
目次
イントロダクション
レーザー溶接は、高精度、低熱入力、きれいな溶接外観が求められる産業で広く使用されています。エンジニア、加工業者、製造業者からよく聞かれる質問の1つは、「レーザー溶接には溶加材が必要ですか?」です。 レーザー溶接で隙間を埋めることはできますか?「答えは必ずしもそうとは限りません。多くの精密溶接用途では、レーザーは追加の材料を加えることなく母材を直接溶融できます。しかし、大きな接合ギャップ、厚い材料、亀裂に敏感な合金、または異種金属を扱う場合は、溶加材が重要になります。」
この記事では、自己溶接レーザー溶接の仕組み、溶加材が必要な場合、ウォブル溶接で接合部の隙間を補正できるかどうか、そしてさまざまな用途に適した溶加材と溶接設定を選択する方法について説明します。
レーザー溶接には溶加材が必要ですか?
レーザー溶接では、必ずしも溶加材が必要なわけではありません。多くの精密溶接用途では、追加の溶加材なしで母材を直接溶融させることができます。しかし、より大きな接合ギャップに対応したり、溶接強度を向上させたり、割れを低減したり、異種金属の溶接をサポートしたりするために、溶加材が使用されることがよくあります。溶加材が必要かどうかは、材料、接合部の嵌合状態、溶接設計、および性能要件によって異なります。
| カテゴリー | 代表的なアプリケーション | 溶加材が使用される理由、または使用されない理由 |
|---|---|---|
| 通常は溶加材は不要です | ・薄板溶接による密着接合 ・精密電子部品 ・高精度な自溶式レーザー溶接 | レーザーは母材を直接溶融・融合するため、追加の溶加材は不要です。この方式により、高速溶接、低熱入力、そしてきれいな溶接外観を実現します。 |
| 通常必要とされる溶加材 | ・異種金属溶接 ・アルミニウム合金、マグネシウム合金、その他の亀裂発生しやすい材料 ・より大きな組み立てギャップのある接合部 ・厚肉溶接 ・機械的性能の向上を必要とする用途 | 溶加材は、接合部の隙間を埋め、溶接ビードの形成を改善し、亀裂や気孔を低減し、溶接部の冶金特性を制御し、完成した接合部の強度と靭性を向上させるのに役立ちます。 |
「溶加材不要」のケースは、極めて高い組立精度が求められる場合が多く、主に効率性と簡便性が重視される薄板溶接に用いられます。一方、「溶加材必要」のケースはより一般的で、材料や工程における固有の限界を補うために用いられます。実際の用途において、溶接速度とコストを重視するのか、それとも材料の最終的な性能と信頼性を重視するのかによって、溶加材を使用するかどうかが決まります。
自家レーザー溶接はどのように機能するのですか?
自溶レーザー溶接は、集束レーザービームを用いて溶加材を使用せずに母材を直接溶融・融合させる溶接方法です。接合部の品質が精密な嵌合精度と制御された熱入力に依存する高精度製造において広く用いられています。
自家レーザー溶接とは?
自溶レーザー溶接(ALW)は、溶加材を必要としないレーザー溶接プロセスです。集束レーザービームを用いて接合部の母材を直接溶融させることで溶接部を形成します。
溶接継手を形成する基本原理
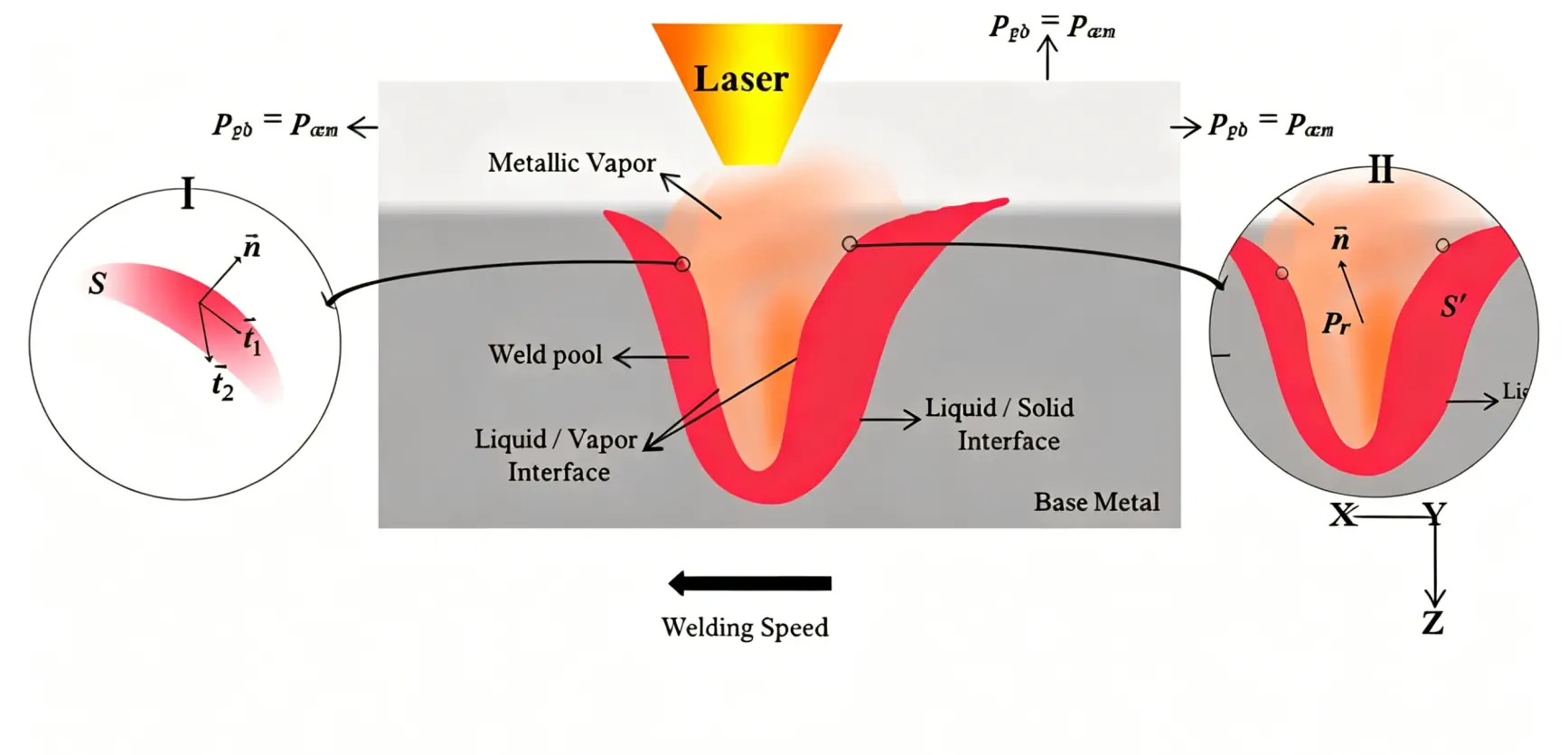
自己溶融レーザー溶接は、集束された高エネルギーレーザービームを用いて接合部の母材を溶融させる溶接方法です。キーホールが形成されると、溶融金属はその周囲を流れ、レーザーの移動に伴って凝固し、溶加材を使用せずに連続した溶接部を形成します。
材料の厚さに基づく処理モード
ワークピースの厚さと溶接パラメータに応じて、自溶レーザー溶接は通常、2つの作業モードに分けられます。
伝導モード
薄板溶接に使用されます。表面でエネルギーが吸収され、熱伝導によって浅い溶融池が形成されるため、溶け込みの浅い溶接に適しています。
キーホール(深部貫通)モード
中厚材および厚材に使用されます。レーザーは蒸気キーホールを形成し、深部への浸透を可能にします。溶融金属はキーホールの周囲を流れ、1回のパスで完全浸透溶接へと凝固します。詳細はこちら: レーザー溶接におけるキーホールとは何か?
自家レーザー溶接がより難しいのはなぜか?
自己溶接レーザー溶接(溶加材を使用しないレーザー溶接)は、溶加材を使用する非自己溶接に比べて、主に欠陥制御、材料の制約、およびプロセスの安定性といった面で多くの課題を抱えている。
- 高い精度が求められる:特に薄板溶接においては、非常に精密な接合部の位置合わせが要求される。わずかな組み立て誤差でも溶接品質に影響を与える可能性がある。
- 隙間許容範囲が限られている:このプロセスでは接合部の隙間に対する許容範囲が狭いため、隙間が存在すると、不完全な融合や根部の隆起などの欠陥が生じることがよくあります。
- 部品の位置決め精度に敏感:わずかな位置決め誤差でもレーザーの焦点が接合線からずれてしまい、溶接部の形成が不安定になる可能性がある。
- プロセスパラメータに対する高い感度:溶接品質は、焦点位置、溶接速度、およびデフォーカス設定に大きく影響されるため、厚板溶接ではプロセス制御が非常に重要になります。
- 厚肉部における欠陥形成:厚肉材料では、不適切なパラメータによって、ルートハンプ、アンダーカット、スパッタ、あるいは過溶け込みが発生し、溶接の安定性が低下する可能性があります。
- 微細構造の制御が制限される:溶加材を使用しない場合、溶接部の組成は完全に母材に依存するため、結晶粒構造や機械的特性を最適化する能力が制限される。
レーザー溶接では、どの程度の接合部隙間まで許容できるのか?
レーザー溶接における最大許容接合ギャップは、レーザー溶接プロセス、ワークピースの厚さ、および材料の種類によって異なります。具体的な許容ギャップ範囲は、以下の表に示されています。
| 溶接プロセス | ワークピースの状態 | 最大許容継ぎ目隙間 |
|---|---|---|
| 溶加材を使用しない単一スポットレーザー溶接 | 厚さ1.1mmのA5182アルミニウム板 | 20 mm |
| 冷間ワイヤ送給による単一スポットレーザー溶接 | 厚さ1.1mmのA5182アルミニウム板 | 20 mm |
| レーザー/GMAハイブリッド溶接 | 厚さ2.1mmのA5182アルミニウム板 | 20 mm |
| ハンドヘルドファイバーレーザー溶接 | 一般的な金属板 | ≦0.5 mm |
| 低出力レーザー誘起TIGハイブリッド溶接 | チタン合金薄板 | 0〜0.5 mm |
| レーザーアークハイブリッド溶接 | 鉄道輸送用3mmアルミニウム合金プロファイル | ≦0.5 mm |
| 自家CO₂レーザー溶接 | 厚さ8mmのC-Mn鋼板 | ギャップ許容範囲は非常に狭く、フィラープロセスやハイブリッドプロセスよりもはるかに狭い。 |
| CO₂レーザー(冷間充填ワイヤー付き) | 厚さ8mmのC-Mn鋼板 | 自溶接と比較してギャップ許容度が向上 |
| CO₂レーザーとMAG溶接を組み合わせたハイブリッド溶接 | 厚さ8mmのC-Mn鋼板 | さまざまな関節状態に対する優れたギャップ許容度 |
| レーザー重ね溶接(亜鉛メッキ鋼) | 重ね合わせた鋼板 | シート間の隙間の合計は、全厚の15%以下であること。 |
フィラーフリーレーザー溶接の最適な用途
フィラーフリーレーザー溶接は、密着性の高い接合部、きれいな溶接、そして最小限の熱歪みが求められる精密製造分野で広く用いられている。
エレクトロニクス製造
センサーハウジング、コネクタ、およびマイクロメタル部品。

バッテリー製造
リチウム電池のタブ、バスバー、および箔溶接。

医療機器
手術器具、インプラント、密閉型ハウジング。
精密ステンレス部品
薄肉筐体、フィルター、小型部品。

自動車用薄板部品
ブラケット、ボディパネル、軽量構造物。
自溶式レーザー溶接は、きれいで効率的な接合部を実現しますが、厳密な組立精度と限られた隙間許容範囲が求められます。電子機器、医療機器、バッテリー製造などの精密用途に最適です。
レーザー溶接において、溶加材はどのような場合に必要となるのか?
溶加材はすべてのレーザー溶接プロセスに必須ではありませんが、溶接欠陥の除去、溶接形状の改善、接合部の性能向上を図るため、一般的な産業現場のほとんどで必要となります。
1. 異種金属溶接
異なる金属を接合する場合、アルミニウムと銅の溶接のように、材料の不一致によって引き起こされる亀裂や脆性相の形成を軽減するために、溶加材が使用される。
2. 隙間のある、または厚みのあるワークピース
接合部に隙間があったり、厚みのある部分がある場合、溶加材は隙間を埋め、溶接部の形成を安定させるのに役立ちます。これは、狭隙間溶接や厚板溶接で一般的に使用されます。
3. 欠陥が生じやすい材料
アルミニウム、チタン、および一部の鋼材などの材料は、レーザー溶接中に多孔性、亀裂、または元素の損失が発生しやすいため、溶加材による補強が必要となる。
4. 微細構造と特性の最適化
溶加材は、より高い機械的性能が求められる用途において、結晶粒構造を微細化し、溶接部の組成を調整することができる。
5.プロセスの安定性と溶接品質
溶加材を添加することで、生産溶接における溶融池の安定性と溶接ビードの均一性が向上する。
6. レーザーろう付けの応用
レーザーろう付けでは、部品を接合するために充填材が不可欠であり、自動車の鋼構造によく用いられる。
多くのレーザー溶接用途において、接合部の状態が理想的でない場合や、材料自体が溶接しにくい場合、問題を解決するために溶加材が必要となります。溶加材は主に、隙間、亀裂、材料の不一致に対処するために使用され、溶接プロセスをより安定させ、溶接部の形成をより確実にします。 ケンプセンのレーザー溶接システム 幅広い溶接課題に対応するため、ワイヤフィーダーを装備することができる。
ウォブルレーザー溶接は溶加材の代わりになり得るか?
ウォブルレーザー溶接(レーザースイング溶接とも呼ばれる)は、溶加材を完全に置き換えることはできません。ウォブルプロセスは溶接品質をある程度向上させることができますが、溶加材とは異なる効果があります。
ウォブルレーザー溶接とは?
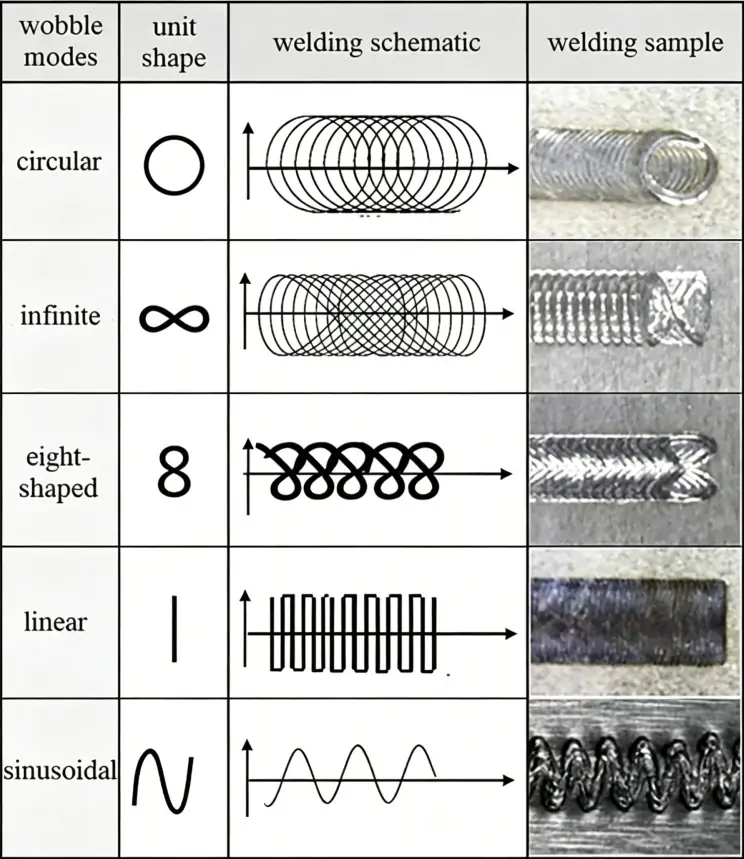
ウォブルレーザー溶接(レーザーウォブル溶接、スイング溶接とも呼ばれる)は、溶接ヘッドに小型のウォブルモジュールを追加することで、溶接中にレーザービームが円形や螺旋状などのパターンで振動する溶接プロセスです。レーザーヘッドの振動、より広い溶接幅、および高いプロセス許容度を特徴とし、接合部の形成と安定性の向上に役立ちます。このビームの動きにより、溶接幅が広がり、接合部の精度に対する要求が緩和されます。
ウォブル溶接がギャップブリッジングを改善する方法
ウォブルレーザー溶接は、溶接中にビームを振動させることで、接合部の隙間や溶接部の形成を改善する。
1. 溶接範囲を拡大し、ギャップブリッジング性能を向上させます。
ウォブル溶接はレーザーの有効作用領域を拡大し、エネルギー損失を低減するとともに、より大きな接合部の隙間を容易に埋めることを可能にする。
2. 溶融と接合形成を改善する
振動するビームは接合部の両側をより完全に溶融させ、隙間を埋め、不完全な溶融やビード形状の不良といった欠陥を軽減するのに役立ちます。
3. 溶融池の挙動を安定化させる
ビームの移動により溶融池の流れがスムーズになり、スパッタや気孔が低減され、ギャップ条件の変化に関わらず溶接品質がより安定する。
4. 組み立ておよび工具の精度要件を低減する
ギャップ許容範囲が拡大することで、部品の位置合わせや治具への要求が軽減され、より柔軟な組み立てが可能になり、生産効率が向上します。
これにより、有効溶接範囲が拡大し、溶融池が安定化するため、組み立て精度に対するプロセスの感度が低下し、生産性が向上します。
ウォブル溶接は溶加材を不要にできるか?
ウォブル溶接は、溶加材の必要性を減らしたり、場合によっては完全に不要にしたりできる場合もあるが、必ずしもそうとは限らない。その有効性は、接合部の隙間の大きさ、材料の厚さ、溶接条件によって左右される。
| 状態 | 揺れのみ(充填剤なし) | 充填材が必要(ぐらつき+ワイヤー) |
| ぴったりと嵌合する接合部(隙間<0.1mm) | ✅はい | ❌いいえ |
| 小さな隙間のある接合部(0.1~0.5mm) | ✅ はい(最適化されたパラメータを使用) | ❌いいえ |
| 大きな隙間のある接合部(> 0.5mm) | ❌いいえ | ✅はい |
| 材料の厚さ ≤ 3mm | ✅はい | ❌いいえ |
| 材料の厚さ > 3mm | ❌いいえ | ✅はい |
| 異種金属(例:アルミニウムと鋼鉄) | ❌いいえ | ✅はい |
ウォブル溶接は、狭い箇所や隙間の小さい箇所では溶加材の必要性を軽減またはなくすことができますが、隙間が大きい場合、材料が厚い場合、異種金属の溶接では依然として溶加材が必要です。
ワイヤーフィラーとパウダーフィラー:どちらが優れているのか?
レーザー溶接における主な溶加材は、ワイヤと粉末の2種類であり、それぞれ異なるプロセス要件や用途に応じて使用される。

ワイヤーフィラー
ワイヤ溶加材は、レーザー溶接において最も一般的に使用されている溶加材です。安定した溶加供給、低コスト、そして高度な自動化サポートといった特長を備えています。ハンドヘルド型レーザー溶接システムやロボット溶接システムなど、幅広い用途で活用されています。

粉末充填剤
粉末充填材は柔軟性に優れているため、補修や表面処理用途によく使用されます。金型補修、クラッディング、表面修復など、材料の盛り上がりが必要な用途に適しています。
ワイヤーとパウダーの比較
| 因子 | ワイヤー | パウダー |
|---|---|---|
| 費用 | 低くなる | より高い |
| 効率化 | より高い | 技法 |
| 精度 | ハイ | ハイ |
| オートメーション | 素晴らしい | グッド |
| 補修工事 | 限定的 | 素晴らしい |
ワイヤフィラーは、その安定性と効率性から生産溶接でより一般的に使用されている一方、粉末フィラーは、柔軟性が求められる補修や表面処理に主に使用されている。
レーザーワイヤフィーダーは投資に見合う価値があるのか?
ほとんどの産業用レーザー溶接用途において、レーザーワイヤフィーダーは一般的に投資する価値があります。溶接品質の向上、装置の適用範囲の拡大、生産効率と製品合格率の向上につながります。
ワイヤ送給システムの利点
ワイヤ送給は、溶接品質の向上、さまざまな接合条件への適応、および生産性の安定性向上を目的として、レーザー溶接において広く用いられている。
より良いギャップ補償
ワイヤーは接合部の隙間を埋めるのに役立ち、溶融不良や溶接欠陥のリスクを軽減します。
より強力な溶接
溶加材は溶接部に材料を追加することで、接合部の強度と耐久性を向上させる。
プロセス安定性の向上
安定したワイヤ供給は、溶接中の溶融池の安定性を維持する。
廃棄物の削減
溶接がより安定すれば、欠陥が減り、手直しや材料の無駄も少なくなる。
ワイヤ送給システムは、実用的な用途において、溶接の一貫性、強度、および全体的な生産効率を向上させます。
ワイヤーフィーダーへの投資時期
すべてのレーザー溶接システムにワイヤフィーダーが必要なわけではありませんが、生産においてより高いレベルの強度、安定性、またはより幅広い用途が求められる場合は、ワイヤフィーダーが必要となります。
ワイヤーフィーダーを購入すべきタイミング
- 加工工場:さまざまな材料や接合状態を頻繁に扱う、混合生産作業に適しています。
- ステンレス鋼製品:ステンレス鋼加工において、溶接部の外観と強度を向上させるのに役立ちます。
- 厚板溶接:より厚い部材を安定して溶接するために必要な追加の溶加材を提供します。
- 受託製造:バッチ生産において、プロセスの柔軟性を向上させ、多様な顧客ニーズに対応します。
必要ない場合
- 薄板金属:接合部が密着しており、熱入力が少ないため、通常は溶加材は不要です。
- 精密部品:高精度部品は、よりきれいな仕上がりを実現するために、多くの場合、自己溶接に依存しています。
- 電子機器製造:小型部品は通常、最小限の材料添加と高い均一性が求められる。
ワイヤ送給装置は、一般的な製造工程や重作業溶接において最も有用である一方、精密な作業や薄板材料の溶接においては省略できる場合が多い。
結論
レーザー溶接では必ずしも溶加材は必要ありませんが、実際の多くの生産現場では、溶加材は隙間の処理、溶接強度の向上、安定した品質の確保において重要な役割を果たします。自溶溶接と溶加材を用いた溶接のどちらを選択するかは、接合部の状態、材料の種類、および性能要件によって異なります。
ケンプソン レーザー溶接装置と統合溶接ソリューションに特化しており、さまざまな産業用途向けのハンドヘルドレーザー溶接システムやワイヤ送給式レーザー溶接機などを提供しています。生産に適したレーザー溶接ソリューションをお探しの場合は、お気軽にお問い合わせください。 ケンプソンに連絡する 技術サポート、選定ガイダンス、およびカスタマイズされたソリューションを提供します。

よくある質問
レーザー溶接には溶加材が必要ですか?
レーザー溶接では、必ずしも溶加材が必要なわけではありません。接合部の適合性、材料の種類、溶接要件によって異なります。
溶加材なしでレーザー溶接ができるのはどのような場合ですか?
接合部が密着していて隙間が最小限であり、高精度な溶接が求められる場合は、溶加材を使用せずに溶接を行うことができる。
レーザー溶接において、溶加材はどのような場合に必要となるのか?
大きな隙間がある場合、材料が厚い場合、異種金属を使用する場合、またはより高い強度が要求される場合は、溶加材が必要になります。
ウォブルレーザー溶接は溶加材の代わりになりますか?
一部の小さな隙間の接合においては、ウォブル溶接によって溶加材の使用量を減らすことができるが、あらゆる状況で完全に代替できるわけではない。
自家レーザー溶接とは何ですか?
これは、溶加材を添加せずに母材を直接溶融・融合させる溶接プロセスです。
ワイヤーフィラーとパウダーフィラーの違いは何ですか?
ワイヤーフィラーは安定性が高く、生産現場で広く使用されている一方、粉末フィラーは柔軟性が高く、主に補修や表面処理に使用されている。
レーザー溶接にはワイヤフィーダーが必要ですか?
必ずしも必要というわけではありませんが、厚みのある材料、一般的な加工、およびより強力な溶接を必要とする用途には推奨されます。
レーザー溶接において、溶加材を必要とする材料はどれですか?
アルミニウム合金、異種金属、亀裂発生しやすい材料、および厚肉鋼材は、安定した溶接品質を確保するために溶加材を必要とすることが多い。







