
工業製造において、アーク溶接とレーザー溶接は一般的な溶接方法の2つです。アーク溶接は設備投資が少なく、用途が広いことで知られていますが、レーザー溶接は効率性、精度、自動化の面で優れています。これら2つの方法はそれぞれ異なる用途に適しているため、生産要件に基づいて適切なレーザー装置を選択することが重要です。
この記事では分析します アーク溶接とレーザー溶接 原理、利点と欠点、用途、コストといった観点から、それぞれの適用範囲を明確にし、企業が最適な溶接ソリューションを選択できるよう支援する。

アーク溶接とは何ですか?
アーク溶接は、電極とワークピースの間に安定したアークを発生させることで電気エネルギーを熱エネルギーに変換し、接合部を加熱して局所的に溶融させる金属接合プロセスです。溶融した金属は溶融池を形成し、アークの移動に伴って徐々に凝固し、最終的に溶接ビードを形成して材料を接合します。アークの高温により金属を急速に溶融できるため、この方法は幅広い材料と厚さに対応可能であり、工業製造において広く用いられています。

溶接工程では、溶加材は溶接ワイヤまたは電極によって供給され、シールドガスまたはフラックスが接合部を大気から隔離して酸化や気孔の発生を防ぎます。電流、電圧、溶接速度は溶け込み深さと溶接ビードの形成に直接影響するため、溶接品質を制御する上で重要なパラメータとなります。
一般的な溶接プロセス
アーク溶接は、ワイヤ送給方法とシールド機構に基づいて、以下の種類に分類できます。
MIG溶接(ガス金属アーク溶接、GMAW):このプロセスは、シールドガスと組み合わせた連続ワイヤ送給方式を採用しており、高い効率性を実現し、大量生産や中・薄板の加工に適しています。
TIG溶接(タングステン不活性ガス溶接、GTAW):消耗しない電極を使用するため、安定した溶接ビード形成と高品質な溶接を実現します。ステンレス鋼やアルミニウム合金などの精密溶接によく用いられます。
手動アーク溶接(SMAW):溶接棒を電極として使用する溶接方法です。装置がシンプルで、様々な環境への適応性が高いため、屋外での建設工事やメンテナンス作業に適しています。
サブマージアーク溶接(SAW):フラックス層の下で溶接を行うため、アークは外からは見えません。深い溶け込みが得られ、厚板の連続溶接や長尺溶接に適しています。
アーク溶接のメリット
アーク溶接は数多くの利点があり、様々な産業で広く利用されています。主な利点は以下のとおりです。
低価格: 本装置はシンプルな構造で複雑な補助システムを必要としないため、調達および保守コスト全体を削減できます。中小規模の工場への迅速な導入に適しています。
幅広いアプリケーション: 炭素鋼、ステンレス鋼、合金鋼、アルミニウムなどの一般的な金属を確実に溶接できます。また、屋外環境への適応性も高く、風の強い場所や粉塵の多い場所、あるいはシールドガスを使用しない状況でも、手動金属アーク溶接(SMAW)を行うことができます。
厚板構造物に対する強力な溶接能力: 多層溶接や様々なアーク溶接技術の組み合わせにより、十分な溶け込み深さを実現できるため、中厚板(6mm以上)や重荷重構造部品の製造に適しています。
複数の溶接ポジションをご用意しています。 アーク溶接は、必要に応じて、平面、水平、垂直、頭上など、さまざまな姿勢で行うことができ、現場のさまざまな状況に柔軟に対応できます。
アーク溶接のデメリット
大きな熱影響部(HAZ):アーク温度が高く、熱入力が分散するため、広い熱影響部(HAZ)が形成されやすく、薄板ワークピースの変形、反り、残留応力の増加につながる可能性があります。
高度なスキルが求められる:TIG溶接やMIG溶接などのプロセスでは、電流、アーク長、ワイヤ送給速度を制御するために熟練した作業者が必要となる。初心者は、安定した溶接品質を迅速に達成するのに苦労することが多い。
高い安全リスク:アーク放電は高温と放射線を発生させ、目や皮膚に損傷を与える可能性があります。フラックスの燃焼や積層金属の溶融によって有毒ガスが発生し、溶接作業者や環境に危険をもたらします。
広範囲にわたる溶接後処理:溶接部には、スパッタ、スケール、または不均一な形状が見られることが多く、通常は研削、洗浄、または二次処理が必要となり、自動化システムへの統合が困難です。
溶接速度が比較的遅い:TIG溶接や手動アーク溶接などの方法は一般的に溶接速度が遅く、溶接部を完全に溶着させるのにかなりの時間を要します。厚みのあるワークピースの場合、完全な溶け込みを得るために複数回の溶接が必要になる場合があり、その結果、溶接コストが増加します。
アーク溶接の応用例
アーク溶接は幅広い用途があり、金属加工、機械製造、建築物のメンテナンスなどで一般的に使用されています。主な用途は以下のとおりです。
- 金属加工および製造:鋼構造物、機械部品、工場構造物や設備支持構造物などの各種金属フレームの溶接に使用されます。
- 重機および建設機械:高い貫通能力を活かし、掘削機、クレーン、鉱山機械などの構造部品の製造に広く使用されています。
- 建設およびインフラ:橋梁、鉄骨造建築物、配管支持構造物などの土木工事プロジェクトで使用され、現場の建設環境に適しています。
- パイプラインおよび圧力容器:石油・化学産業において、パイプラインの接続部や圧力容器の溶接に使用され、特に高い溶接強度が要求される場面で用いられます。
- 修理および保守作業:機器の修理、構造物の補強、現場での緊急修理に適しており、特にワークピースを移動できない場合に有効です。
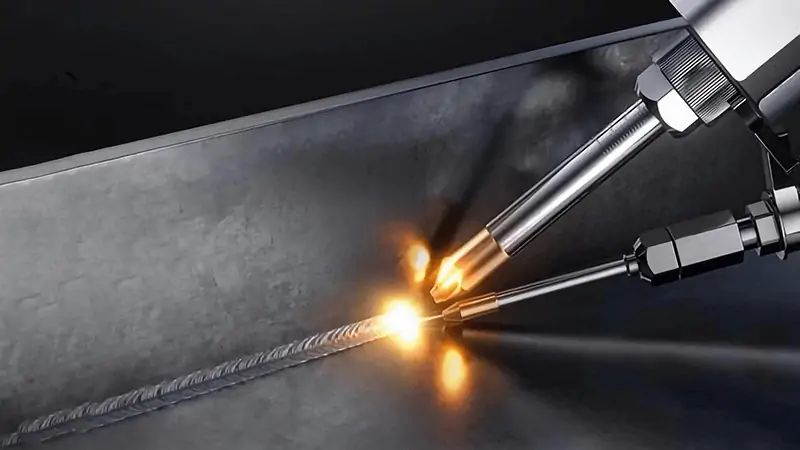
レーザー溶接とは
レーザー溶接は、高エネルギー密度のレーザービームを用いて材料を接合する精密溶接プロセスです。レーザービームを集束させると、極めて高いエネルギー(最大10⁵~10⁷ W/cm²の出力密度)が発生し、金属を極めて短時間で局所的に溶融または蒸発させます。これにより溶融池が形成され、急速に凝固することで高密度な溶接部が得られます。熱入力が集中するため、熱影響部が小さく、溶接歪みが最小限に抑えられるため、高精度が求められる用途に適しています。 レーザー溶接とは何か、そしてその仕組みとは? – 包括的なガイド
溶接工程において、レーザー出力、焦点位置、溶接速度は溶け込み深さと溶接品質に影響を与えます。要件に応じて、ワイヤ供給式または非ワイヤ供給式のプロセスを選択でき、酸化を最小限に抑えるためにシールドガス(アルゴンや窒素など)が使用されます。
一般的な機器は主に以下で構成されています。 ファイバーレーザー溶接機これらはステンレス鋼、炭素鋼、アルミニウム合金などの材料に適しており、自動生産ラインや精密製造で広く使用されています。



一般的なレーザー溶接の種類
レーザー光源の種類と適用方法に応じて、一般的なレーザー溶接プロセスは以下のように分類できます。
ファイバーレーザー溶接:現在主流のソリューションであり、高い光電変換効率(約30~40%)と優れたビーム品質を特長としています。高速溶接や自動生産ラインに適しており、ステンレス鋼、炭素鋼、アルミニウム合金の加工に広く用いられています。
CO₂レーザー溶接:初期の頃はよく用いられ、非金属材料に対して高い吸収率を示しました。しかし、装置のサイズが大きく、メンテナンスコストも高いため、徐々にファイバーレーザーに取って代わられつつあります。
ハンディ型レーザー溶接:柔軟な操作性を備え、小規模から中規模の生産や現場作業に適しています。溶接速度は従来の溶接方法に比べて通常2~5倍速く、薄板から中厚板材の溶接に最適です。
自動レーザー溶接:ロボットやモーションプラットフォームと組み合わせることで、高精度なバッチ溶接が可能になり、自動車やエレクトロニクスなどの産業における標準化された生産に適しています。
ウォブルレーザー溶接:溶接ヘッドを振動させることで、溶接幅を広げ(最大2~8mm)、ギャップへの適応性を向上させます。アルミニウム合金や、より大きな接合ギャップを持つワークピースによく用いられます。
レーザー溶接の利点
高速溶接が可能で、自動生産に最適:レーザーエネルギーを集中させることで、加熱・冷却が迅速に行え、溶接速度は従来のアーク溶接の2~5倍に向上します。また、ロボットやCNCシステムとの統合も容易で、安定したバッチ生産を実現し、生産効率全体を向上させます。
高精度、熱影響部最小化:レーザースポットは非常に小さく(直径約0.2~0.6mm)、熱入力を集中させることで狭い熱影響部を作り出し、歪みや残留応力を効果的に低減します。
高品質な溶接と後処理工程の削減:非接触溶接プロセスでは、溶接ヘッドとワークピースとの直接的な物理的接触がなくなるため、見た目にも美しく、清潔で滑らかで、スパッタの発生も最小限に抑えられた溶接部が得られ、その後の研削や洗浄の必要性が軽減されます。
優れた材料適合性:ステンレス鋼、炭素鋼、アルミニウム合金などの材料を確実に溶接でき、薄板から中厚板(0.5~10mm)まで幅広い用途に対応し、現代の精密製造や多業種生産のニーズを満たします。
レーザー溶接のデメリット
高額な設備投資:レーザー溶接装置(ファイバーレーザー、冷却システム、光学システムなど)への投資総額は高額であり、多額の初期投資が必要となる。そのため、大規模生産や高付加価値生産のシナリオに適している。
高い組立精度が求められる場合:レーザースポットサイズが小さい(約0.2~0.6mm)ため、ワークピース間の隙間に敏感です。組立誤差が大きすぎると溶接ビードの形成に影響が出るため、加工精度を向上させるには振動レーザー溶接を使用する必要があります。
厚板溶接能力の制限:厚さが8~12mmを超える板材を扱う用途では、1パス溶接の効率が低下し、通常はマルチパス溶接またはハイブリッドプロセスが必要になります。
厳格な安全要件:レーザーは高エネルギービーム(クラス4)であるため、作業者の負傷を防ぐために、厳格な保護措置(安全ゴーグルや防護服など)が必要です。
レーザー溶接の応用例
レーザー溶接は、特に自動生産や精密加工など、さまざまな産業で広く利用されている。
- 自動車製造:車体構造、バッテリートレイ、部品の溶接に使用され、溶接速度は1~5m/分に達するため、大量生産の自動生産に適しています。
- ステンレス鋼および金属加工:キャビネット、台所用品、チューブ、薄板構造部品の溶接に使用され、歪みを最小限に抑えた精密な溶接を実現するため、後工程の研削作業の必要性を低減します。
- 電子機器および精密製造:電子部品や精密機器の筐体などの小型構造部品に適用され、高精度、高速、および熱影響部の最小化を実現します。
- 新エネルギー産業:高い安定性と密閉性能が求められる、パワーバッテリー、エネルギー貯蔵装置、コネクタの溶接に使用されます。
- ハードウェアおよび家電製品の製造:ドア、窓、家電製品の筐体、金属製の装飾部品の加工に適しており、美観と生産効率を向上させます。
- 宝飾品・時計製造:複雑な宝飾品や時計部品の修理・製造、精巧な模様のデザイン、小型部品の組み立てに最適です。





アーク溶接とレーザー溶接:主な違い
アーク溶接とレーザー溶接の比較では、エネルギー源、プロセスパラメータ、品質管理、コストなどの側面を取り上げます。
| 比較項目 | アーク溶接 | レーザー溶接 |
|---|---|---|
| エネルギー源 | アーク放電 | 集束レーザービーム |
| 溶接精度 | 精度が低く、エラーが発生しやすい | 高精度で、小型で複雑な部品に最適です。 |
| 溶接速度 | 低速(手動)、約0.2~1.0m/分 | アーク溶接の約3~5倍速い |
| 熱影響部 | 幅(約2~5mm) | 細い(約0.5~2mm) |
| 歪み制御 | 変形や残留応力のリスクが高い | 発熱量を低減し、歪みを最小限に抑える |
| 操作方法 | 主に手作業 | ハンドヘルドと自動化に対応 |
| 溶接部の外観 | 飛沫とスラグ、不均一な継ぎ目 | スラグのない、滑らかで綺麗な溶接部 |
| 素材の厚さ | あらゆる厚さに適していますが、特に6mm以上の厚さに適しています。 | 中程度の薄さの素材(0.5~8mm)に最適です。 |
| 安全性 | 高温、放射線、および煙 | 保護は必要だが、より管理が行き届いている。 |
| 用途 | シンプルな少量生産溶接 | 複雑で精密な大量生産 |
| オートメーションの互換性 | 追加の統合が必要 | ロボットや生産ラインとの統合が容易 |
| 後処理 | 研磨と洗浄が必要 | 後処理は最小限、または全く不要 |
| 機器 | シンプルで低コストな機器 | 高コストだが、自動化に適している |
| 総費用 | 設備コストは低いが、人件費は高い | 初期コストは高いが、長期コストは低い |
レーザー溶接は高精度、高効率、自動化された生産に適している一方、アーク溶接は低予算で柔軟な用途に適している。
アーク溶接とレーザー溶接:溶接プロジェクトの複雑さ
アーク溶接は、鋼構造物、機器支持構造物、一般的な金属加工など、単純な構造で大型の部材を扱う重工業用溶接作業に非常に適しています。溶接精度に対する要求は比較的低く、接合強度と現場での適応性を重視しているため、中厚板や、より大きな接合ギャップを持つワークピースに適しています。
実際の生産現場では、アーク溶接は屋外や過酷な環境、そして様々な溶接姿勢に適しています。多層溶接やパラメータ調整によって複雑な接合部を実現できますが、熟練した職人の経験と技術に大きく依存するため、建設業、保守業、および基本的な製造業で広く用いられています。
MIG溶接やTIG溶接といった従来のアーク溶接では、電極と溶融池を大気汚染から保護するために、シールドガスの連続供給が不可欠です。新しい技術への移行時に、よく次のような疑問が生じます。 レーザー溶接機にはガスが必要ですか? レーザー溶接も同様でしょうか?答えはイエスです。レーザー溶接は物理的な電極ではなく、高度に集束された光線を使用しますが、アルゴンや窒素などの補助シールドガスが必要です。このガスは溶融金属の酸化を防ぎ、レーザー光学系をスパッタから保護するために不可欠であり、つまり、両方の方法の動作設定を比較する際には、ガス管理が重要な要素となります。
一方、レーザー溶接は、薄板アセンブリ、精密部品、量産品など、複雑な構造と高い精度が求められるプロジェクトに適しています。集束されたレーザービームにより、熱影響部と熱入力が制御され、長時間の熱曝露による熱変形や溶接欠陥を防ぐことができます。そのため、現代の製造ニーズにより適しています。
アーク溶接とレーザー溶接:材料適合性
溶接方法によって、適用可能な材料の範囲や加工性能は異なります。以下の表は、アーク溶接とレーザー溶接が一般的な金属材料とどの程度適合するかを示しています。
| 材料タイプ | アーク溶接 | レーザー溶接 |
|---|---|---|
| 炭素鋼 | 幅広い用途に対応し、安定した溶接が可能 | 安定した溶接構造で、量産に最適 |
| ステンレス鋼 | 安定した溶接には、入熱量の制御が必要です。 | 酸化が最小限に抑えられた、優れた溶接部 |
| アルミニウム合金 | 高度な技術が必要で、多孔質になりやすい。 | ウォブル溶接による安定性の向上 |
| 亜鉛めっき鋼 | 多孔質になりやすく、研磨後の処理が必要 | パラメータ制御により欠陥を減らすことができる |
| 異種金属 | 難しく、多くの場合、特殊な工程や充填材が必要となる。 | 異なる金属を接合できるが、精密な制御が必要 |
| 薄板(3mm以下) | 高熱入力、焼損または変形の危険性 | 安定した溶接には入熱量の制御が必要である。 |
| 中厚プレート(6mm以上) | 多層溶接によって実現 | 多層プロセスまたは高出力システムが必要 |
ケーススタディ: 自動車用ラジエーターを専門とするメーカーは、アルミニウム合金フィンを炭素鋼フレームに溶接するという異種金属溶接の課題に直面していました。従来のTIG溶接を使用していたところ、溶接強度不足や漏れなどの問題が発生し、再加工率が高く、品質も不安定でした。Kempson社の製品を導入した後、 ポータブル水冷式1500W薄板レーザー溶接機その結果は期待を上回り、溶接品質と生産効率の両方を大幅に向上させた。
アーク溶接とレーザー溶接:包括的なコスト分析
総投資額と長期的な使用を考慮すると、アーク溶接とレーザー溶接のコスト差は主に設備投資、運用コスト、および全体的な生産効率に反映されます。
設備投資コスト:アーク溶接装置は構造がシンプルで初期投資額も低いため、基本的な生産設備に適しています。一方、レーザー溶接機はレーザー光源、光学システム、冷却システムなどを必要とするため、全体的な投資額は高くなりますが、大規模かつ自動化された生産ラインに適しています。
運転コストと消耗品コスト:アーク溶接は溶接材料、電極、人件費が高くなる一方、レーザー溶接は主に電力と少量のシールドガスを消費し、消耗品への依存度は最小限です。
人件費:アーク溶接は作業員に大きく依存しており、熟練労働者の存在が大きな影響を与える。一方、レーザー溶接は自動化された機器との統合が容易であり、手作業による介入の必要性を低減できる。
後処理コスト:アーク溶接では通常、溶接後に研削、洗浄、または再加工が必要ですが、レーザー溶接では安定した溶接ビード形状が得られるため、後処理工程が比較的少なくて済みます。
長期的な総コスト(投資収益率):アーク溶接は低投資シナリオに適していますが、大量生産では単位コストが高くなります。レーザー溶接は初期投資額は高くなりますが、高スループット生産において安定した単位コスト構造を実現するのに適しています。
総じて言えば、アーク溶接は初期費用は低いものの、長期的な人件費や後処理費用が高くなる一方、レーザー溶接は初期投資は高いものの、自動化された大規模生産においては長期的に優れた経済効率性を発揮する。
事例研究:廃水処理システムを専門とする環境機器メーカーは、従来のアーク溶接装置を使用していた際に、高い労働コストと消耗品コスト、そして低い生産効率に直面していました。 ケンプソン 3500型水冷式工業用ファイバーレーザー溶接機を導入したことで、同社は生産効率全体を向上させ、手直し作業を削減し、過熱の問題なく美しく幅広の溶接を実現し、高い顧客満足度を得ることができた。
選び方:アーク溶接 vs レーザー溶接
実際の用途においては、適切な溶接方法を選択するには、様々な要因を総合的に考慮する必要がある。
アーク溶接:構造部品の製造、機器のメンテナンス、現場建設などの場面で使用され、特に中厚板の溶接や、設備投資が重要な検討事項となる生産環境に適しています。運用環境への適応性が高く、非標準的な作業や屋外作業でも広く使用されています。
レーザー溶接の選択肢:大量生産、薄板加工、高精度部品製造に適しており、特に高い溶接品質、最小限の歪み、自動バッチ生産が求められる産業分野に最適です。
要約すると、アーク溶接は汎用性と柔軟性に優れている一方、レーザー溶接は標準化された高効率な製造ニーズに最適である。
ユーザーは、機器の特性と個々のニーズに基づいて最適な機器を選択できます。もちろん、どちらにもそれぞれ長所と短所があり、レーザーアークハイブリッド溶接によって組み合わせて使用することで、生産要件を満たすことも可能です。
よくあるご質問
アーク溶接とレーザー溶接:大量生産に適しているのはどちらでしょうか?
レーザー溶接は、自動化設備との統合が容易で、溶接サイクルが安定しており、後処理工程も少ないため、大量生産に適しています。一方、アーク溶接は手作業に大きく依存するため、少量生産や非標準化生産に適しています。
レーザー溶接はアーク溶接を完全に置き換えることができるのか?
いいえ、完全に置き換えることはできません。レーザー溶接は薄板、精密部品、自動生産ラインに適していますが、アーク溶接は厚板構造物、屋外建設、メンテナンスなどの場面では依然として不可欠な技術です。
アルミニウム合金の溶接には、どちらの溶接方法がより適していますか?
どちらの方法もアルミニウム合金に使用できますが、レーザー溶接とスキャン技術を組み合わせることで、薄板アルミニウム合金の溶接においてより高い安定性が得られます。一方、アーク溶接は、より高度な作業者のスキルが必要であり、気孔が発生しやすいという欠点があります。
レーザー溶接の投資回収期間を決定する要因として、一般的にどのようなものがありますか?
投資回収期間は、主に生産量、人件費、および後処理要件によって決まります。設備稼働率の高い連続バッチ生産方式では、投資回収期間は短くなります。
アーク溶接が厚板構造物に今でも広く使われているのはなぜですか?
アーク溶接は溶け込みが深く、複数回の溶接パスによって厚板継手を形成できます。必要な設備が少なく、重構造物や建設プロジェクトにおいて高い柔軟性を発揮します。
レーザー溶接における環境要件は何ですか?
安定した電源供給、クリーンな光学環境、および安全対策が必要です。さらに、溶接品質を確保するためには、一定レベルのワークピース組立精度が求められます。
アーク溶接とレーザー溶接では、メンテナンスコストにどのような違いがありますか?
アーク溶接は主に溶接消耗品の消費とメンテナンスのための人件費を伴うのに対し、レーザー溶接は主に光学系と冷却システムのメンテナンスに重点が置かれる。日々の消耗品は最小限で済むものの、技術的な要求水準は高い。





