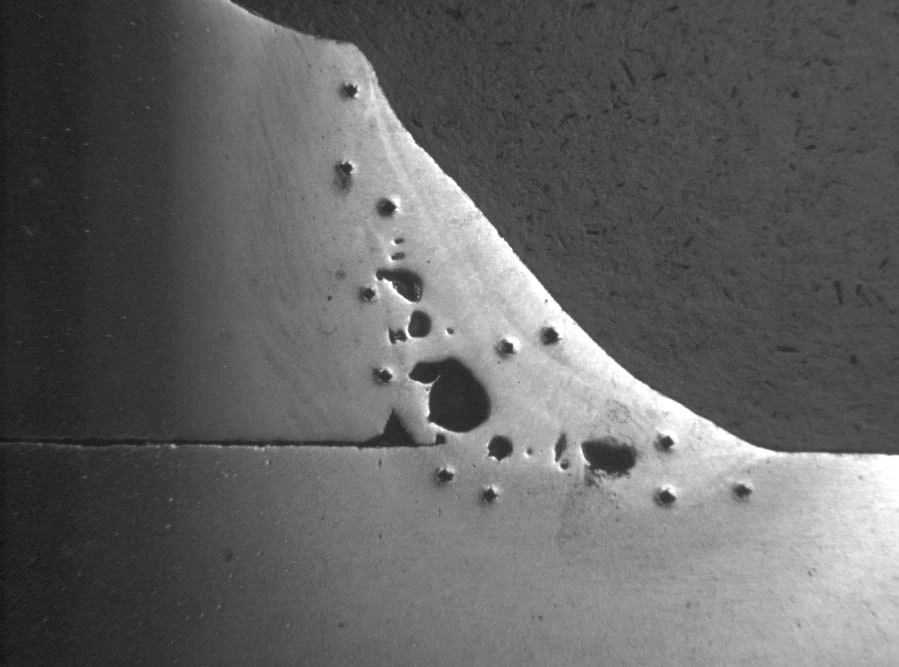
レーザー溶接において最も一般的な溶接欠陥は、気孔の発生です。気孔とは、溶融池内のガスが溶接工程中に適切なタイミングで排出されないために、溶接部の内部または表面に形成される微細な穴のことです。これらの穴は、溶接部の強度、気密性、および疲労寿命を低下させます。
多孔質構造の形成は、一般的に以下の主要な要因に関連しています。
シールドガスの制御が不十分な場合:ガスの種類の選択が不適切であったり、流量が不安定であったりすると、空気中の酸素、窒素、その他のガスが溶融プールに混入し、気泡が発生する可能性がある。
材料の状態と特性の影響:アルミニウム合金などの特定の金属はガスに敏感であり、材料表面に酸化層や不純物が存在すると、溶融池の安定性に影響を与える可能性があります。
溶接前の準備が不十分な場合:油分、水分、または残留物は高温で蒸発します。ガスがスムーズに排出されない場合、溶接部内に閉じ込められてしまいます。
多孔性問題を解決する鍵は、安定した制御可能な溶接環境を確立することにあります。まず、溶接前に材料を徹底的に洗浄し、油分、酸化層、水分を除去します。次に、材料に適したシールドガスを選択し、安定した流量(例えば15~25 L/分)を維持して、ガス流の乱れや被覆不足を防ぎます。さらに、レーザー出力と溶接速度を適切に調整することで、溶融池の流動性を確保し、ガスの排出を促進します。
クラッキング
クラックとは、溶接時または冷却時に溶接部または熱影響部に発生する亀裂のことです。クラックが発生すると構造強度が著しく低下し、荷重や疲労条件下では亀裂が伝播しやすくなります。アルミニウム合金や高炭素鋼の溶接においてよく見られます。
ひび割れは一般的に以下の要因によって引き起こされます。
過度の熱応力:溶接エネルギーの入力が不適切だと、局所的な過熱や応力集中が発生し、材料の収縮が不均一になり、亀裂の発生リスクが高まります。連続波ファイバーレーザーは、加熱および冷却プロセスを制御することで、亀裂の発生を防ぎます。
材料特性:高炭素鋼および特定の合金は、本質的に熱割れに弱く、溶接中に割れやすい。
亀裂制御は主に、熱入力と冷却プロセスの調整に依存します。材料を適切に予熱したり、冷却速度を遅くしたりすることで、応力集中を最小限に抑えることができます。異なる材料に合わせてプロセスパラメータを調整し、レーザー出力と溶接速度を適切に一致させ、過剰なエネルギー入力を避け、溶接の安定性を向上させることが重要です。
実際の生産現場では、レーザー溶接機のトラブルシューティングに標準化された方法を用いることで、亀裂などの欠陥を減らし、溶接の信頼性を向上させることができる。
アンダーカット
アンダーカットはレーザー溶接でよく見られる欠陥で、溶接部の端部に溝や局所的な薄肉部が生じるのが特徴です。この欠陥により有効断面積が減少し、荷重がかかる箇所に応力集中が生じ、溶接構造物の強度や疲労性能が低下します。
アンダーカットは一般的に、加工パラメータと形状制御に関連しています。
溶接速度が速すぎると、溶融池が時間内に端まで流れ戻らず、端に凹みが生じる。
高出力または高エネルギー入力:溶接端の金属が過度に溶融または侵食され、「アンダーカット」が形成される。
充填不足と安定性の不足:ワイヤ送給の不一致や溶融池の変動は、溶接ビード形状の連続性に影響を与えます。
アンダーカットを軽減するには、溶融池を安定させ、十分な充填能力を確保する必要があります。溶接速度を適切に下げることで金属の再流動時間を確保でき、適切なプロセスパラメータ設定によってエッジの焼き抜けを防ぐことができます。さらに、必要に応じて速やかにワイヤ送給を開始し、安定性を維持することで溶接移行が改善され、より滑らかで連続的な溶接エッジが得られます。
融合の欠如
溶融不良とは、レーザー溶接において、溶接金属と母材との間に有効な冶金学的結合が形成されない、あるいは複数の溶接パスが完全に融合しない状態を指します。表面の外観は正常に見える場合でも、実際には溶接部内に溶融していない部分が存在する可能性があります。これにより接合部の強度が低下し、荷重、振動、疲労などの条件下で剥離や破損が生じやすくなります。
レーザー出力が低すぎると、材料が完全に溶融しません。同様に、焦点がずれていると、エネルギーが有効な溶融ゾーンに集中せず、溶融池の適切な拡大が妨げられます。さらに、溶接速度が速すぎると、熱影響時間が短くなり、溶融池が母材に十分に濡れて接合することができません。また、ワークピースの接合部の隙間や表面の凹凸も、溶融効率をさらに低下させ、局所的な接合不良につながる可能性があります。
実際のデバッグ作業において、多くのユーザーは融合がうまくいかない原因を電力不足だと誤解しがちですが、実際には焦点位置のずれが問題となっている場合が多いのです。
焦点位置を調整することで、有効溶け込み深さを向上させることができます。同時に、レーザー出力を上げ、溶接速度を落とすことで、溶融池が十分に広がり、濡れる時間を確保できます。組み立て条件が悪い場合は、より精密な位置合わせを行うか、適切なワイヤ送給方式を導入することで、より連続的な溶接ビードを確保し、溶融不良箇所の発生を最小限に抑えることができます。
スパッタ
スパッタとは、 レーザー溶接 溶融金属が溶接部から高速で噴出し、ワークピース表面またはその周辺に微細な金属粒子を形成する。これは必ずしも溶接部の内部強度に直接影響を与えるわけではないが、表面品質を低下させ、洗浄および後処理コストを増加させる。
飛沫の発生は、一般的に浴の安定性とエネルギー制御に関連しています。
過剰な電力またはエネルギー入力:局所的な温度が急激に上昇すると、金属が激しく蒸発し、ジェット状の飛沫が発生しやすくなります。
溶融池の不安定性(キーホール振動):溶接中に溶融池の振動が増加すると、金属が溶接ゾーンから押し出され、粒子が形成される可能性があります。
シールドガスの乱れ:ガスの流れが不均一であったり、不適切な方向に流れたりすると、溶融池の安定性が損なわれ、表面の乱流が増加し、スパッタリングが悪化する可能性があります。
スパッタを低減するには、主に溶融池を安定かつ制御された状態に保つことが重要です。エネルギー密度を適切に低減することで、溶融池の過度の沸騰を防ぎ、金属の噴出を最小限に抑えることができます。同時に、溶接パラメータを最適化することで、「キーホール」の安定化にも役立ちます。ガスシールドに関しては、溶接領域全体に均一なガス流量を確保することで、溶融池への外部からの擾乱の影響を軽減し、溶接部の表面品質を向上させることができます。
レーザー溶接機のトラブルシューティングプロセスを適切に調整することで、ファイバーレーザー溶接の欠陥を効果的に抑制し、完成品の外観品質を向上させることができる。
レーザー溶接欠陥比較表
ファイバーレーザー溶接では、様々な種類の溶接欠陥は、それぞれ異なる形成メカニズムとプロセス上の敏感なポイントに対応していることが多い。これらの欠陥の位置、原因、および溶接性能への影響を比較することで、問題の原因を迅速に特定でき、レーザー溶接におけるトラブルシューティングの効率を向上させることができる。
| 欠陥の種類 | 所在地 | 主要因 | 溶接性能への影響 | 敏感な素材 | プロセス感度 |
|---|---|---|---|---|---|
| 気孔 | 溶接面周辺 | 溶融池に閉じ込められたガス | 強度、密閉性、疲労寿命を低下させる | ステンレス鋼、アルミニウム合金 | シールドガスと表面状態 |
| クラッキング | 溶接金属/熱影響部 | 冷却中の熱応力 | 構造破壊リスク、亀裂伝播 | 高炭素鋼、アルミニウム合金 | 冷却速度と材料組成 |
| アンダーカット | 溶接趾(溶接部の端) | エネルギー過剰またはエッジ充填不足 | 断面の薄肉化、端部での応力集中 | 薄板、高速溶接 | 溶接速度と出力のマッチング |
| 融合の欠如 | 溶接部と母材の界面 | エネルギー入力または浸透が不十分 | 接着不良、耐荷重低下 | 厚板、多層溶接 | パワー、フォーカス位置、スピード |
| スパッタ | 溶接面周辺 | 不安定な溶融池またはキーホール変動 | 表面汚染、清掃コストの増加 | 各種金属 | 溶接部内部/表面の気孔 |
レーザー溶接の各欠陥を識別する方法
実際の溶接工程において、レーザー溶接の欠陥は見た目が似ている場合もありますが、その根本原因と修正方法は全く異なります。欠陥を誤って特定すると、その後のレーザー溶接のトラブルシューティング作業で誤った調整が行われ、問題の再発や悪化につながる可能性があります。したがって、欠陥の種類を正確に特定することが不可欠です。
気孔率: これは溶接部内に点状またはハニカム状の空隙として現れ、通常は表面から直接検出することが難しく、確認には切断または非破壊検査が必要です。これは基本的に溶融池内のガスが時間内に排出されないことが原因で、不安定なシールドガスや材料の表面汚染と関連していることが多いです。これは典型的なレーザー溶接の内部欠陥です。
クラッキング: 溶接部または熱影響部に線状の亀裂として現れるのが典型的で、応力方向に沿って進展することがあります。わずかな変色や微細構造の層状化を伴う場合もあります。この欠陥は、不均一な熱応力解放や材料の熱割れ感受性に関連していることが多く、高炭素鋼やアルミニウム合金でより多く見られます。
アンダーカット: 溶接端部に連続的な凹みや局所的な「薄肉化」が生じ、溶接止端部の異常は肉眼でも確認できます。これは、過度の入熱や過度の溶接速度によって溶接ビードの形成が不完全になり、端部の金属が時間内に充填されないことが原因です。
融合の欠如: 表面は正常に見えても、内部には溶接金属が母材と完全に融合していない箇所が存在する場合があります。これは通常、断面検査によって確認する必要があります。この欠陥は、エネルギー不足、焦点ずれ、または厚板の溶接時に発生することが多く、構造上のリスクが高いレーザー溶接欠陥とみなされます。
スパッタ: 溶接部周辺に微細な金属粒子が付着しているのが特徴的なこの欠陥は、外部から目視で確認でき、通常は検査なしでも特定可能です。その発生は、不安定な溶融池や局所的なエネルギー変動に関連しており、不適切なパラメータ設定が原因となる場合があります。
上記の特徴を比較することで、レーザー溶接における様々な欠陥の種類をより迅速に区別することができます。これにより、欠陥のトラブルシューティングにおける誤診を防ぎ、プロセス調整の効率化と溶接安定性の向上につながります。
レーザー溶接機のトラブルシューティング方法
実際の生産現場では、レーザー溶接の欠陥は単一の要因によって引き起こされることはほとんどなく、むしろ装置の状態、プロセスパラメータ、材料特性の複合的な影響によって生じます。したがって、レーザー溶接機のトラブルシューティングを行う際には、体系的かつ段階的な調査を実施する必要があります。
レーザーパラメータを確認する
レーザー出力、溶接速度、焦点位置は、エネルギー入力プロファイルを直接決定し、溶接品質に影響を与える主要な要素です。出力が不足すると溶融不良につながり、出力が過剰になるとスパッタやアンダーカットが発生する可能性があります。これらのパラメータは、材料の厚さとプロセス要件に合わせて調整する必要があります。
溶融池の挙動を観察する
安定した溶融池は、ほとんどのレーザー溶接欠陥を防ぐ上で非常に重要です。溶融池が大きく変動したり、「キーホール」が不安定な場合は、通常、エネルギー分布が不均一であるか、パラメータ設定が不適切であることを示しており、出力と速度を同時に調整する必要があります。
材質と表面の状態を確認する
材料表面の油分、酸化層、または水分は、溶融池の安定性に直接影響を与え、気孔の発生や溶融不良のリスクを高めます。さらに、材料によって熱入力に対する感受性が異なるため、これらの影響を軽減するための適切な対策を講じる必要があります。
遮蔽ガスシステムの評価
シールドガスの種類、流量、および被覆安定性は、溶融池を周囲の空気から隔離する効果に影響を与える。ガス流量が不安定であったり、被覆が不十分であったりすると、気孔やスパッタなどの問題が生じやすくなる。したがって、高純度ガスを使用し、連続的かつ均一な流量を維持することで、シールドガスの品質を向上させる必要がある。
機器の動作状況を確認する
レーザー出力の安定性、光路の清浄度、ワイヤ送給システムの動作状態はすべて、最終的な溶接品質に影響を与えます。ファイバーレーザー溶接装置が誤動作したり、大きな変動が生じたりすると、パラメータが適切に設定されていても、断続的なシャットダウンなどの問題が発生する可能性があります。


したがって、高性能のハンドヘルドレーザー溶接機を選択するか、 自動レーザー溶接機 レーザー装置の定期的な点検とメンテナンスを実施して、プロセスの安定性を向上させてください。レーザー溶接機の点検とメンテナンス方法について詳しく知りたい場合は、こちらの記事をご覧ください。 ファイバーレーザー溶接機のメンテナンス:機械の寿命を最大限に延ばすために。
実際のケーススタディ
ステンレス鋼製造を専門とする顧客が、溶接工程中に深刻な気孔問題に直面しました。ケンプソンの 2000W空冷式レーザー溶接機同社は、シールドガスの最適化、溶接パラメータの調整、そしてシールドガスを内蔵した高性能レーザーシステムの活用を行った。その結果、気孔率が80%以上低減され、溶接品質が大幅に向上した。
よくある質問
1. レーザー溶接のパラメータが正しいかどうかは、どうすればわかりますか?
これは、溶融池の安定性と溶接ビードの形状を観察することで判断できます。溶接ビードが連続しており、明らかなスパッタやアンダーカットが見られない場合は、通常、パラメータが適切に一致していることを示しています。レーザー溶接の欠陥が頻繁に発生する場合は、出力、速度、焦点位置を再調整する必要があります。
2. レーザー溶接機のトラブルシューティングを最も迅速に行う方法は何ですか?
トラブルシューティングは、パラメータ、材料、ガス、装置の順に行ってください。レーザー溶接の問題のほとんどは、出力または速度の不一致に起因し、次いで材料の汚染または装置の状態が原因となります。
3.なぜレーザー溶接では、新しい機械でも欠陥が発生するのでしょうか?
たとえ最新の装置を使用しても、パラメータ設定が不適切であったり、材料表面が清浄でなかったり、シールドガスが不安定であったりすると、レーザー溶接の欠陥が発生する可能性があります。装置の性能は基礎となりますが、プロセスの最適化こそが鍵となります。
4. レーザー溶接における気孔率を効果的に低減するにはどうすればよいか?
重要なのは、ガスと材料の状態を適切に管理することです。シールドガスの純度と安定性を向上させ、溶接前の適切な洗浄を徹底することで、気孔率低減の効果を高めることができます。
5. レーザー溶接による亀裂が発生しやすい材料はどれですか?
アルミニウム合金や高炭素鋼は、材料の熱膨張特性や冷却収縮応力に関係して、亀裂が発生しやすい。
6.自動化によってファイバーレーザー溶接の欠陥を減らすことは可能か?
はい。自動レーザー溶接機は、パラメータの安定性と再現性を向上させることで、ファイバーレーザー溶接の欠陥を低減できます。特に量産においては、その効果が顕著に現れます。
7.シールドガスの種類はレーザー溶接の品質に影響しますか?
はい。材料によって必要なガスの種類(アルゴン、窒素など)が異なり、ガスの種類と流量の選択は溶融プールの安定性に直接影響します。
結論
レーザー溶接工程では、気孔、亀裂、アンダーカットなどの一般的な欠陥が発生する可能性があります。溶接品質と一貫性を向上させるためには、これらの欠陥の原因を認識し、対処方法を理解することが不可欠です。
プロセスのさらなる最適化や、プロ仕様のレーザー溶接装置の導入をご希望の場合は、すぐにご連絡ください。 ケンプソン お客様の具体的なニーズに合わせたカスタマイズソリューションを開発いたします。







