
目次
イントロダクション
レーザー溶接は、最小限の熱入力で強力かつ精密な溶接を実現できることで知られていますが、同時に厳しい位置合わせが求められることも少なくありません。部品が完全に位置合わせできない場合、多くのメーカーはレーザー溶接で信頼性の高い接合部を形成できるのか疑問に思います。
答えは、隙間の大きさ、材料の種類、溶接パラメータ、および溶加材の使用の有無によって異なります。この記事では、レーザー溶接における実際の隙間許容範囲、レーザー溶接で隙間を埋めることができる場合、そして完璧な接合が不可能な場合に溶接結果を改善するために使用される実践的な方法について解説します。
レーザー溶接における「ギャップフィリング」とはどういう意味ですか?
レーザー溶接において、「ギャップ充填」とは、溶接される部品間の隙間を特定の技術を用いて補償または「橋渡し」し、完全で欠陥のない溶接部を形成するプロセスを指します。溶接欠陥を克服するために、さまざまな「ギャップ充填」または「ギャップブリッジング」技術が開発されてきました。それらの原理、方法、および応用例は以下のとおりです。
| 側面 | 詳細説明 | 一般的な方法 | 公式サイト限定 |
|---|---|---|---|
| 基本的な原則 | 溶融材料、熱膨張、または追加の充填材を使用して隙間を埋め、完全な溶接を作成します。 | 溶融池への充填、溶加材の添加、熱膨張補償。 | 溶加材を用いたレーザー溶接、熱線溶接または冷線溶接、ビーム振動溶接、レーザーアークハイブリッド溶接、およびレーザーろう付け。 |
| ギャップを埋める技術 | より大きな隙間に対応するには、溶接金属の量を増やすか、溶融池を拡大する。 | 溶加材を用いたレーザー溶接、熱線溶接または冷線溶接、ビーム振動溶接、レーザーアークハイブリッド溶接、レーザーろう付け。 | より大きな隙間のある接合部の溶接を可能にし、プロセスの安定性を向上させます。 |
| 材料用途 | 材料によって、異なる隙間充填方法が必要となる。 | ステンレス鋼、炭素鋼、アルミニウム合金、高強度鋼、プラスチック、および異種材料。 | より強固な接合部、優れた機械的特性、そして溶接の一貫性の向上を実現します。 |
| 補助技術 | 接合部の接触を改善し、溶接条件を最適化する。 | クランプシステム、加圧溶接、プロセスシミュレーション、およびパラメータ最適化。 | 欠陥を減らし、ギャップを埋める性能を向上させます。 |
レーザーギャップ溶接は、溶接方法、溶加材、装置パラメータ設定、および接合部準備技術を統合的に適用する技術です。その目的は、ワークピースの完全な位置合わせができない場合でも、信頼性の高い溶接を実現することです。
レーザー溶接で隙間を埋めることはできますか?
はい、レーザー溶接で隙間を埋めることは可能ですが、その能力には限界があり、隙間の大きさ、プロセス構成、および材料によって異なります。
レーザー溶接堆積能力
レーザー溶接は、スポットサイズが小さい高エネルギー密度溶接プロセスです。そのため、接合部の隙間に対する許容度が低いという欠点があります。従来の単一ビームレーザー溶接、特に深溶け込み溶接では、溶加材をほとんど、あるいは全く使用せず、主に母材の溶融によって溶接部を形成するため、「ゼロギャップ」または極めて小さなギャップが求められます。しかし、特定のプロセス改良やハイブリッド技術を用いることで、レーザー溶接は一定範囲内の隙間にも対応できるようになりました。
レーザー溶接が、なぜ一般的に密着接合に用いられるのか?
レーザー溶接は高精度で知られていますが、従来の溶接方法に比べて接合部の隙間に敏感です。これは主に、溶接プロセス自体の特性によるものです。
- 溶融池が小さい:レーザー溶接では、小さくて集中した溶融池が形成され、それが急速に凝固します。隙間が大きすぎると、接合部を完全に埋めるのに十分な溶融金属が得られない場合があります。
- 溶加材の制限:多くのレーザー溶接用途では、溶接部は主に母材を溶融することによって形成されます。追加の溶加ワイヤがない場合、ギャップが大きくなると、溶融不良、アンダーカット、または焼き切れが発生する可能性があります。
- 高い位置合わせ精度が求められる:レーザーエネルギーは非常に狭い領域に集中するため、安定した溶接結果を得るには、ビームを接合部に沿って正確に配置する必要があります。過度の隙間や位置ずれは、溶接品質の低下やプロセスの不安定化につながります。
こうした理由から、レーザー溶接は一般的に、部品同士が密着し、接合部の隙間が最小限に抑えられている場合に最も性能を発揮する。
レーザー溶接はどのような場合に隙間を埋めることができるのか?
標準的なレーザー溶接は大きなギャップには対応していませんが、適切なプロセスを用いることで大きな違いを生み出すことができます。多くの用途において、メーカーはギャップ許容範囲を広げ、溶接品質を維持するために、追加の溶接技術を使用しています。
| 方法 | 仕組み |
| フィラーワイヤーの追加 | 溶融池に溶加材を供給することで、余分な材料が加わり、隙間を埋めやすくなり、完全な溶接部を形成することが容易になる。 |
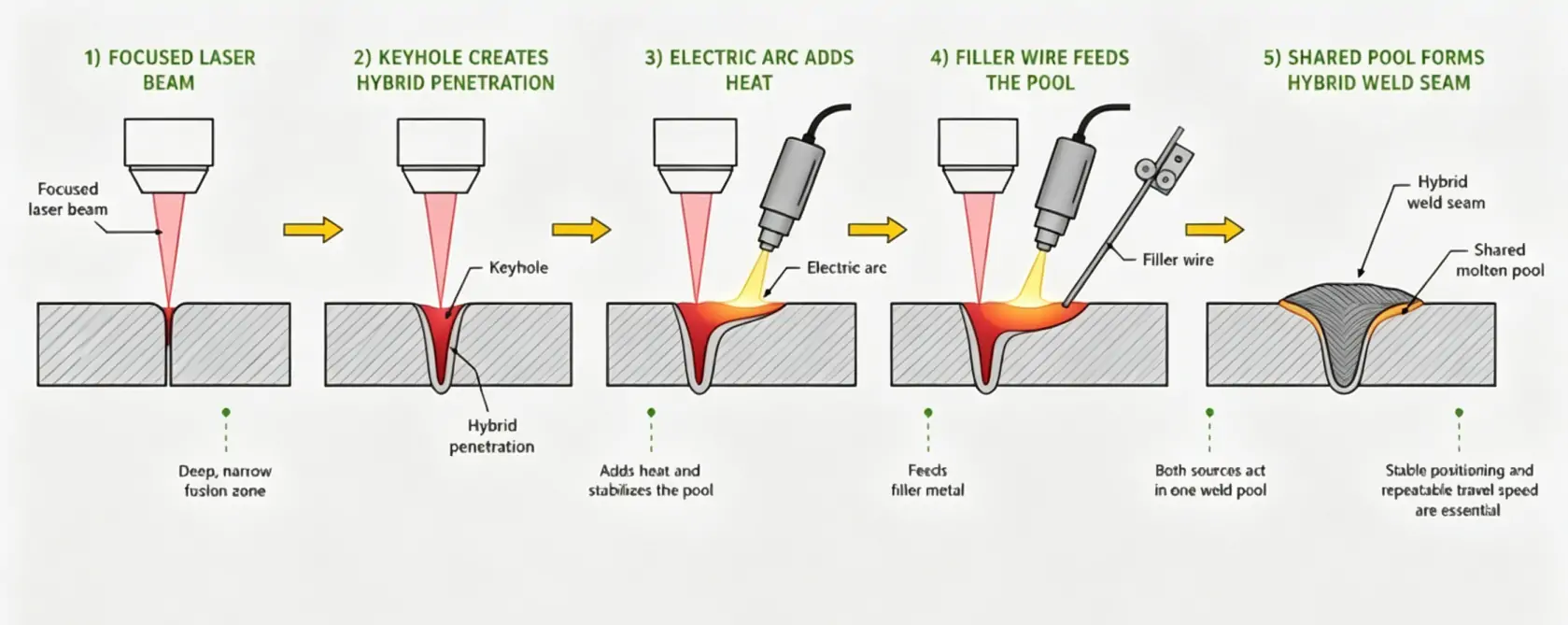
| レーザーアークハイブリッド溶接 | レーザーは深い浸透を可能にし、アークは追加の熱と溶加材を供給することで、溶接部がより大きな隙間を許容できるようにする。 |
| ビーム振動溶接 | レーザービームは制御されたパターンで移動し、より広い溶融池を形成することで、溶融金属が隙間をより効果的に覆うようにする。 |
| プロセスとジョイントの最適化 | 適切な接合部の準備と、出力、速度、焦点の調整を行うことで、レーザー溶接は小さな接合部の隙間にも対応できるようになります。 |
レーザー溶接は、ワークピースがぴったりと接合されている場合に最も効果を発揮します。フィラーワイヤ、ハイブリッド溶接、ビーム振動、および適切なパラメータ設定を使用することで、より広い範囲の接合ギャップに対応し、より信頼性の高い溶接を実現できます。(参照: レーザー溶接には溶加材が必要ですか? もっと詳しく知る)
- レーザー溶接による隙間埋めの概要
- レーザー溶接はなぜ低公差接合部向けに設計されているのか?
- レーザー溶接で小さな隙間をうまく処理できるのはどのような場合か
レーザー溶接はどれくらいの隙間まで対応できるのか?
レーザー溶接で対応できるギャップの許容範囲は、溶接プロセス、材料、および接合部の設計によって異なります。一般的に、標準的なレーザー溶接では非常に小さなギャップしか許容できませんが、溶加材、ビーム振動、およびハイブリッド溶接では、ギャップ許容範囲を大幅に拡大できます。
標準レーザー溶接(0.1mm未満)
標準的なレーザー溶接は、接合部の密着性が求められるため、隙間が最小限の場合に最適です。
要因:接合部の位置合わせ、ビームの焦点、材料の厚さ。
用途:精密板金加工、電子機器、バッテリー、自動車部品。
フィラーワイヤを使用したレーザー溶接(最大0.5mm以上)
溶加材は溶接金属を増量するため、より大きな隙間を埋めやすくなります。KEMPSON 4000W レーザー溶接機 厚さ12mm、幅8mmまでの材料を溶接できます。
要因:ワイヤ送り速度、レーザー出力、ワイヤ径。
用途:アルミニウム溶接、自動車製造、金属加工。
振動レーザー溶接(材料厚さの最大25%まで)
ビームの振動により、溶融池が広くなり、ギャップ許容度が向上する。
要因:振動幅、溶接速度、材料の厚さ。
用途:アルミニウム合金、ステンレス鋼部品、および一般製造業。
レーザーアークハイブリッド溶接(材料厚さの最大15%まで)
レーザーとアーク溶接を組み合わせることで、ギャップ処理能力と溶接安定性が向上する。
要因:アーク設定、溶加材投入量、接合部設計。
用途:造船、重機、圧力容器、厚板溶接。
一般的に、ギャップが小さいほど、高品質な溶接を実現しやすくなります。ギャップが大きい場合は、溶加材や高度なレーザー溶接プロセスが必要となることがよくあります。
レーザー溶接に隙間が生じるとどうなるのか?
レーザー溶接においてギャップが生じると、プロセスの安定性や溶接品質に直接影響を与える可能性があります。ギャップが大きいほど、あるいは不均一であるほど、安定した均一な溶接を維持することが難しくなります。
1. 不安定性と欠陥
ギャップの変化は溶融池を乱し、アンダーカット、溶融不良、溶接形状の不均一などの欠陥を引き起こす可能性があります。
2. 溶接形状不良
金属の流れが不安定だと、溶け込み深さが不均一になったり、表面品質に問題が生じたりします。具体的には、溶融が浅かったり、ビードが不規則になったりします。
3.補償の必要性
隙間を管理するためには、フィラーワイヤー、パラメータ調整、シームトラッキングなどの手法が必要となることが多い。
4.エネルギー挙動の変化
材料の種類や溶接条件によってエネルギー吸収に影響が生じ、アルミニウムのような反射性の高い金属では安定性が低下する可能性がある。
隙間があるとレーザー溶接の安定性が低下し、欠陥のリスクが高まるため、品質を確保するには通常、工程管理や溶加材を用いた方法が必要となる。
レーザー溶接は溶加材なしでも可能か?
はい、レーザー溶接は溶加材を使用せずに実施できます。これは自己溶接と呼ばれ、母材の溶融と凝固のみによって溶接部が形成されます。
以下は、溶加材を使用した溶接と使用しない溶接の比較です。
| Item | 溶加材なし(自己溶接) | フィラーワイヤー付き |
| プロセス原理 | レーザーが母材を溶かして接合部を形成する | 溶加材は、基材が溶融している間に添加される。 |
| 溶接組成 | ベース材料と同じ | 基材と充填材を組み合わせることで、特性を調整できます。 |
| 関節ギャップ要件 | 非常に厳密でぴったりとしたフィット感が求められます(通常0.2mm以下)。 | 許容範囲が広く、より大きな隙間(約0.6mm以上)にも対応可能 |
| 主な利点 | シンプルなプロセス、高速、低発熱、低歪み | 隙間を埋め、溶接特性を向上させ、適応性を高めることができます。 |
| 主な課題 | 非常に厳密でぴったりとしたフィット感が求められます(通常0.2mm以下)。 | より複雑なシステムでは、正確なワイヤ送給とパラメータ制御が必要となる。 |
自溶接が最適な場合
- 電子機器や医療機器などの精密部品
- 薄いシート状構造(通常1mm未満)
- 重ね溶接やシーリング溶接など、隙間がほとんどない密着接合部
- スピードとコストが最優先される大量生産
フィラーワイヤーが必要な場合
- 組み立て時に避けられない隙間がある部品
- 異種材料を溶接して遷移層を形成する
- より高い溶接強度または耐亀裂性が求められる用途
- 厚板溶接または多層溶接
- 特定のアルミニウム合金などの亀裂に敏感な材料
溶加材を使用するかどうかは、簡便性と精度、そして柔軟性と許容範囲のバランスによって決まります。自己溶接は、部品がぴったりと嵌合し、材料の適合性が高い場合に最も効果を発揮します。隙間がある場合や、より高い性能が求められる場合は、通常、溶加材が必要になります。
レーザー溶接で隙間を埋められない場合
レーザー溶接は、部品同士が密着している場合に最も効果を発揮します。隙間が大きすぎたり、不均一になったりすると、溶接品質は急速に低下し、欠陥が発生しやすくなります。
ギャップ埋めの限界
レーザー溶接では、溶融池が小さく集中しているため、接合部と接合部の間の隙間が溶接範囲を超えると、溶融金属が接合部を完全に覆うことができず、溶接が弱くなったり、不完全な溶接になったりする。
フィット感が悪い
部品の位置ずれや端部の不均一性があると、溶接が不安定になります。その結果、ビード形状が不規則になったり、溶融が弱くなったりすることがよくあります。
大きな組立公差
部品ごとに隙間の大きさが異なると、一貫した結果を得ることが難しくなります。レーザー溶接には、安定した再現性のある接合条件が必要です。
MIG/TIGが使用される理由
MIG溶接とTIG溶接は、より大きな溶融池と連続的な溶加材を使用します。そのため、大きな隙間を埋めやすく、接合精度がそれほど高くない場合によく用いられます。
レーザー溶接は、大きな隙間や不均一な隙間には適していないため、接合精度が低い場合は、より優れた隙間埋めと安定性を実現するために、MIG溶接やTIG溶接などのプロセスが一般的に好まれます。詳細については、以下を参照してください。 ハンディレーザー溶接とMIG溶接:どちらが優れているのか?
レーザー溶接におけるギャップ許容度を向上させる方法
レーザー溶接のギャップ許容度を向上させることは、その産業利用拡大の鍵となる。レーザー溶接はスポットサイズが小さく溶融池も小さいため、接合部のギャップに敏感である。しかし、プロセスの最適化と支援手法を用いることで、ギャップへの対応能力を大幅に向上させることができる。
1. 接合部の設計と組み立ての品質を向上させる
これは最も基本的なステップです。加工精度と組み立て精度の向上は、発生源からのギャップを低減するのに役立ちます。
- エッジ加工:フライス加工または精密切削加工を使用して、溶接エッジをより滑らかにし、不規則な隙間を減らします。
- 事前位置合わせ:溶接前に部品が正しく位置合わせされていることを確認し、余分な位置ずれによる隙間が生じないようにしてください。
2. 溶加材またはハイブリッド溶接を使用する
これは、隙間を埋めるために追加の材料を加えることで、隙間許容度を向上させる最も直接的な方法の1つです。
- ワイヤ/粉末供給レーザー溶接:溶接中に溶加ワイヤまたは金属粉末を添加することで、充填能力を高め、組み立て精度に対する感度を低減します。
- レーザーアークハイブリッド溶接:アークが溶加材を供給し、レーザーが深い溶け込みと高速溶接を実現します。そのため、特に厚板や構造部品など、大きな隙間の溶接に適しています。
3. 溶接工程パラメータを調整する
溶接条件を変更することで、隙間をより容易に埋めることができる。
- デュアルスポットレーザー溶接:加熱領域を拡大し、溶融池の安定化に役立ちます。
- 焦点ぼけ調整:レーザースポットをわずかに拡大し、小さな隙間を埋めるのに役立ちます。
- パルスレーザー溶接:薄板や小さな接合誤差に適しており、コストも低い。
4. 監視・制御システムを使用する
リアルタイムのフィードバックは、溶接工程中のずれを修正するのに役立ちます。
- シームトラッキングシステム:溶接位置とギャップの変化を検出し、溶接経路またはパラメータを調整します。
5. 治具と補助工具を使用する
外部ツールは、溶接時の隙間を減らしたり、制御したりするのに役立ちます。
- 精密治具:部品を安定させ、正確に位置合わせすることで、組み立てミスを減らします。
- 電磁支持システム:厚板溶接において溶融池を支え、崩壊を防ぐのに役立ちます。
レーザー溶接のギャップ許容度を向上させるには、複数の手法を組み合わせる必要があります。小さなギャップは主に機械加工と組み立てによって制御されます。大きなギャップは、溶加材、ハイブリッド溶接、またはプロセス調整によって制御されます。適切なモニタリングと治具を用いることで、レーザー溶接の適用範囲をさらに拡大することができます。
ギャップ処理におけるレーザー溶接と従来型溶接の比較
レーザー溶接と従来型溶接は、隙間処理能力において大きく異なります。参考記事: レーザー溶接と従来型溶接:違い、利点、コスト、および用途 主な原因は、熱源の濃度と材料の堆積方法の違いにある。
| 機能 | レーザー溶接 | 従来溶接(TIG/MIG) | ハイブリッドレーザー溶接 |
| ギャップ処理能力 | ローには非常にタイトなフィット感が必要です | 高い、充填金属でより大きな隙間を埋めることができる | 高精度、レーザー精度とアーク充填機能を兼ね備えています |
| 熱入力と歪み | 熱入力が大きいほど、熱影響部が広くなり、歪みがより顕著になる。 | 低く、非常にタイトな取り付けが必要 | 中程度の熱入力、より優れた歪み制御 |
| 溶接速度 | 非常に高速 | 比較的遅い | 従来のアーク溶接よりも高速で高効率 |
| 用途 | 低熱入力、狭い熱影響部、低歪み | 中厚板、造船やエンジニアリング機械など、取り付けにばらつきのある構造部品 | 厚板、大きな隙間のある構造、現場施工、例えば重鋼構造物など |
溶接方法の選択は、主にギャップの状態によって決まります。レーザー溶接は、小さなギャップでの高精度な用途に適していますが、従来の溶接方法は、大きなギャップや複雑な条件に適しています。一方、ハイブリッドレーザー溶接は、効率性とギャップへの適応性のバランスが取れています。
産業用途と実際の使用事例
レーザー溶接は、精度、きれいな溶接、そして高速な加工が求められる多くの産業で利用されています。特に、狭い隙間や厳密に管理された組立条件に適しています。
板金加工および精密溶接製造:
電気キャビネット、金属製筐体、制御ボックス、精密ブラケットなどに使用されます。
自動車用レーザー溶接構造:
自動車のボディパネル、バッテリーケース、シートフレーム、ドア構造などに使用されます。
金型修理と精密部品:
射出成形金型、金型表面、精密工具、小型機械部品などに使用されます。
ステンレス鋼と薄板材の溶接:
ステンレス鋼管、厨房機器、医療機器筐体、薄型ステンレス鋼板などに使用されます。
レーザー溶接は、板金加工、自動車部品、金型修理、ステンレス鋼加工などの精密製造分野で広く用いられています。特に、高い精度、きれいな溶接、厳密な組立管理が求められる用途において、その真価を発揮します。
結論
レーザー溶接は、部品同士が密着している場合に最も効果を発揮します。小さな隙間であれば対応できる場合もありますが、大きな隙間や不均一な隙間は溶接品質と安定性に影響を与えます。多くの場合、溶接の信頼性を高めるために、溶加材を追加したり、ハイブリッド溶接を使用したりする必要があります。
ケンプソン 精密製造および金属加工向けのレーザー溶接装置と産業用溶接ソリューションに特化しています。プロジェクトサポートやカスタマイズされた溶接ソリューションについては、 お問い合わせ お客様の用途に最適なシステムを見つけるため。

よくあるご質問
レーザー溶接で埋められる最大の隙間はどれくらいですか?
それは溶接方法によって異なります。標準的なレーザー溶接では通常0.1mm以下の隙間が必要ですが、溶加材溶接やハイブリッド溶接では0.5mm以上の隙間にも対応できます。
ファイバーレーザー溶接は、不均一な接合部を修復できますか?
小さな凹凸であれば対処可能ですが、大きな隙間や不均一な隙間は溶接の安定性に影響を与え、欠陥の原因となる可能性があります。
レーザー溶接には必ず溶加材が必要ですか?
いいえ。密着接合部の場合、溶加材なしでレーザー溶接を行うことができます。これは主に、隙間がある場合や、より高い接合強度が必要な場合に必要となります。
ギャップが大きすぎるとどうなりますか?
溶接部が不安定になり、溶融不良、溶着不良、または接合部の不完全といった問題が生じる可能性がある。
小さな隙間を溶接する場合、レーザー溶接はTIG溶接よりも優れていますか?
はい、精密溶接や狭いギャップでの溶接においては、レーザー溶接はTIG溶接よりも高速で、熱による歪みも少なくなります。
レーザー溶接前に溶接ギャップを減らすにはどうすればよいですか?
加工精度を向上させるため、適切な治具を使用し、溶接前に部品がしっかりと位置合わせされていることを確認してください。
レーザー溶接で加工不良の部品を修理できますか?
ただし、限定的な範囲に限られます。小さな欠陥は修正可能ですが、大きな隙間や接合不良は通常、他の溶接方法が必要となります。
溶接部の隙間に最も敏感な材料は何ですか?
アルミニウムや反射率の高い金属は、熱入力と接合部の精度をより厳密に管理する必要があるため、より敏感である。







