
目次
イントロダクション
製造現場において、溶接はしばしば最も熟練度が高く、一貫性を保つのが難しい工程の一つです。同じ材料と条件を用いても、作業者によって仕上がりが異なる場合があるからです。受注量の増加と品質要求の厳格化に伴い、従来の人手に頼った方法では限界が見え始めています。こうした状況の中、ロボット溶接機が徐々に主流の生産ラインに導入され、反復的で高度に標準化された溶接作業を、安定した制御可能な自動化装置に任せるようになっています。
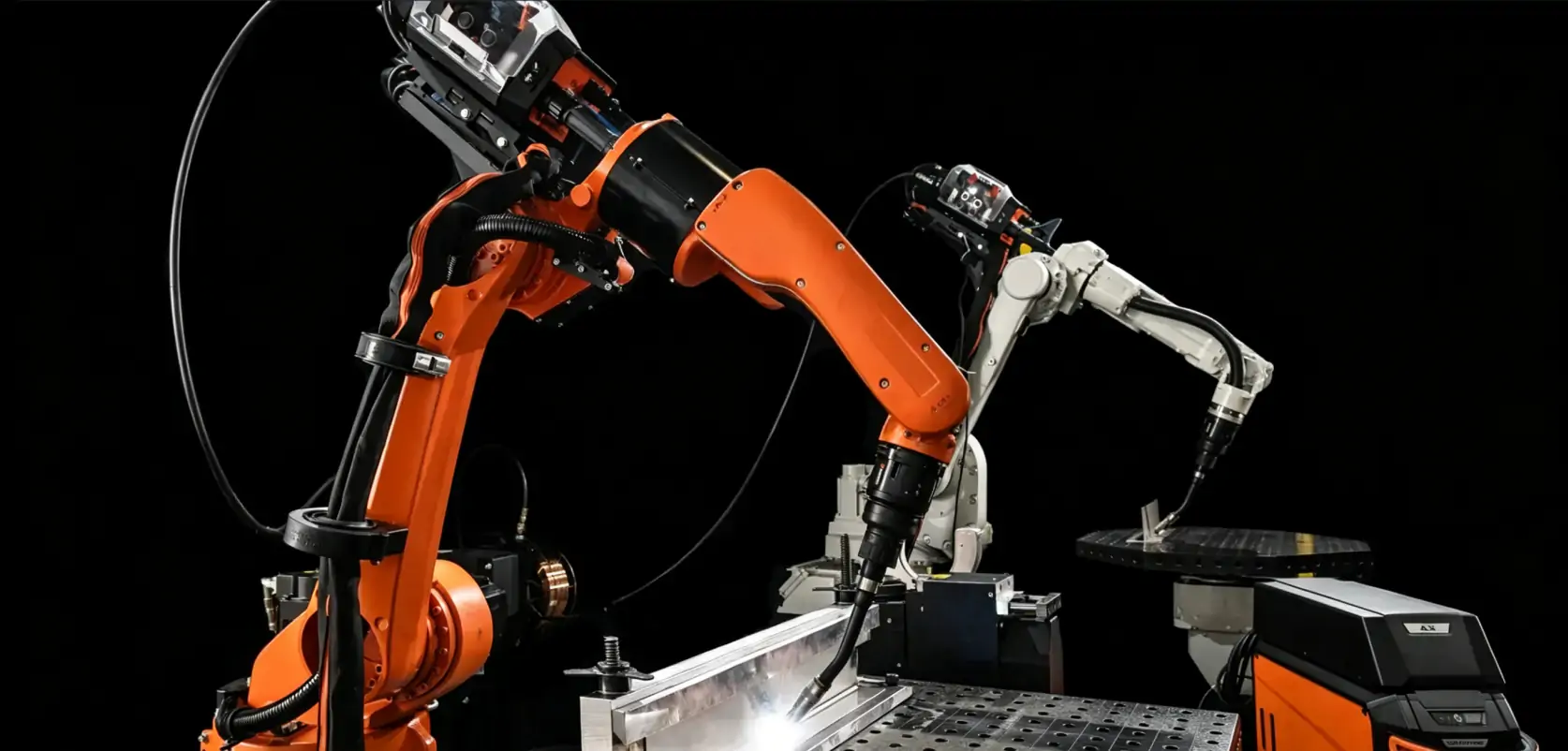
この変化に伴い、ロボット溶接システムは溶接作業の方法を変えただけでなく、効率性、品質、コストのバランスも再定義しました。以下のセクションでは、この溶接自動化ソリューションを段階的に解説し、種類、システム構造、選定上の考慮事項、コスト、そして実際の生産現場での活用事例を通して、その性能を理解していきます。
ロボット溶接機とは何ですか?
ロボット溶接機は、ロボットアームシステムと溶接装置を組み合わせたプログラム可能な自動化装置であり、最小限の手作業で溶接作業を実行します。所定のプログラムや計画された経路に従って、ワークピースの位置決め、クランプ、溶接、溶接後の処理などの作業を実行でき、従来の手動溶接作業に取って代わります。
ロボット溶接機のワークフロー
ロボット溶接機は、明確で再現性のある手順に従って、高い一貫性と効率で溶接作業を完了します。
1. プログラミングとセットアップ
溶接経路とパラメータは、ティーチペンダントまたはオフラインソフトウェアを使用して設定します。ワークピースを固定位置に保持するために、治具が設置されます。
2. 積載および位置確認
ワークピースは、手動または自動で治具にセットされます。溶接開始前に、センサーまたは画像認識システムによって正しい位置が確認されます。
3. 溶接工程
ロボットはプログラムされた経路に沿って動作し、指定された箇所で溶接を開始する。速度、角度、アークの状態は、動作全体を通して安定に保たれる。
4. 冷却と検査
溶接後、部品は冷却され、目視検査またはセンサーを用いた検査によって欠陥やずれがないか確認される。
5. 荷降ろしとリセット
完成した部品は取り外され、システムは次のサイクルに向けてリセットされ、連続生産をサポートする。
このプロセスにより、ロボット溶接システムは安定した溶接品質と再現性の高い生産量を実現できる。
ロボット溶接 vs 自動化溶接 vs 機械化溶接
製造業における溶接プロセスは、自動化レベル、安定性、生産効率の点で大きく異なります。溶接方法には、手動溶接、機械化溶接(ハンドヘルドレーザー溶接)、自動溶接(プラットフォームレーザー溶接溶接システム、ロボット溶接システムなどがある。それぞれの方式には、異なる機能と限界がある。
| 次元 | 手溶接 | 機械溶接 | 自動溶接セル | ロボット溶接システム |
| 自動化レベル | オペレーターのスキルに完全に依存 | 低速 – 機械がトーチをガイドし、オペレーターは主要な動作を引き続き制御します。 | 固定製品向けの高度に特化したシステム、柔軟性は低い | 非常に高い – 高い柔軟性を備えたプログラマブルシステム |
| 安定性 | 低い – 溶接工の経験による | 中程度 – 機械的な経路が一貫性を向上させる | 高い固定プロセスにより再現性が確保される | 非常に高い精度 – 精密制御およびフィードバックシステム |
| 生産速度 | 動作が遅い – 人間の操作によって制限される | 中程度 – 機械的な改良により部分的に改善 | 固定製品向けの高機能専用システム、柔軟性は低い | 高速かつ柔軟 – サイクルタイムの最適化と複数製品の使用 |
| 労働依存度 | 高速 – 単一製品向けに最適化 | 高レベル – オペレーターの監視が必要 | 低 – 主に積み込み/積み下ろし | 非常に低い – 主にプログラミングと監視 |
あらゆる溶接方法の中で、ロボット溶接システムは最高の自動化レベル、安定性、および運用上の柔軟性を実現します。人手への依存度を低減しながら一貫した溶接品質を維持し、大量生産環境と混合生産環境の両方に対応します。
ロボット溶接プロセスの種類
ロボット溶接プロセスはすべて同じではありません。高速構造溶接から高精度接合まで、さまざまな生産ニーズに合わせて異なる方法が開発されています。MIG/MAG溶接、TIG溶接、スポット溶接、レーザー溶接の違いを理解することで、効率性、品質、コスト管理を向上させるための適切なプロセスを選択することができます。

MIG/MAGロボット溶接
消耗ワイヤ電極を使用し、ロボットシステムによって自動的に供給されるガスシールドアーク溶接プロセス。
主な特長:
高い溶接速度、高い溶着速度、そして優れた生産効率。連続大量生産に適しています。
用途:
自動車のフレーム、シャーシ、圧力容器、造船、鉄骨構造物などに幅広く使用されています。また、軽量構造物向けのアルミニウム合金溶接にも用いられています。
TIGロボット溶接
タングステン電極を用いたガスシールド溶接法で、不活性ガス(通常はアルゴン)を用いて安定したアークを生成する。
主な特長:
非常に安定したアーク、集中した熱入力、精密な制御、そしてスパッタを最小限に抑えた高品質な溶接外観。溶接速度はやや遅いものの、優れた精度を実現しています。
用途:
ステンレス鋼、アルミニウム、銅合金、薄肉部品、配管溶接、圧力容器のルートパス溶接、および医療機器などの高付加価値精密製品に使用されます。
スポット溶接ロボット
電極を通して圧力と大電流を印加し、重なり合った金属板上に局所的な溶接点を形成する抵抗溶接プロセス。
主な特長:
極めて速いサイクルタイム、最小限の熱歪み、そして自動生産ラインへの容易な統合。
用途:
自動車のホワイトボディ(ドア、パネル、フレームなど)製造における主要工程。家電製品や板金筐体の製造にも使用される。
レーザー溶接およびレーザーハイブリッド溶接
集束レーザービームを用いて材料を融合させる高エネルギービーム溶接プロセス。ハイブリッドシステムは、レーザー溶接とアーク溶接を組み合わせることで性能を向上させる。
主な特長:
高エネルギー密度、高速溶接、狭い熱影響部、最小限の変形、高溶接強度。高い組立精度が求められる。
用途:
自動車の車体構造、電気自動車のバッテリーモジュール、精密電子機器、医療機器、および鋼とアルミニウムの接合などの異種金属接合に使用されます。

それぞれの溶接プロセスには異なる目的があります。MIG/MAG溶接は大量生産に適しており、TIG溶接は精密溶接に、スポット溶接は板金加工で一般的に用いられ、レーザー溶接はハイエンド用途に使用されます。
ロボット溶接セルの主要構成要素
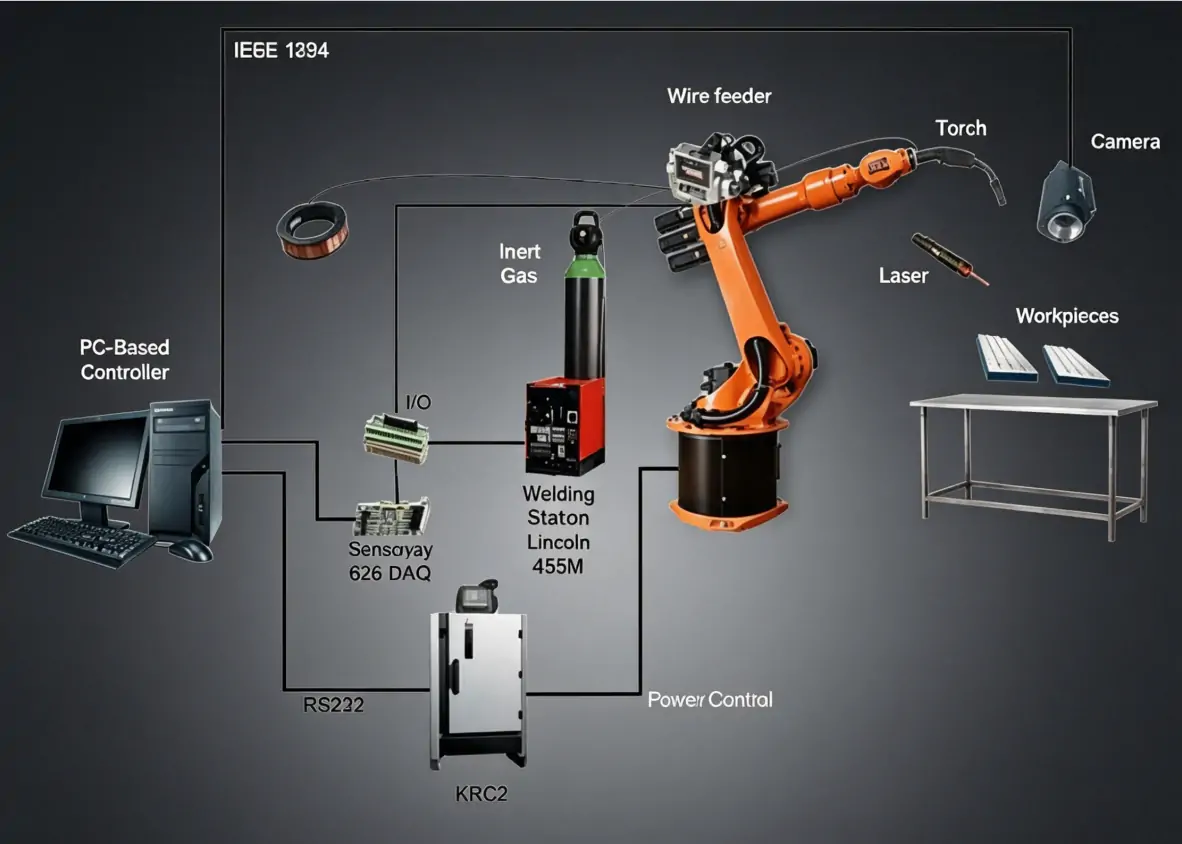
ロボット溶接システムは、溶接工程において連携して動作する複数の主要部品で構成されています。各部品は、動作、溶接、位置決め、および安全性において明確な役割を担っています。
ロボットアーム、コントローラー、ティーチペンダント
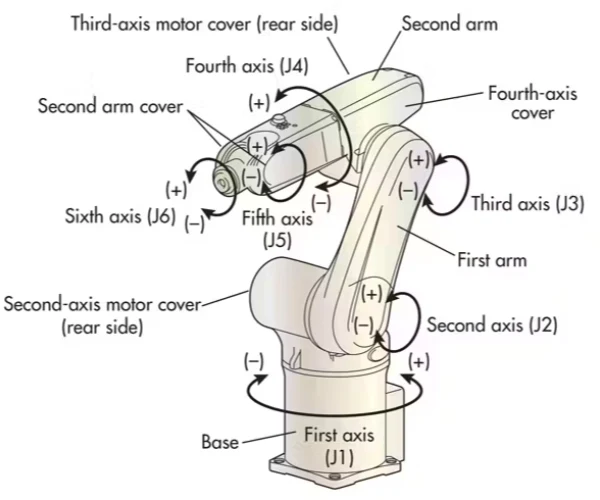
- ロボットアーム:高精度で柔軟な溶接経路を実現する6軸モーションユニット。
- コントローラ:ロボット、溶接電力、およびプログラムを調整するシステムの中核部分。
- ティーチペンダントとオフラインプログラミング:セットアップとパスプランニングに使用され、ダウンタイムを削減します。
溶接システム
- 電源:溶接に安定したエネルギーを供給し、アークの品質に影響を与える。
- ワイヤフィーダー:安定した溶接のためにワイヤを安定して供給します。
- トーチとTCP:トーチは溶接を行い、TCPは正確な位置決めを保証します。
固定具とポジショナー
- 回転式ポジショナー:溶接部を最適な位置に維持するために部品を回転させます。
- 治具:ワークピースを固定し、安定した再現性のある溶接を実現します。
- 精度への影響:バッチ生産における一貫性に直接影響します。
センサーおよびインテリジェントシステム
- シームトラッキング:実際の溶接位置に基づいて経路を調整します。
- ビジョンシステム:位置決めおよび検査に使用されます。
- アーク検知:プロセス制御のためにアーク信号を監視します。
安全システムとコンプライアンス
- 安全柵:作業中に作業員が立ち入るのを防ぎます。
- レーザースキャナー:侵入を検知し、停止または減速をトリガーします。
- 緊急停止:システムを即座に停止します。
- ISO/CE:安全性と産業規格への準拠を保証します。
これらの部品は、システムの安定性を維持するために連携して動作する必要があります。適切に設定されていれば、安定した溶接品質と再現性の高い生産を維持するのに役立ちます。
溶接品質管理とプロセス安定性
ロボット溶接システムにおける溶接品質は、プロセス制御、欠陥の理解、および主要パラメータの適切な設定に依存する。
溶接手順仕様書
工程標準の重要性:溶接手順仕様書は、溶接生産における品質、安全性、一貫性に関する基本要件を定めています。これらは、安定した再現性のある製造の基盤となります。
パラメータ制御:電流、電圧、溶接速度などの主要な設定値は、溶接品質の一貫性を維持し、ばらつきを低減するために事前に定義されます。
ロボットシステムにおける一般的な溶接欠陥
気孔:溶加材中の水分、シールドガスの不備、または過剰な溶接速度によって発生し、溶接部にガス溜まりが生じる。
アンダーカット:母材が溶融したが適切に充填されなかったために、溶接端に形成される溝。
スパッタ:溶融池から金属粒子が噴出し、溶接部周辺に付着した。
融合不良:溶接金属が母材と完全に接合されない場合、または溶接層間で接合されない場合に発生します。
根本原因と予防策
治具の精度:ワークピースの正確な位置決めは、変形を低減し、接合部の一貫性を向上させます。
シールドガス:適切なガス流量と空気の流れからの保護は、酸化と多孔化を防ぐのに役立ちます。
パラメータ調整:材料の厚さに基づいて電流、電圧、その他の設定を調整することで、熱入力と溶接形状を制御できます。
トーチのアライメント:トーチの角度と距離を正しく調整することで、安定したアーク状態と均一な溶着を実現します。
安定した溶接結果は、適切なプロセス設定、制御されたパラメータ、および一般的な欠陥原因への適切な対処によって得られます。
コスト、投資対効果(ROI)、および総所有コスト(TCO)
ロボット溶接システムのコストは、初期投資、運用費用、そしていくつかの隠れたコストで構成されています。これらの要素を理解することで、総所有コストと投資収益率をより明確に評価することができます。
1. 初期投資(設備投資額:約50~70%)
初期投資とは、ロボット溶接システムを導入するための初期費用であり、通常、総費用の大部分を占める。
ロボットアーム:システムの主要ユニット。価格は、ペイロード、精度、および到達範囲によって異なります。
溶接電源システム:性能と安定性に影響を与える主要な電源。
治具および安全囲い:部品の位置決めと作業者の安全確保に使用され、設計の複雑さによってコストが異なります。
2.運営コスト(OPEX)
運営コストとは、日々の生産活動において継続的に発生する費用のことです。
電力消費量(ロボット、溶接システム、冷却装置)
消耗品(ノズル、レンズ、シールドガス、冷却液)
定期メンテナンス(校正、清掃、予防修理)
これらのコストは生産時間とともに増加します。
3 隠れたコスト
計画段階で見落とされがちな費用がいくつかあります。
プログラミングとトレーニング:オペレーターがシステム設定とプログラミングを習得するのにかかる時間とコスト
ダウンタイム:計画的なメンテナンスや予期せぬ停止により、生産量が減少する。
治具の再設計:製品設計の変更や生産工程の変更に伴う追加費用
溶接自動化の投資対効果(ROI)4
ROIは主に以下から得られます。
人件費の削減
生産量の増加
不良率と手直し率の低下
投資回収期間は、生産規模と稼働率によって異なります。
総所有コストにおいて、設備投資(CAPEX)が通常最大の割合を占め、運用コスト(OPEX)や隠れたコストはライフサイクル全体を通して発生します。投資対効果(ROI)は、すべてのコストを、人件費削減、効率化、品質向上による長期的な利益と比較して評価する必要があります。
用途
ロボット溶接システムは、金属構造物や部品の溶接において、安定性、再現性、高効率性が求められる様々な産業で広く利用されている。
- ・自動車製造:車体、シャーシ、ドア、構造フレーム
- ・鉄骨構造物の製作:梁、柱、建築用鉄骨フレーム
- ・重機:掘削機のアーム、クレーン部品、機器フレーム
- ・造船:船体セクション、甲板構造、大型溶接組立品
- ・板金加工:キャビネット、筐体、工業用金属ハウジング
- ・エネルギー・精密機器:圧力容器、パイプライン、バッテリーモジュール、精密部品
自動車からエネルギー機器まで、ロボット溶接は幅広い産業用途において、一貫した生産品質と効率的な製造を支えています。
優位性
ロボット溶接システムは、さまざまな製造工程において、溶接をより速く、より安定させ、より容易に管理できるようにすることで、生産性に明確な改善をもたらします。
生産性の向上 ― 安定したサイクルタイムで連続運転し、より大きな生産量をサポートします。
一貫した溶接品質 ― 同じ動作とパラメータにより、溶接の均一性を維持します
手作業の削減 ― 反復作業における熟練溶接工への依存度を低減
安全性の向上 ― 作業者を熱、アーク、溶接ヒュームから遠ざける
手直し率の低下 ― より安定したプロセスにより、不良品や修理作業が減少する
柔軟な生産 — さまざまな製品やバッチサイズに合わせてプログラムを調整できます
ロボット溶接システムは、生産の安定性、効率性、そして日常業務における制御の容易性を向上させるのに役立ちます。
ロボット溶接技術の将来動向
ロボット溶接は、よりスマートで、より柔軟で、より効率的な生産方法へと進化を遂げています。新たな技術は、あらゆる産業において溶接システムの設計と利用方法を変革しています。
AIとよりスマートな制御
将来の溶接ロボットは、溶接部の認識、欠陥の発見、溶接設定の自動調整などに、カメラとAIをより活用するようになるでしょう。
より柔軟な生産とコラボレーション
システムは製品間の切り替えが容易になり、ロボットは共有作業スペースで作業員とより密接に連携して作業できるようになるだろう。
新しい溶接方法
レーザー溶接やハイブリッド溶接は、より高速でクリーンな溶接が可能であり、電気自動車用バッテリーや航空宇宙部品などの高精度部品に適しているため、今後さらに広く利用されるようになるだろう。
デジタルツールとシミュレーション
実際の生産に先立ち、デジタルモデルと遠隔監視ツールを用いて、より多くの溶接作業をソフトウェア上で計画・テストする予定だ。
省エネルギーと新たな用途
溶接システムは、エネルギー消費量と廃棄物の発生量を削減するだけでなく、新エネルギー、航空宇宙、精密製造といったより多くの産業で使用されるようになるだろう。
将来の溶接技術は、より高度な制御、より簡単な操作、より幅広い用途へと移行しつつ、生産における効率性の向上とエネルギー消費量の削減も図られていく。
結論
ロボット溶接機は、溶接作業を従来の手作業から、より安定した効率的な自動生産へと変革しています。システム構造、プロセスタイプ、コンポーネント、コスト、用途など、あらゆる面において、常に重視されているのは、より高い一貫性、より効率的な生産、そしてより容易な生産管理です。製造業の高度化が進むにつれ、適切な溶接自動化システムを選択することが、長期的な生産実績に直接的な影響を与えます。
ケンプソン さまざまな産業ニーズに対応する信頼性の高い溶接および自動化ソリューションを提供しています。溶接ラインのアップグレードをご検討中の方、またはカスタマイズされたレーザー溶接システムが必要な方は、お気軽にお問い合わせください。お客様の生産ラインに最適な溶接システムをご提案いたします。 お問い合わせ 専門家によるアドバイスと、お客様に合わせたソリューションをご提供いたします。

よくある質問
ロボット溶接機は何に使われるのですか?
これは、金属部品の大量生産における自動溶接に使用され、速度、一貫性、および溶接品質を向上させます。
ロボット溶接システムの価格はいくらですか?
費用は構成によって異なりますが、ほとんどのシステムは、規模と機能に応じて、中級レベルのセットアップからハイエンドの自動化ラインまで幅広く対応しています。
ロボット溶接は手動溶接よりも優れているのか?
大規模生産においては、確かにそうです。より安定した品質、より速い生産速度、そして長期的な労働力への依存度の低減を実現します。
溶接ロボットはどのような業界で使用されていますか?
自動車、鉄骨構造物、重機械、造船、エネルギー機器、金属加工産業。
ロボット溶接システムの精度はどの程度ですか?
ほとんどのシステムは高い再現性を実現しており、通常は非常に狭い許容範囲内に収まるため、一貫した溶接品質が保証されます。
ロボットは異なる素材を溶接できるのか?
はい。適切な設備と工程を用いれば、炭素鋼、ステンレス鋼、アルミニウム、その他の合金も加工可能です。
ロボット溶接セルを設置するにはどれくらい時間がかかりますか?
複雑さにもよりますが、基本的なセルであれば数日、本格的な生産ラインであれば数週間かかる場合があります。
溶接自動化の投資対効果(ROI)はどのくらいですか?
投資対効果(ROI)は、人件費の削減、生産性の向上、不良率の低下によって得られ、使用状況にもよりますが、多くの場合、数年で投資回収が可能です。







